Навигация
5. Расчёт потерь
Так как для всех трубопроводов режим течения ламинарный то потери в трубопроводах считаются по формуле [3, с.389]::
![]()
(9)
где ![]() - вязкость жидкости,
- вязкость жидкости, ![]() ;
;
L- длина трубопровода, м;
Q- расход жидкости, ![]() ;
;
d-внутренний диаметр трубопровода, мм.
Первый контур- привод сжатия заготовки:
Второй контур- привод тормоза:
Третий контур- привод захватов:
![]()
6. Расчет потерь в приводе сжатия заготовки
Определим потери в приводе сжатия заготовки:
![]() =32 МПа - давление в приводе сжатия заготовки;
=32 МПа - давление в приводе сжатия заготовки;
![]() (10)
(10)
![]() (11)
(11)
![]() (12)
(12)
где ![]() = 0,055 МПа - потери в двухпозиционном гидрораспределителе
= 0,055 МПа - потери в двухпозиционном гидрораспределителе
![]() = 0,055 МПа – потери в трехпозиционном гидрораспределителе
= 0,055 МПа – потери в трехпозиционном гидрораспределителе
![]() = 0,106 МПа – потери в напорной магистрали привода сжатия заготовки.
= 0,106 МПа – потери в напорной магистрали привода сжатия заготовки.
![]() = 0,021 МПа – потери в сливной магистрали привода сжатия заготовки.
= 0,021 МПа – потери в сливной магистрали привода сжатия заготовки.
![]() – суммарные потери в напорной магистрали привода сжатия заготовки.
– суммарные потери в напорной магистрали привода сжатия заготовки.
![]() – суммарные потери в сливной магистрали привода сжатия заготовки.
– суммарные потери в сливной магистрали привода сжатия заготовки.
![]() =0,055+0,055+0,106=0,216 МПа
=0,055+0,055+0,106=0,216 МПа
![]() =0,055+0,055+0,021=0,131 МПа
=0,055+0,055+0,021=0,131 МПа
![]() =32-0,216=31,784 МПа
=32-0,216=31,784 МПа
7. Расчет регулировочной и механической характеристик
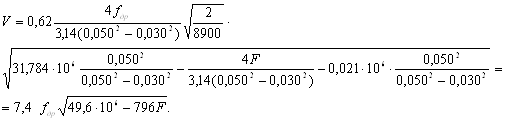
Механическая характеристика [1, с.392]:

![]()
(13)
где![]() - площадь дросселя,
- площадь дросселя, ![]() ;
;
p - постоянная, p=3,14;
D- диаметр поршня, м ; d-диаметр штока, м;
p-плотность жидкости, ![]() ;
;
![]() - потери в приводе сжатия заготовки, МПа;
- потери в приводе сжатия заготовки, МПа;
![]() -нагрузка гидроцилиндра, кг;
-нагрузка гидроцилиндра, кг;
![]() -потери в сливном трубопроводе, МПа.
-потери в сливном трубопроводе, МПа.
![]() , (14)
, (14)
 |
где
![]()
![]()
![]()
|
|
|
|
|
|
|
|
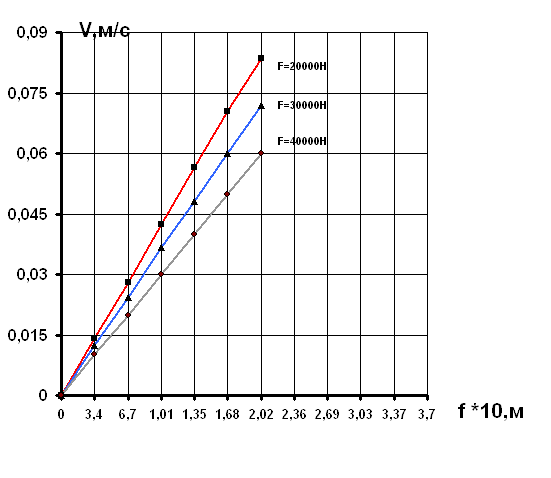
Рисунок 2 Изменение скорости движения штока гидроцилиндра от площади дросселя
Регулировочная характеристика по формуле (13):
![]()
![]()
![]()
![]()
![]()
| F, H | V, |
| 0 | 0,103 |
| 10000 | 0,094 |
| 40000 | 0,06 |
![]()
| F, H | V, |
| 0 | 0,0512 |
| 10000 | 0,047 |
| 40000 | 0,03 |
| F, H | V, |
| 0 | 0,1279 |
| 10000 | 0,116 |
| 40000 | 0,078 |
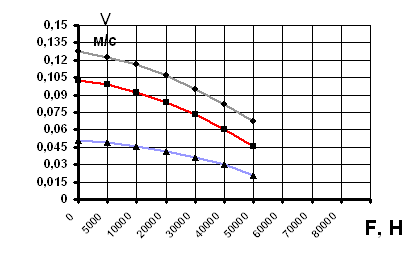
Рисунок 3 Изменение скорости от усилия на штоке гидроцилиндра
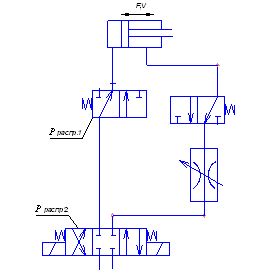
8. Принцип работы гидроцилиндра [2, с.48]
