Навигация
4. Основное оборудование
ОАО «Васильевский стекольный завод» производит химико-лабораторную посуду, приборы и оборудование из термостойкого боросиликатного стекла группы ТС ГОСТ 21400-75, прессованную посуду хозяйственную из боросиликатного стекла согласно СТО 14916274-001-2006.
Продукция из стекла группы ТС - изделия производственно-техничекого назначения : аппараты для получения дистиллированной воды, перегонки различных веществ и пр., химическую посуду (колбы, стаканы) и химическую аппаратуру (холодильники, дефлегматоры, переходы, насадки, соединительные элементы и т.д.) - всего более 200 наименований. Незначительный объем выпускаемой заводом продукции (удельный вес в общем объеме 7%) составляют товары народного потребления - чайники, кофейники, молочники, кастрюли, чайные и кофейные наборы и т.д.
Мощность производства изделий из стекла ТС составляет 890 тн. стекломассы в год, вырабатывается продукции на сумму 31,0 млн.руб.
Мощность производства прессованных крышек для сковородок и кастрюль составляет 1980тн. стекломассы в год на сумму 60,0 млн. руб.
Вся продукция и полуфабрикат для стеклодувно-аппаратурного цеха вырабатывается на стекловаренной печи №1 производительностью 4,5 т стекломассы в сутки - регенеративная, непрерывного действия с подковообразным направлением пламени, отапливаемая природным газом. Вторая стекловаренная печь такого же типа производительностью 7,5 стекломассы в сутки для производства прессованных изделий на автоматизированной линии «Walter».
Варочный бассейн в плане прямоугольной формы со скосами в районе протока. Размеры варочного бассейна 5500 мм x 3600 мм. Глубина варочного бассейна 590 мм. На уровне дна варочный бассейн связан протоком с пережимом.
Проток прямоугольного сечения 300 мм x 700 мм длиной 600 мм. Переливной порог установлен поперек варочного бассейна. Он служит для интенсификации процесса стекловарения и корректировки схемы движения потоков стекломассы.
Загрузка шихты и стеклобоя предусматривается 2-мя загрузчиками ЗШП-1. Горелки служат для подачи топлива в печь. Расположены горелки с торцевой стороны печи. Воздух подается по поперечному сечению горелки, топливо вводится снизу с помощью 4-х горелок с регулируемой длиной факела типа ГГРМ.
Дополнительный электроподогрев осуществляется тремя электродами, два из которых установлены в торцевой проточной стене, а один – в дне горизонтального канала.
Выработочная часть печи представляет собой два выработочных бассейна глубиной 400мм, соединенных каналами с пережимом. Один из выработочных бассейнов имеет три выработочных окна и предназначен для ручной выработки стеклоизделий, а второй – с одним выработочным окном – для механизированной. Выработочные бассейны имеют индивидуальную систему отопления с двумя горелками ГНП – 4 на каждый бассейн.
В выработочных бассейнах печи имеется по одному сливному лотку, предназначенному для удаления поверхностного слоя стекломассы с избыточным (по сравнению со стеклом) содержанием кремнезёма. Это связано со специфичностью варки боросиликатного стекла, при которой происходят потери окиси бора, связанные с её летучестью. Эти потери приводят к получению химической неоднородности стекломассы. Во избежание этого при варке боросиликатного стекла необходим контроль теплового и газового режима, постоянство соотношения шихты и боя.
Каждый сливной лоток обогревается горелкой ПКГ – 1. Из стеклоформующего оборудования имеется 2 пресса ПСП-2 , на которых производились товары народного потребления (посуда для микроволновых печей, стеклянные крышки и пр.) и 3 пресса НП-1 для производства иллюминаторов газовых плит.
Основной цех - цех стекловарения, общей площадью застройки 7658м2, имеет три основных пролета: 24 х 66м, в том числе : высокая часть 24 х 36 высотой до нижнего пояса стальной фермы 9,5м; низкая часть - 23,5 х 30м высотой 7,9м ; 22,5 х 48м высотой 7,9м. Здание из силикатного кирпича, перекрытия из ж/б плит по ж/б балкам или металлическим фермам.
Имеется двухэтажный стеклодувно-аппаратурный цех, площадь застройки составляет 6064м2я; на первом этаже которого размещен участок притирки СКВ, пробирочный участок, участок комплектования приборов и ТНП, картонажное отделение, участок упаковки изделий - все участки укомплектованы типовым оборудованием; на втором этаже здания расположен стеклодувный участок на 100 оборудованных стеклодувных столов, имеются несколько муфельных и одна печь непрерывного действия для отжига продукции.
