Навигация
В установках до 1000 В ток короткого замыкания не должен превышать 10 А. При этом сопротивление заземления R не должно превышать 4 Ом
133260
знаков
21
таблица
7
изображений
1. В установках до 1000 В ток короткого замыкания не должен превышать 10 А. При этом сопротивление заземления R не должно превышать 4 Ом.
2. Реальное заземляющее устройство представляет систему вертикальных электродов, соединенных горизонтальным проводником. Электроды могут располагаться в ряд по контуру.
Выбираем стержневой тип одиночного заземлителя.
Выполним расчет сопротивления растеканию тока одиночного стержневого заземлителя длиной lcт и диаметром d, расположенного от поверхности земли на глубине H0 и соединительной шиной на глубине t. Его сопротивление определяется по формуле:
Rст = rрасч/2plст (ln (2×lст/d) + 0.5×ln ( (4H0+lст) / (4H0-lст))
где rрасч - расчетное удельное сопротивление грунта
rрасч = rизмy, где y - климатический коэффициент, равный для средней влажности грунта 1.5
rрасч = 100×1.5 = 150Ом. М
Удельное сопротивление грунта рекомендуемое для расчета (суглинок) =100 Ом. м
Принимаем длину круглого стержня lст= 2м, диаметром d=0,014м; H0=0,6м; t=0,7 м.
Тогда сопротивление одиночного заземления будет равно:
Rст = 150/2p2 (ln (2×2/0.014) + 0.5×ln ( (4×0.6+2) / (4×0.6 - 2))) = 79Ом
Определяем ориентировочное число заземлителей %
n » Rcт/Rдоп
Rдоп - требуемое сопротивление заземления (Rдоп =4 Ом);
n » 79/4 » 20шт.
По ориентировочному числу заземлителей определяем коэффициент использования вертикальных заземлителей hв (hв=0,48). Расстояние между стержнями принимаем равным их длине (заземлители расположены в ряд).
Необходимое число электродов определяется по формуле:
n = Rcт/ (Rдоп×hв)
n = 79/ (4×0.48) = 41шт.
Для соединения стержней используется полоса. Длина полосы: ln= 1.05×а (n - 1), где а - расстояние между заземлителями.
ln= 1.05×2 (41 - 1) = 84м
Сопротивление соединительной полосы находим по формуле:
Rn = rрасч/2pln×ln (2×ln2/bn t)
ширина полосы bn=0,05 м, глубина заложения t=0,7м.
Rn = rрасч/2pln×ln (2×ln2/bn t) = 150/2p84×ln (2×842/0.05 0.7) = 3.67Ом
С учетом экранирования:
Rn =3.67/hn=3.67/0.48=7.65Ом
Общее сопротивление заземления:
Rобщ=1/ (1/ Rдоп+ 1/ Rn) = 1/ (1/4+ 1/ 7.65) = 2.63Ом
Вывод. Суммарное сопротивление заземления не превышает допустимой величины 4Ом. Разрабатываемая установка соответствует условиям электробезопасности.
При производстве стенок ларца методом плазменной резки на станках с ЧПУ может возникнуть контакт работающего с опасной зоной. Для предотвращения контакта в начале ГАУ при работе в автоматическом режиме должно быть установлено световое табло "Участок в работе, вход воспрещен". На всем протяжении движения раскроечных рам и роботов перегружателей должны быть выполнены обозначения "Опасная зона. Вход воспрещен". На машине тепловой резки должен гореть световой сигнал красного цвета, оповещающий, что машина работает в автоматическом режиме.
На пульт управляющего комплекса должна выводиться информация об аварийных ситуациях на участке.
При проведении ремонта, наладки машины боковой зазор между краем раскроечной рамы и боковой стенкой должен быть временно закрытым.
При проведении проверки точности работы машины по программе гидравлический привод раскроечной рамы должен быть заблокирован.
4.2.2 Производственные опасности при производстве деталей методом литья по выплавляемым моделямПри изготовлении ножек сундучка методом литья по выплавляемым моделям рабочие подвергаются следующим опасностям::
1). Поражение электрическим током (незащищенные провода, детали источников питания).
2). Опасность травматизма, связанная с работой с расплавленным металлом.