Гидроцилиндр с односторонним штоком по ОСТ2 Г21-1-73 состоит из следующих деталей: гильзы 6, крышек 1 и 9, поршня 4, штока 10, разрезной гайки 2, тормозных втулок 3 и 5, фланцев 7, полуколец 8, втулки 11, передней опоры 12, крышки 14, дросселей 15, обратных клапанов 16 и винтов 17. Уплотнение поршня по диаметру D обеспечивается с помощью чугунных поршневых колец, а уплотнение штока по диаметру d- с помощью шевронных уплотнений 13, натяг которых регулируется путем изменения толщины пакета прокладок между крышками 4 и 9. Масло в цилиндр подводится через отверстия ![]() ; для выпуска воздуха в крышках 1 и 9 предусмотрены отверстия, заглушаемые пробками. В исполнениях с торможением втулки 3 и 5 в конце хода входят в соответствующие расточки крышек 1 и 9, после чего слив масла из рабочей полости возможен лишь через дроссель 15, регулирующий эффективность торможения. После реверса движения масло в рабочую полость поступает через клапан 16.
; для выпуска воздуха в крышках 1 и 9 предусмотрены отверстия, заглушаемые пробками. В исполнениях с торможением втулки 3 и 5 в конце хода входят в соответствующие расточки крышек 1 и 9, после чего слив масла из рабочей полости возможен лишь через дроссель 15, регулирующий эффективность торможения. После реверса движения масло в рабочую полость поступает через клапан 16.
 Заключение
Заключение
Проектирование гидросхемы приводов машины проводится с целью автоматизации основных операций, выполняемых на машине для сварки трением при использовании элементов гидроавтоматики.
В результате проделанной работы была спроектирована гидросхема привода машины для сварки трением. Рассчитаны основные характеристики и построены графики зависимостей (график изменения скорости движения штока гидроцилиндра от площади дросселя и график изменения скорости движения штока гидроцилиндра от усилия на штоке гидроцилиндра).
Список литературы
1. Башта Т.М., Руднев С.С., Некрасов Б.Б. Гидравлика, гидромашины и гидроприводы: - М.: «Машиностроение», 1982.-423с.
2. Свешников В.К., Усов А.А. Станочные гидроприводы: Справочник.: - М.: «Машиностроение», 1988.-512с.
3. Свешников В.К., Усов А.А. Станочные гидроприводы: Справочник.: - М.: « Машиностроение», 1995.-448с.
Похожие работы
... технический университет Физико -технологический факультет Кафедра физического металловедения Курсовой проект Тема: “ Проект термического отделения для обезуглероживающего и рекристаллизационного отжига изотропной электротехнической стали третьей группы легирования в толщине 0,5 мм в условиях ЛПЦ-5 АО НЛМК. Годовая программа 120000 тонн Выполнила ст. гр. МТ-94-1 Кузнецова Е. В. ...
... лакирование матовым лаком НЦ-243 на лакообливной машине и сушка в конвективной сушильной камере или на стеллажах. 2. Автоматизированные линии отделки. Компоновка РТК для нанесения лакокрасочных материалов На мебельных предприятиях для отделочных работ широко применяются конвейерные, полуавтоматические и автоматические линии. Они включают станки для нанесения материалов, установки для сушки и ...

... . кафедрой г. Тюмень, 1997 г. Содержание. Введение. Конструкторская часть. Технология строительства магистральных трубопроводов. Общая технология. Способы закрепления трубопроводов. Особенности предлагаемого анкерного закрепления трубопровода. Примерная технология производства работ при использовании анкерных стержней. ...
0 комментариев