Общая площадь земельного участка, занимаемая заводом 12,6 га. Существующая застройка предусматривает функциональное зонирование территории.
Производственная инфраструктура.
Составной цех со складом сырья - 2219м2 (мощность 20тн. шихты в сутки);
Энергомеханический участок - 1006м2, мощность по электроэнергии - 2000 КВт/ч, металлообрабатывающего оборудования 16 ед., (кузница, инструментальный участок, сварочное и жестяное отделения, токарно-фрезерный участок);
Керамический участок - 108м2 (пластичное формование шамотно-глинистой массы,шликерное литье кварцевой керамики);
Кислородная станция - 374м2, на 50т жидкого кислорода;
Газовая станция - 72м2 ( 3 подземные емкости сжиженного газа по 25м3);
Транспортный участок - 880м2;
Склад химико-лабораторной посуды - 2325м2;
Заводоуправление, 3-х этажный - 1821м2.
Автотранспортная связь завода с поселком и др. населенными пунктами осуществляется по дороге, примыкающей к трассе Москва - Казань - Екатеринбург. До Казани - 20 км.
На заводе имеется железнодорожная ветка, примыкающая к путям станции Васильево Горьковской ж.д. Внутризаводские ж.д. пути частично разобраны требуют восстановления.
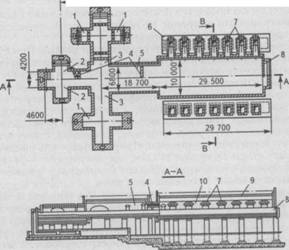
Рис. 4.1. Ванная печь непрерывного действия: 1,2,3 - выработочные каналы; 4 - разделительные устройства; 5 - студочная часть печи; 6 - регенераторы; 7 - горелки; 8 - загрузочный карман; 9 - варочная часть печи; 10 - свод печи
В непрерывно действующих ванных печах (рис. 6.9) сырьевая шихта загружается в один конец ванны, а с другого конца идет непрерывная выработка стекломассы. Все стадии варки совершаются одновременно, но на разных участках печи.
Конструктивно ванную печь делят на отапливаемую (зоны варки и осветления) и неотапливаемую (зоны студки и выработки) части. В отапливаемой части происходит провар шихты, осветление, гомогенизация и начальное охлаждение стекломассы. В неотапливаемой части охлаждение стекломассы завершается и к ней примыкают устройства для ее выработки. Загрузку шихты и боя в печь осуществляют механическими загрузчиками на поверхность расплавленной стекломассы через загрузочный карман. Шихта и бой образуют на поверхности стекомассы слегка погруженный в нее слой толщиной около 150-200 мм. Шихта нагревается снизу расплавом стекла и сверху за счет излучения пламени. Поверхность шихты спекается, затем на ней образуется тонкий слой вспененного расплава, который стекает, обнажая, свежую поверхность шихты. Процесс спекания, плавления и удаления расплава с поверхности шихты идет до тех пор, пока последний слой шихты не превратится в расплав, покрытый варочной пеной.
Часть ванной печи, покрытая слоем шихты образует границу шихты; примыкающая к ней часть, покрытая пеной- границупены. Эти две части вместе называют зоной варки, которая расположена между засыпочным концом ванной печи и квельпунктом (максимум на кривой изменения температур по длине печи). Следующая за квельпунктом часть печи называется зоной осветления; для этой зоны характерно выделение пузырьков газа, вследствие чего поверхность стекломассы бывает покрыта скоплением пузырьков и кажется «рябой». К зоне осветления примыкает зона студки с зеркальной поверхностью, т.к. выделение газов заканчивается. Студка продолжается и в зоне выработки, где стекломасса остывает, приобретая вязкость, необходимую для выработки. Горелки
Стекловаренные печи отапливаются газообразным или жидким топливом при помощи горелок.
В качестве материала для кладки горелок в основном используют
высококачественный динас. Влеты горелок ванных печей часто выкладывают из литых огнеупорных материалов. В отдельных частях горелок применяют тепловую изоляцию, а в местах, подверженных наибольшему износу, располагают холодильники.
В горшковых печах преимущественно применяют кадиевые горелки, в ванных — шахтные, которые представляют собой комбинацию вертикальных, наклонных и горизонтальных кирпичных каналов, соединяющих регенератор с печью.