3). Опасность травматизма при работе с расплавленным модельным составом.
4). Опасность травматизма при проведении работ по выбивке и очистке отливок, а также при их механической обработке на токарных, шлифовальных и полировальных станках.
Снизить реакцию работающего на возможные опасности может вредное воздействие окружающей производственной среды, повышающее его утомляемость.
В процессе литья по выплавляемым моделям возможны перенапряжения, как всего организма, так и отдельных органов и систем, что ведет к возникновению опасных производственных факторов. К вредным производственным факторам при данном виде литья относятся:
Основные требования безопасности к оборудованию в соответствии с ГОСТ 12.2.003 - 91"ССБТ. Общие требования безопасности"
Материалы производственного оборудования не должны оказывать опасное и вредное воздействие на организм человека на всех заданных режимах работы и предусмотренных условиях эксплуатации, а также создавать пожароопасные ситуации.
Конструкция производственного оборудования и его отдельных частей должна исключать возможность их опрокидывания, падения и самопроизвольного смещения при всех предусмотренных условиях эксплуатации и монтажа (демонтажа).
Конструкция производственного оборудования должна исключать падение или выбрасывание предметов (например, инструментов, заготовок, обработанных деталей, стружки), представляющих опасность для работающих, а также выбросов смазывающих, охлаждающих и других рабочих жидкостей.
Движущиеся части производственного оборудования, являющиеся возможными источниками травмоопасности, должны быть ограждены или расположены так, чтобы исключалась возможность прикасания к ним работающего или использованы другие средства, предотвращающее травмирование.
Производственное оборудование должно быть пожаровзрывобезопасным в предусмотренных условиях эксплуатации.
Конструкция производственного оборудования, приводимого в действие электрической энергией, должна включать устройства (средства) для обеспечения электробезопасности.
Производственное оборудование, являющееся источником шума, ультразвука и вибрации (особенно машины и станки для механической обработки, очистки и выбивки отливок), должно быть выполнено так, чтобы шум, ультразвук и вибрация в предусмотренных условиях и режимах эксплуатации не превышали установленные стандартами допустимые уровни.
Причины и характер загрязнения воздушной среды и помещений при изготовлении изделия при помощи метода литья по выплавляемым моделям: химические, возникающие от воздействия токсичных веществ - загазованность. К газам и парам, которыми загрязняется воздух рабочей зоны, относятся акролеин, ацетон, ацетилен, бензол, окись азота, окись углерода, двуокись серы, уротропин, углекислый газ, фенол, формальдегид, хлор, этиловый спирт и др. Вредные газы и пары выделяются при расплавлении парафиностеариновых и других модельных материалов, при нанесении огнеупорных покрытий на модельные блоки, при сушке в аммиачной среде, при выплавлении модельных блоков из керамических форм; нетоксичные вещества, оказывающие раздражающее действие на дыхательные пути, глаза и кожу рабочих - запыленность. Пыль обсыпочного, формовочного, а также участков выбивки и окончательной обработки отливок по дисперсному составу относится к мелкой и мельчайшей фракциям, которые длительно находятся во взвешенном состоянии в воздухе рабочей зоны. Особую опасность представляет пыль с размерами частиц 1-10 мкм; удушающие (пары и газы при плавке и заливке металла).
Независимо от состояния природных и метеорологических условий, в производственных помещениях и на рабочих местах, оснащенных производственной техникой, должны быть созданы климатические условия наиболее благоприятные для ее работы. Климатические условия определяются сочетанием температуры, влажности и скорости перемещения воздуха, а также температуры окружающих поверхностей. Параметры микроклимата на рабочих местах должны соответствовать оптимальным значениям, установленным ГОСТ 12.1.005-88 и “Санитарным нормам микроклимата производственных помещений СН № 4088 - 86 для категорий работ IIа
При изготовлении модели из модельного состава и его расплавлении выделяются вредные пары, поэтому помещение цеха необходимо снабдить вентиляцией, принять меры по безопасности здоровья рабочих, работы с модельным составом осуществлять под вытяжкой или в респираторах.
