Навигация
Проектирование гидросхемы приводов машины для сварки трением
15463
знака
5
таблиц
5
изображений
Техническое задание
Наименование, область применения и назначение изделия
Проектирование гидросхемы приводов машины для сварки трением.
Гидросхему приводов целесообразно использовать в автомобилестроение и инструментальном производстве.
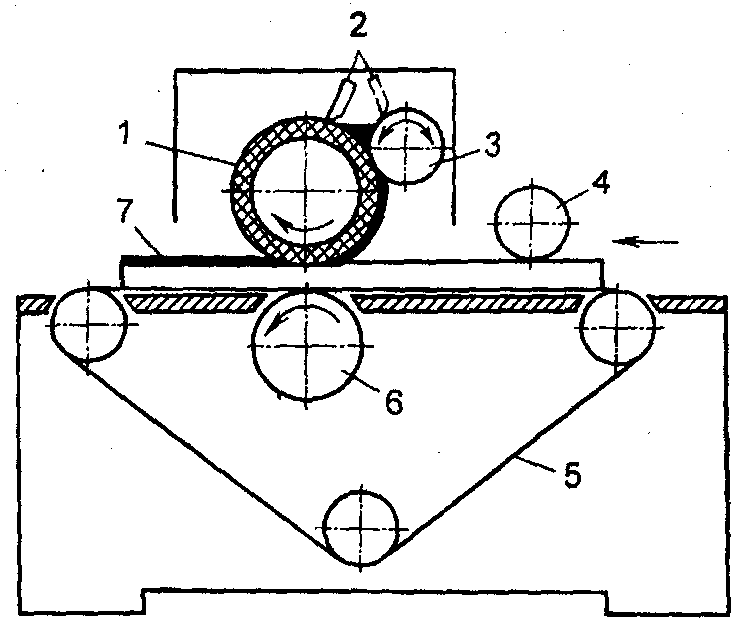
Гидросхема приводов предназначена для автоматизации основных операций, выполняемых на машине для сварки трением при использовании элементов гидроавтоматики.
Цели и задачи разработки
Проектирование гидросхемы приводов машины с целью автоматизации основных операций, выполняемых на машине для сварки трением при использовании элементов гидроавтоматики.
Источники разработки
Разработка ведется на основании изучения состава современного промышленного оборудования, прогнозирования потребности в оборудовании данного класса у предприятий и частных фирм.
Технические требования
Состав машины и требования к конструктивному исполнению
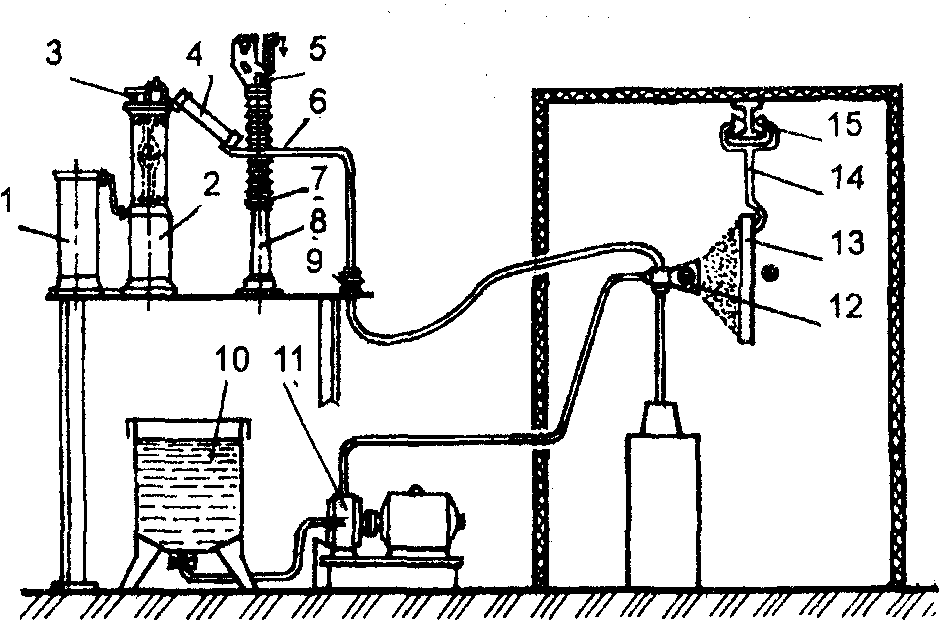
Гидросхема должна содержать следующие узлы:
- привод сжатия заготовки;
- привод тормоза;
- привод захватов;
- гидростанция.
Требования к надежности и технике безопасности.
В наиболее ответственных местах должны быть предусмотрены предохранительные устройства от перегрузок.
Электроаппаратура и электродвигатели должны быть защищены от попаданий влаги по категории « Правил устройства электроустановок (ПУЭ)», утвержденных Госэнергонадзором.
Конструкции проектируемых узлов и систем должна исключать их поломку при нештатных ситуациях.
Требования к технологичности производства и эксплуатации.
Конструкция узлов и систем гидросхемы должна быть технологичной при изготовлении, эксплуатации и ремонте.
Составные части узлов и систем гидросхемы должны быть доступны для технологического обслуживания и ремонта.
Требования к метрологическому обеспечению.
Все используемые измерительные устройства и датчики должны быть отградуированы, и пройти соответствующую аттестацию.
Требования к уровню унификации и стандартизации.
При проектировании гидросхемы приводов необходимо стремиться к максимальной унификации и стандартизации проектируемых узлов и систем, деталей и покупных изделий , а также использовать как можно больше стандартных крепежных деталей и т.п.