В шахтных горелках ванных печей с поперечным пламенем газ вводят через две трубки, расположенные с боков каждой горелки, а в печах с подковообразным пламенем — также (если горелка недоступна с обеих боковых сторон) — со стороны торцовой (скошенной) стены или с одной боковой стороны горелки. Иногда в малых ванных печах воздух вводят с боков печи, а газ с торца. Распределение газов в горелках регенеративных печей регулируется с помощью шамотных или стальных шиберов, охлаждаемых водой. Особенно, благоприятны условия регулирования в печах, в которых каждая горелка обслуживается самостоятельной секцией регенератора.
В печах прямого нагрева используют обычно газовые инжекционные горелки одно- или двухпроводные, а в случае жидкого топлива — форсунки низкого давления; предусмотрено водяное охлаждение.
Отжигательные печи Печи для отжига стекла бывают периодического и непрерывного действия. Обычно они обогреваются газовым или жидким топливом или электроэнергией. Возможен комбинированный нагрев — горючим и электроэнергией. Применяют как прямой нагрев и охлаждение изделий газами, так и косвенный — в печах муфельного типа.
Печи периодического действия обычно камерные (опечки); в этих печах изделия располагаются на поду или в специальной таре (коробах, вагонетках и т.д.). В печах периодического действия отжигают изделия с большой толщиной стенки (более 12—15 мм), сложной формы и больших размеров.
В камерных печах первичного отжига различают периоды разогрева печи, укладки изделий, выдержки, а также медленного и быстрого охлаждения. При вторичном отжиге период укладки отсутствует.
Печи непрерывного действия снабжены специальными механизмами для перемещения изделий в виде вагонеток, конвейерных (сетчатых, пластинчатых и т.д.), роликовых, валиковых, шагающих подов, толкателей и т. п. Направление движений изделий в соответствии с технологическим процессом выработки — горизонтальное или вертикальное.
Контроль работы отжигательных печей заключается в основном в измерении температур и расхода топлива. Температуру регулируют с помощью автоматических регуляторов.
4.1 Варка стекла
производство стеклоизделие варка выдувание
Варка химико-лабораторного стекла группы ТС ГОСТ 21400-75 производится в ванной стекловаренной печи непрерывного действия , регенеративной, отапливаемой природным газом по ГОСТ 5542-87.Паспортные данные печи № 5
1. Тип печи непрерывного действия
2. Направление пламени подковообразное
3. Емкость печи в м3, 12,222 в тн, 27,0
4. Общая площадь печи,м2 23,11
5. Площадь выработки, м2 1,13
6. Удельный расход природного газа на 1 т. стекломассы, м 3/ч 290-315
7. Тип газогорел очных устройств:
- в варочной части ГГРМ-1 ,шт.4
- в выработочной части ГНП-4, шт. 3
- 8.Давление газа в коллекторе
(перед печью),МПа
9. Давление в печи 0,6 нейтральное или слабоположительное
10. Температура в варочной части печи, °С ( по термопаре) 1660±10
- по боковой термопаре 1616-1636
11. Темпетатура в выработочной части печи, °С
1465-1470 – правая
1440-1450 – левая
канал (ТПР) 1570
канал (ТЕРА) 1570-1580
12. Темпетатура дымовых газов в насадках регенератора,°С
-верх 1100-1275
-низ 470-730
-у трубы 350-400
13. Разряжение перед дымовой трубой,мм в. ст. 28,0-35,0
14. Соотношение боя, % 30±10
шихты, % 70±10
15. Максимальный суточный
съем стекломассы, тн 5,5
16. Температура отжига,°С 580
4.2 Выдувание
Выдувание стеклоизделий производится мастерами -выдувальщиками
Набор стекломассы производится на предварительно разогретую докрасна наборную трубку. Для выдувания изделий применяются выдувные трубки с наконечниками , изготовленными из Ст.З , либо из нержавеющей стали 12Х18Н10Т. Набор стекломассы осуществляется двумя способами:-на набель и на баночку. В первом случае вся порция стекломассы необходимая для формования изделия набирается за один прием, во втором -в два или несколько приемов. Укатка набора производится на соответствующем ассортименту деревянном катальнике. Формы для производства выдувных изделий изготавливаются из чугуна СЧ-30 ГОСТ 1412-79. Внутренняя формующая полость форм соответствует конфигурации вырабатываемого изделия . Выдувание производится в наведенную форму .
Наводка формы осуществляется следующим образом : на рабочую поверхность формы наносится слой прокипяченного подсолнечного масла и напудривается порошком угля лиственной породы. Затем форма просушивается в сушильном шкафу при температуре 300° С в течение 30 мин.
Формы по конструкции состоят из двух половинок на шарнире . Охлаждение форм производится опусканием в бак с водой при помощи простейшего рычажного механизма.
0 комментариев