Для поддержания чистоты воздуха используется общеобменная приточно-вытяжная вентиляция. Она применяется для ассимиляции избыточной теплоты, влаги и вредных веществ во всем объеме рабочей зоны помещений. Так как при изготовлении данной отливки методом литья по выплавляемым моделям вредные выделения поступают непосредственно в воздух помещения, целесообразно установить именно приточно-вытяжную вентиляцию. При такой системе воздух подается в помещение приточной системой, а удаляется вытяжной, причем системы работают одновременно. Для локализации вредных выделений у источников их образования необходимо предусматривать местные отсосы, вытяжные зонты, панели, защитно-обеспыливающие кожухи. Отсасываемый с участков литейного цеха воздух перед выпуском в атмосферу очищается пылеочистными устройствами.
При приготовлении суспензии, смачивании ею модельных блоков, обсыпке блоков зернистым огнеупорным материалом также необходимо применять средства индивидуальной защиты органов дыхания (респираторы, марлевые повязки), защищать кожу от попадания суспензии (применять резиновые перчатки). В цехе для обсыпки и сушки модельных блоков должна быть постоянная температура и не должно быть сквозняков для избежания растрескивания. Это очень важно, так как если оболочка взорвется во время прокаливания или заливки металла не только произойдет потеря материала, но и может возникнуть опасность возникновения аварийной ситуации, получены травмы.
Снижение запыленности и загазованности воздуха рабочей зоны, понижение температуры воздушной среды до установленных санитарных норм достигается также герметизацией формовочного и смесеприготовительного оборудования.
Для плавильного участка характерно избыточное выделение тепла.
Одним из основных средств защиты от теплового потока при плавке, транспортировании и заливке металла является тепловая изоляция плавильных и нагревательных печей, емкостей для метала.
Освещение рабочего места.
Недостаточное или неправильно устроенное освещение ухудшает зрение работника, вызывает общее утомление, ведет к снижению производительности труда, к увеличению брака в работе и может явиться одной из основных причин травматизма.
При изготовлении данной отливки методом литья по выплавляемым моделям используется естественное освещение, осуществляемое через световые проемы в наружных стенах, а также искусственное освещение - общее и местное (комбинированное).
Естественное освещение может применяться следующих видов: боковое (через окна наружных стен), верхнее (через световые фонари), комбинированное (совместное применение бокового и верхнего освещения).
В цехе обработки выплавляемых моделей и в цехе механической обработки отливок рабочими выполняются точные зрительные работы, для которых необходимо освещение 500 люкс. Следовательно нужно установить дополнительные светильники.
При работе в литейном цехе работающие должны использовать защитные козырьковые очки со светофильтрами К1 Д-1 для защиты глаз спереди от слепящей яркости видимого света и ИК-излучений.
Требования электробезопасности при работе с электрической плавильной печью разрабатываются в соответствии с ГОСТ 12.1.030-81.
Защиту людей от поражения электрическим током при прикосновении к металлическим нетоковедущим частям, которые могут оказаться под напряжением в результате повреждения изоляции должно обеспечивать защитное заземление. Защитное заземление следует выполнять преднамеренным электрическим соединением металлических частей плавильной печи с “землей" или её эквивалентом. Корпуса источников питания печи и всех электроизмерительных приборов заземлены с помощью проводов из меди сечением 4 мм2, при этом обеспечен надежный контакт между корпусом и проводом. Провода, соединяющие источник питания с измерительными приборами, должны быть надежно изолированы и защищены от механических и других повреждений. Печь должна быть снабжена безопасными пускорегулирующими устройствами и исправными электроизмерительными приборами, расположена в месте, доступном для обслуживания, осмотра и эксплуатации.
4.2.3 Производственные опасности и методы борьбы с ними на участке сборки и окончательной обработки изделия
При очистке и механической обработке изделия, а также сборке клепкой основными вредными производственными факторами являются шум и вибрация.
Шум ухудшает условия труда, оказывая вредное действие на организм человека. Работающие в условиях длительного шумового воздействия испытывают раздражительность, головные боли, головокружение, снижение памяти, повышенную утомляемость, понижение аппетита, боли в ушах и т.д. Под воздействием шума снижается концентрация внимания, нарушаются физиологические функции. Все это снижает работоспособность человека и его производительность, качество и безопасность труда. Длительное воздействие интенсивного шума (выше 80 дБ) на слух человека приводит к его частичной или полной потере.