Эстетические и эргономические требования.
Конструкция проектируемых узлов и систем гидросхемы приводов и их внешний вид должны соответствовать современным требованиям технической эстетики.
Установка органов управления и усилия, прикладываемые к ним человеком, должны соответствовать эргономическим требованиям.
Специфические требования.
По основным техническим характеристикам и технико-экономическим показателям проектируемые узлы и системы гидросхемы приводов должны иметь преимущества перед подобными образцами данного класса оборудования и находиться на уровне современных зарубежных образцов.
Требования к основным частям установки, сырью и эксплуатационным материалам.
Выбор дефицитных комплектующих изделий материалов и дорогостоящих видов термообработки должен иметь убедительную обоснованность.
Условия эксплуатации, требования к техническому обслуживанию и ремонту приводов.
Все составляющие гидросхемы приводов должны быть рассчитаны для работы в закрытых помещениях при температуре -20…+80 С.
Питание насосной станции должно осуществляться от сети переменного тока напряжением 220В с частотой 50Гц.
Приводы машины периодически должен обслуживать один человек.
Система обслуживания должна включать:
- ежедневное обслуживание;
- еженедельное обслуживание;
-техническое обслуживание после 1000 часов работы;
-техническое обслуживание после 2000 часов работы.
Требование к маркировке и установке.
На видных местах приводов должны быть прикреплены таблички, изготовленные по ГОСТ 12969-67, на которых должны быть указаны:
-наименование привода или его составной части;
-год выпуска.
Маркировка должна быть выполнена краской и трафаретом, либо выгравирована.
Перед упаковкой неокрашенные поверхности должны быть законсервированы.
Требования к транспортированию и хранению.
Упакованные изделия транспортируются в открытых транспортных средствах всех видов в соответствии с правилами перевозки грузов на транспорте данного вида.
Условия транспортирования и хранения должны быть соблюдены в соответствии с ГОСТ 15150-69.
Экономические требования.
Срок окупаемости затрат на разработку и освоение производства- не более 3-х лет.
гидроцилиндр насосная привод сварка
Содержание
Введение
Исходные данные
1. Подбор гидроцилиндров
2. Выбор насосной станции
3. Подбор регулирующей аппаратуры
4. Расчет трубопровода
5. Расчет потерь
6. Расчет потерь в приводе сжатия заготовки
7. Расчет регулировочной и механической характеристик
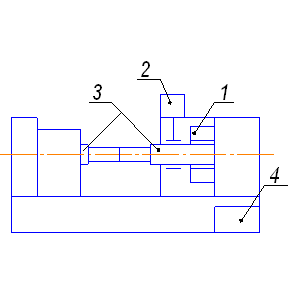
8. Принцип работы гидроцилиндра
Заключение
Список литературы
Введение
Применение гидроприводов позволяет упростить кинематику машин, снизить металлоемкость, повысить точность, надежность и уровень автоматизации.
Широкое использование гидроприводов определяется рядом их существенных преимуществ перед другими типами приводов и, прежде всего возможностью получения больших усилий и мощностей при ограниченных размерах гидродвигателей. Гидроприводы обеспечивают широкий диапазон бесступенчатого регулирования скорости, возможность работы в динамических режимах с требуемым качеством переходных процессов, защиту системы от перегрузки и точный контроль действующих усилий. С помощью гидроцилиндров удается получить прямолинейное движение без кинематических преобразователей, а также обеспечить определенное соотношение скоростей прямого и обратного ходов.
Гидроприводы имеют и недостатки, которые ограничивают их использование в станкостроение. Это потери на трение и утечки, снижающие КПД гидропривода и вызывающие разогрев рабочей жидкости.
При правильном конструировании, изготовлении и эксплуатации гидроприводов их недостатки могут быть сведены к минимуму. Для этого нужно знать хорошо унифицированные узлы станочного гидропривода, централизованно изготовляемые специализированными заводами, а также типовые узлы специального назначения.
Исходные данные:
Привод сжатия заготовки:
![]()
![]()
![]()
![]()
![]()
![]()
![]() = 5 см/с
= 5 см/с
Привод тормоза:![]() ;
; ![]() ;
; ![]() .
.
Привод захватов заготовки:
![]() ;
;![]() ;
;![]()
Последовательность работы:3-1-2-3-1-2
Длина магистрали: 4,5м
Похожие работы
... технический университет Физико -технологический факультет Кафедра физического металловедения Курсовой проект Тема: “ Проект термического отделения для обезуглероживающего и рекристаллизационного отжига изотропной электротехнической стали третьей группы легирования в толщине 0,5 мм в условиях ЛПЦ-5 АО НЛМК. Годовая программа 120000 тонн Выполнила ст. гр. МТ-94-1 Кузнецова Е. В. ...
... лакирование матовым лаком НЦ-243 на лакообливной машине и сушка в конвективной сушильной камере или на стеллажах. 2. Автоматизированные линии отделки. Компоновка РТК для нанесения лакокрасочных материалов На мебельных предприятиях для отделочных работ широко применяются конвейерные, полуавтоматические и автоматические линии. Они включают станки для нанесения материалов, установки для сушки и ...

... . кафедрой г. Тюмень, 1997 г. Содержание. Введение. Конструкторская часть. Технология строительства магистральных трубопроводов. Общая технология. Способы закрепления трубопроводов. Особенности предлагаемого анкерного закрепления трубопровода. Примерная технология производства работ при использовании анкерных стержней. ...
0 комментариев