Навигация
Процессоры для проявки офсетных форм
21692
знака
2
таблицы
7
изображений
Процессоры для проявки офсетных форм
1. Принципы построения и функционирование проявочных процессоров
Проэкспонированную в копировальной раме офсетную форму необходимо проявить. Для проявления форм используются специально разработанные для этого проявочные процессоры.
Процессор для проявки офсетных пластин является одним из ключевых устройств в формных процессах. Именно здесь закладывается резкость и контрастность изображения. Очень часто можно наблюдать процесс проявки пластин в процессорах, которые не могут гарантировать стабильный во времени качественный процесс проявки. И даже ультра современная печатная машина не сможет “вытянуть” качественный печатный оттиск, когда печатная форма не должного качества. Обязательными устройствами для обеспечения стабильного во времени процесса проявки являются поддержание необходимого температурного режима и большая емкость для проявителя. Все остальное зависит непосредственно от конструкции процессора.
Рассмотрим основные принципы построения и функционирование проявочных процессоров на примере «Vinterplater 66» фирмы «Clunz & Jensen».
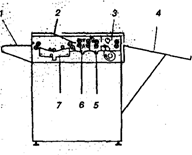
Рис. 1. Структура процессора «Multiline» для проявки пластин
Процессор состоит из четырёх секций (рис. 1): проявления 7; промывки 6; нанесения защитного (гуммирующего) покрытия 5; сушки 3.
Каждая секция выполняет определенную работу в преобразовании проэкспонированной пластины в пластину, полностью проявленную, сухую, готовую для того, чтобы взять ее в руки.
Пластина как рабочий материал загружается в процессор из подающего стола 1. На этом этапе процессор находится в режиме ожидания, но в момент включения входного сенсора (сенсоров) переходит в режим обработки. После загрузки пластины в процессор ее принимает транспортировочная система и плавно проводит через все четыре секции. Через небольшой промежуток времени после того, как пластина покидает процессор и появляется на выходном столе 4, процессор возвращается в режим ожидания.
Процессор оборудован загрузочным устройством повторной промывки 2, через который можно снова загрузить обработанную пластину в процессор для ее повторной промывки и нанесения защитного покрытия.
Секция проявления.
В секции проявления (рис. 2) проэкспонированная пластина проявляется, а участки, которые остались не проэкспонированными, с эмульсией удаляются с поверхности пластины с помощью вмонтированного валика (валиков) очистки. Благодаря использованию современных реактивов эмульсия позитивных пластин легко растворяется, что делает достаточным использование одного валика очистки. Тем не менее, негативные пластины требуют более совершенной очистки после проявки. Поэтому секции проявления некоторых моделей оборудованы дополнительным валиком очистки.
Циркулирующий насос возвращает проявитель в резервуар через систему впрыскивания, а фильтр даёт возможность раствору оставаться чистым. Резервуар проявки оснащен нагревателем и термостатом, которые поддерживают необходимую температуру, а также детектором уровня, который не дает возможности осуществлять обработку без соответствующего количества реактива. Верхнее сливное отверстие не допускает переполнения резервуара.
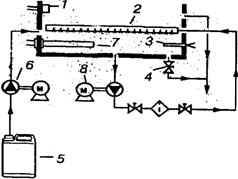
Рис. 2. Секция проявления: 1 - индикатор уровня; 2 - впрыскивающая трубка; 3 - температурный датчик; 4 - слив; 5 - контейнер с проявителем,6 - насос подкачки, 7 - нагревательный элемент; 8 - циркулирующий насос
Система подкачки. Насос для подкачки автоматически дополняет проявитель в резервуар из специального контейнера и восстанавливает расход реактива после обработки. Проявитель также добавляется в резервуар для восстановления расхода и его активности вследствие окисления. Управлять насосом подкачки можно вручную с пульта, который находится по левую сторону от подающего стола. Сенсор на входе в процессор автоматически включает коды управления системой подкачки в момент загрузки пластины.
Секция промывки. В секции промывки (рис. 3) проявитель смывается с поверхности пластины. Вода подается через верхнюю и нижнюю системы впрыскивания. Поток воды контролируется соленоидным клапаном, который открывается, если пластина находится на входе в секцию промывки. Это сокращает процесс подачи чистой воды.
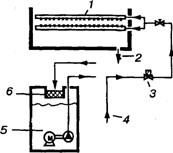
Рис. 3. Секция промывки: 1 - система впрыскивания; 2 - смывание; 3 - соленоидный клапан; 4 - подача воды; 5 - устройство рециркуляции воды; 6 - фильтр
Секция нанесения защитного покрытия — гуммирующего слоя (рис. 4).
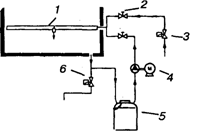
Рис. 4. Секция нанесения защитного покрытия: 1 - распределительная трубка; 2 - клапан; 3 - соленоидный клапан для воды; 4 - насос закачки воды; 5 - контейнер с гуммирующей смесью; 6 - слив
Тонкий гуммирующий слой наносится на проявленную и промытую пластину для защиты ее от загрязнения, следов пальцев и т.д. Позже, когда пластина находится в печатной машине, гуммирующий слой смывается с ее поверхности. Для повторного использования пластины ее надо повторно промыть и нанести гуммирующий слой.
Гуммирующая смесь, из которой состоит защитный слой, находится в специальном контейнере. С правой боковой панели есть свободный доступ к контейнеру. Циркулирующий насос закачивает гуммирующую смесь в распределительную трубку, а ограничительный клапан регулирует поток смеси. Резервуар, насос и контейнер образовывают замкнутую систему, в которой циркулирует гуммирующая смесь.
Программа промывки секции гуммирования. В цепь управления процессором вмонтирована автоматическая программа промывки секции гуммирования для очистки распределительной трубки и валиков секции. Программу необходимо запускать как минимум один раз в день. Она работает с помощью двух соленоидных клапанов: одного — для впуска чистой воды, другого — для открывания слива. Чистая вода течет через распределительную трубку, попадает на валики, а позже — к сливу. После завершения программы процессор автоматически закрывается.
Секция сушки. В этой секции пластина становится сухой, и ее можно брать в руки после того, как она покинет процессор. Центробежный вентилятор с вмонтированным нагревателем нагнетает горячий воздух сквозь двойной трубопровод и высушивает пластину с обеих сторон. Система осуществляет циркуляцию горячего воздуха и одновременно всасывает некоторое количество свежего воздуха извне.
Транспортировочная система.
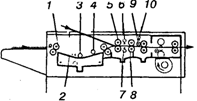
Рис. 5. Транспортировочная система
Эта система (рис. 5) состоит из двигателя и привода червячной передачи. Привод вращает систему валиков, которая проводит пластину через процессор. Резиновые валики 1 на входе в процессор всегда остаются сухими, чтобы обеспечить равномерность проявки. Направляющая 2 секции проявки гарантирует правильное транспортирование пластины через секцию под очистительными валиками 3 и 4. Первая пара валиков 5 секции промывки отбрасывает все реактивы, которые остались, с поверхности пластины. Потом пластина промывается с обеих сторон через впрыскивающие трубки 6, 7 и снова сжимается парой валиков 8. Секция нанесения защитного покрытия содержит три валика, меньший из которых 9 сталкивается с верхним резиновым валиком. Гуммирующая смесь, которая поступает через трубку 10, создает как - бы небольшую ванную между этими двумя валиками.
Приемный стол. После обработки пластина оказывается на приемном столе, который может с помощью усиливающих штанг наклоняться.
Тележка. Процессор оборудован тележкой (рис. 6), на котором удобно размещать контейнеры подкачки и отработанных реактивов. В некоторых моделях тележка входит в комплект поставки.
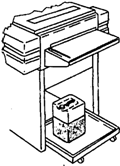
Рис. 6. Тележка для размещения реактивов
Похожие работы