Вибрация может вызвать у работающего нарушение нормальной деятельности и сердечно-сосудистой систем, дыхательных органов, повышение кровяного давления, заболевание сосудов, мышц, зрения и слуха. Наиболее вредным для человека является одновременное действие шума и вибрации.
Расчет уровня шума на рабочих местах.
Основные источники шума при производстве ларца - токарный станок (обрезка литников) и удары молотка при сборке клепкой.
Определим суммарный уровень шума от источников с уровнями звукового давленияL1 - 75 и L - 78Дб. Преимущественная частота в спектре шума f - 500Гц. И сравним с допустимым уровнем звука на данной частоте Lдоп - 83 Дб
Суммарный уровень шума от нескольких источников не равен арифметической сумме уровней звукового давления каждого источника, а определяется в логарифмической зависимости. Суммарный уровень от источников имеющих разный уровень звукового давления определяется по формуле:
i = n i = n
1) S L = 10 lgS 100.1×L i(Дб) ,
i = 1 i = 1 Li -
где n – количество источников шума, уровень звукового давления каждого источника.
Для упрощения математических расчетов суммарный уровень шума от различных источников можно определить по выражению:
i = n
2) S L = Lmax+DL ,
i = 1
где Lmax – больший из суммарных уровнй шума в Дб
DL - добавка к максимальной величине уровня звукового давления. По таблице (в зависимости от разности двух складываемых уровней) DL=1.8
i = n
S L = 78+1.8 = 79.8дБ
i = 1
Вывод: Суммарный уровень шума в рабочем помещении не превышает допустимого.
Мероприятия по снижению производственного шума
Допустимые уровни звукового давления в октавных полосах частот, уровни звука и эквивалентные уровни звука на рабочих местах следует принимать в соответствии с ГОСТ 12.1.003 - 83 для широкополосного постоянного и непостоянного (кроме импульсного) шума 85 дБА.
Мероприятия по борьбе с шумом и вибрацией:
1). Подавление шума в источнике (смазка.)
2). Предупреждение распространения шума, звукопоглощение и звукоизоляция. Производится при помощи глушителей - материалов, уменьшающих уровень шума: реактивных (на металлической основе - отталкивающие звук) и абсорбционных (пористые, впитывающие материалы - резина, войлок. - поглощающие звук).
3). Строительные и организационные меры: вынос предприятия за черту города, зеленые насаждения.
4). Применение вибробезопасных машин, механизмов.
5). Средства динамического виброгашения.
6). Применение индивидуальных мер защиты: беруши, наушники, шлемы, обувь, перчатки.
В цехах (отделениях), где имеются производства с эквивалентными уровнями шума более 85 дБА, должны быть предусмотрены комнаты отдыха с уровнем шума не более 40 дБА.
Зоны с уровнем звука или эквивалентным уровнем звука выше 85 дБА должны быть обозначены знаками безопасности по ГОСТ 12.4.026, а работающие в этих зонах работники должны быть обеспечены средствами индивидуальной защиты по ГОСТ 12.4.051. Запрещается даже кратковременное пребывание в зонах с октавными уровнями звукового давления свыше 135 дБ в любой октавной полосе.
В качестве индивидуальных средств защиты от воздействия производственного шума используют противошумные наушники.
Машины и механизмы должны иметь минимальную вибрацию.
Рабочие места, на которых рабочие подвергаются воздействию вибрации, должны быть зафиксированы.
Должны быть разработаны схемы размещения машин с учетом создания минимальных вибраций на рабочих местах.
При работе на станках для механической обработки отливок рабочие должны использовать очки для защиты глаз спереди и с боков от летящих твердых частиц.
4.3 Экологичность проектаТехнология плазменной резки является прогрессивной, т.к. снижает трудоемкость производства при минимальной численности производственного персонала, решает социальные вопросы, освобождая человека от вредных условий труда и уменьшая долю ручного труда за счет автоматизации. Корпуса источников питания ГАУ и всех электроизмерительных приборов заземлены, при этом обеспечен надежный контакт между корпусом и проводом. Участок плазменной резки выносится в отдельное помещение снабженное ограждениями и предупреждающими надписями
Литейное производство цветных сплавов оказывает огромное воздействие на окружающую среду, поэтому при проектировании данного литейного цеха предусмотрены процессы и оборудование, позволяющие максимально снизить выделение пыли и газов и осуществить их очистку и обезвреживание, а также использована малоотходная технология производства художественных отливок и замкнутое водоснабжение.