... Вочэлэсс (Waterless - сухой офсет), которые будут упоминаться в моей работе. Рассмотрим более детально основные разновидности формных пластин для офсетной печати и их технические характеристики. 2. Аналоговые формные материалы 2.1 Формные материалы для изготовления печатных форм контактным копированием Под контактным копированием понимают способ изготовления печатных форм, при котором ...
... лаки обычно используются для тех работ, где требуется максимально высокий уровень глянца. Однако нецелесообразным является применение УФ – лаков на материалах, использующихся для упаковки пищевых продуктов. В случае для химической и фармацевтической промышленности УФ лак это как раз допустимо. показатели Mattlack g8/109 Mattlack g8/144 Speziallack g8/187 r покрытие матовый лак высоко ...

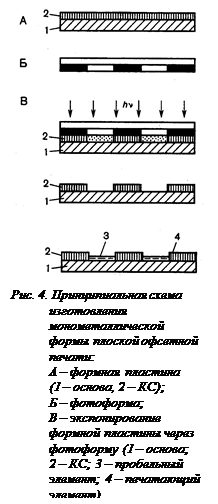
... клина, так как его применение довольно подробно рассматривается в руководстве, которое обязательно должно прилагаться к каждому клину [15]. ВЫВОДЫ 1. Исходя из всего вышесказанного мы получили следующую технологию изготовления монометаллических форм плоской офсетной печати копированием с фотоформ для изготовления рекламной листовки формата 210х297 мм, тиражом 2000 экземпляров (см.

... . Тиражестойкость форм, изготовленных на биметаллических пластинах, превышала 1 млн. отпечатков. Применялся Лиственицкий монометал (Россия) и чешский «Rominal». Инструкции о процессах офсетной печати по сей день базируются на процессах изготовления форм на этих пластинах, хотя качественная высоколиниатурная цветная печать при работе с ними недоступна. В Украине до сих пор нет своего производства ...
0 комментариев