Поступающие в цех цветного литья шихтовые и формовочные материалы снабжают технологической характеристикой. Эти материалы должны соответствовать стандартам и технологическим условиям.
Для предотвращения поражения рабочих электрическим током при плавке металла в электропечи все операции, связанные с прикосновением к тиглю или жидкому металлу осуществляются только при снятом с нагревателей напряжении. Корпуса источников питания и всех электроизмерительных приборов заземлены, при этом обеспечен надежный контакт между корпусом и проводом.
Согласно требованиям безопасности при литье по выплавляемым моделям, изолированные помещения выделены для следующих технологических операций:
приготовление модельного состава и изготовление моделей;
приготовление наполнительных смесей, формовка и выбивка отливок;
выплавление моделей, прокалка форм, плавка и заливка металла;
очистка отливок, отделение отливок от литников.
Удаляемый из производственных помещений вентиляционный воздух может стать причиной загрязнения атмосферного воздуха промышленных площадок и населенных мест.
В литейном цехе наиболее крупными источниками пыле - и газовыделения в атмосферу являются: вагранки, участки складирования и переработки шихты и формовочных материалов; участки выбивки и очистки литья Значительное количество пыли и газов выделяется в атмосферу участками литейных цехов по приготовлению, переработке и использованию шихты и формовочных материалов.
Для предотвращения загрязнения атмосферы выбросами данного участка литья по выплавляемым моделям в системе вентиляции установлены фильтры. Они применяются для тонкой очистки газов от частиц и капельной жидкости.
Помещения для изготовления и сушки блоков моделей с нанесенным слоем огнеупорного покрытия оборудованы двухзонными электрофильтрами ФЭ.
Помещения для приготовления модельного состава и работы с ним обеспечены электрическими туманоуловителями для улавливания испарений минеральных масел и пластификаторов. При работе с модельными составами плавильные установки загружаются не более, чем на 0,75 объема ванны. Оборудование для расплавления модельного состава снабжено системой терморегуляции, отключающей нагрев при достижении предельно допустимой температуры (120 С°).
Помещения для заливки металла в оболочковые керамические формы и участок для выбивки форм оборудованы местной вытяжной вентиляцией.
Станки для обработки отливок шлифованием оборудованы кожухами-укрытиями с пылеотстойниками для сбора крупной пыли, а также местной вытяжной вентиляцией.
В литейном цехе вода используется на операциях транспортировки и промывки формовочной земли в отделениях регенерации, а также на систему вентиляции. Образующиеся при выполнении этих операций сточные воды загрязняются песком, зольными остатками от выгоревшей смеси и связующими добавками формовочной смеси.
Так как при литье отливок по выплавляемым моделям для производства используется сравнительно небольшое количество воды, применяемое многократно и очищаемое отстаиванием, концентрация примесей в сточных водах не превышает допустимую.
4.4 Устойчивость к чрезвычайным ситуациямКатегория помещений для изготовления изделий методом плазменной резки и методом литья по выплавляемым моделям по взрывоопасности - 2г в соответствии с НПБ 105 - 95.
Мероприятия по обеспечению пожарной безопасности разработаны в соответствии с ГОСТ 12.1.004 - 85 “ ССБТ. Пожарная безопасность”.
Помещение содержится в чистоте, загромождения переходов и подступов к пожарному инвентарю не допускаются.
Ветошь и промасленные обтирочные материалы следует складываются в специальный металлический ящик.
Электрические рубильники установлены на огнестойкой панели и закрыты металлическими кожухами.
В лаборатории установлены ящики с песком, огнетушители. Противопожарные средства хранятся на видном и доступном месте и содержатся в постоянной готовности к применению.
Выводы.
Условия труда в цехе, оборудование и тех-процесс соответствуют требованиям единой системы техники безопасности, соответствует требованиям по экологичности и ресурсосбережению, устойчивости к чрезвычайным ситуациям уделяется должное внимание.
5. Экономическое обоснование 5.1 Концепция бизнеса
В качестве объекта бизнеса предлагаем выпуск светильников-фонарей.
Конкретно предлагаем ввести новую номенклатуру изделий на металлургическом заводе, оснащенном оборудованием для плазменной резки металла, позволяющую освоить новые, возможно ранее не задействованные сегменты рынка.
Возможность для бизнеса и привлекательность данного предложения для предприятия состоит в следующем:
1) выпуск изделий предполагается уже на существующем оборудовании, не занимает много времени, за счет скорости процесса резки (67мм/с), следовательно, не отнимет много производственных мощностей от основного процесса;
2) нет необходимости дополнительного вложения в материал изделия (листовой и чушковый алюминий), возможно и целесообразно применение остатков основного производства (обреза);
3) предполагается использование недорогих материалов, при этом ценность изделия будет повышена за счет его художественного исполнения;
4) особенность технологического процесса позволяет выполнять множество вариантов подобного изделия, без изменения количества материала, работающего персонала и т.д. (различный узор стенок);
Главной целью предполагаемого бизнеса является получение прибыли за счет предложения конкурентно-способных видов продукции, технических решений.
Главная цель бизнес-плана - выработка стратегических решений путем рассмотрения предполагаемого объекта бизнеса с позиции маркетингового синтеза.
Данный бизнес - план предназначен для руководства предприятия.
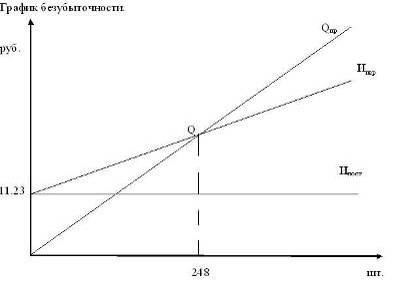
Потребность в инвестициях составляет 310тыс. руб.
Точка безубыточности 248шт.
5.2 Характеристика продукции 5.2.1 Информация о стилистике, актуальности изделияПри выборе объекта для бизнеса я хотела создать изделие достаточно необычное, при этом актуальное и имеющее не только декоративную, но и практическую сторону применения
В нашей стране сейчас идет курс на возрождение национальной традиции, не менее важна и другая тенденция, особой сферой внимания становится свет и всевозможные светильники.
Опираясь на выше сказанное, я решила разработать светильник в средневековом русском стиле.
5.2.2 Достоинства и преимущества технического решения, возможность расширения номенклатуры выпускаемых изделийОсобенность технологического процесса плазменной резки на машинах с ЧПУ позволяет выполнять множество вариантов подобного изделия, без изменения количества материала, работающего персонала и т.д. (различный узор стенок), а также при незначительных изменениях большое количество вариаций художественно-бытовых изделий, выполненных по той же технологии (вентиляционные решетки, подставки под сковородку, чайник и т.д.)
5.2.3 Анализ конкурентовФирмой конкурентом на рынке является "Ravensburger" (страна производитель - Германия)
Целью этой фирмы является освоение нового рынка.
В связи с этим фирма "Ravensburger" проводит политику сниженных цен (цена существенно ниже, чем в Германии). Цена на изделия является вполне доступной для рядового покупателя (1000-2500рублей в зависимости от сложности). И это является их сильной стороной.
В ответ на это предлагаем установить цену ниже верхней цены конкурентов при таком же уровне качества и сложности. (1600руб).
Слабые стороны конкурентов:
простое незатейливое исполнение, не отвечающее требовательному вкусу;
не знание особенностей и предпочтений покупателей в нашем регионе (нет ориентации на потребителя);
не надежность сроков поставки;
отсутствие продвижения товара: рекламы, содействия торговле.
В отличие от фирмы конкурента, нами изначально было проведено исследование, направленное на разработку и изготовление такого товара, который необходим покупателю, отвечает его вкусам. Существует возможность постоянного отслеживания спроса, разработки новых форм. Нет сложности с доставкой произведенных товаров в приемлемое для покупателя время и обеспечение соответствующего послепродажного обслуживания. Предусмотрены меры по продвижению товара - реклама, участие в выставках.
Итак, проанализировав товары представленные в нашем городе, я обнаружила светильники, выполненные по данной технологии только у одной фирмы "Ravensburger", но они существенно отличаются от предложенного мной изделия по стилистике, так что можно сказать, что речь идет об уникальном, эксклюзивном товаре, слабо представленном на рынке.
5.2.4 Основная группа потребителей
Данный вид продукции ориентирован на широкую группу потребителей благодаря своей многофункциональности (применение в доме и в саду), возможности вариации во внешнем исполнении (узор, цвет стенок, стекла), доступной цене.
5.2.5 Маркетинговая ориентация и анализ производимой продукцииТовар "по замыслу".
Приобретая "Ларец" покупатель получает художественно изделие, служащее для бытовых целей, согревающее своим светом, навевающее воспоминание о детских сказках.
Товар "в реальном исполнении".
Изделие "Ларец" состоит из 15 частей
Стенки, ключ и дно представляют собой узорчатые решетки, выполненные по технологии плазменной резки
Служит источником освещения.
. Товар "с подкреплением спроса".
В качестве дополнительных услуг можно предложить поставки в кредит, изготовление фонарей с лампой или свечей, выполнение рисунков по пожеланию заказчика.
5.3 Исследование и анализ рынкаПотребителями данного изделия будут люди со средним уровнем дохода. Реализация продукции будет осуществляться в Ростове и городах ростовской области, а также юга России, через художественные салоны, различные выставки, магазины осветительных приборов. Увеличение объема производства возможно благодаря основным преимуществам, а это малые капитальные вложения и низкая себестоимость.
Таблица.1. Объем продаж в натуральном выражении во временном аспекте.
| Сегменты рынка | Планируемые объемы продаж по годам | ||||||
| 2005 | 2006 | 2007 | |||||
| 1 кв. | 2 кв. | 3 кв. | 4 кв. | I полу- годие | II полу- годие | ||
| Ростовская область | 100 | 100 | 100 | 100 | 200 | 200 | 300 |
| Юг России | 50 | 50 | 50 | 50 | 100 | 100 | 300 |
| Итого | 150 | 150 | 150 | 150 | 300 | 300 | 600 |
N = 1800 шт.
5.4 Производственный планТаблица 2. Потребность в материалах
| № п/п | Наименование | Требуемое количество | Цена | Стоимость, Руб. |
| 1 | Лист АД. М1.5х600х2000 Масса 1погонного метра - 2.453кг | 500х550мм | 100руб/кг | 123 |
| 2 | Алюминий литейный АК12 | 400гр | 50руб/кг | 20 |
| 3 | Стекло матированное | 500х500мм | 120руб/м2 | 30 |
| 4 | Краска, клей | 95руб 83руб | ≈20 | |
| Итого | 193 |
Таблица 3. Зарплата рабочих по видам работ в перерасчете на 3 года.
| № п/п | Профессия | Зарплата в день (тыс. руб) | Число рабочих дней в году | Зарплата за 20052007г (тыс. руб.) |
| 1 | художник | 1.32 | 200 | 264 |
| 2 | плавильщик | 0.707 | 140 | 99 |
| 3 | формовщик | 0.943 | 140 | 132 |
| 4 | станочник | 1.4 | 140 | 198 |
| 5 | слесарь | 0.825 | 200 | 165 |
| Итого | 858 |
Зарплата на одно изделие равняется сумме заработной платы рабочих за учетный срок деленной на количество изделий.
858000/1800=476руб.
Таблица 4. Потребность в дополнительном оборудовании.
| № п/п | Наименование технических средств | Стоимость, тыс. руб |
| 1 | Сверлильная головка | 3.7 |
Таблица 5. Себестоимости одного изделия
| № п/п | Наименование затрат | Сумма |
| 1 | Материал | 193 |
| 2 | Зарплата на одно изделие | 476 |
| 3 | Начисления на з/п. (единый соц. налог) | 123.76 |
| 4 | Общепроизводственные налоги | 46.58 |
| 5 | Общехозяйственные налоги | 46.58 |
| 6 | Коммерческие расходы | 18.08 |
| Итого | 904 |
Расчет цены единицы изделия.
Если себестоимость изделия - 904 рубля.
Оптовая цена (Цопт) будет равняться себистоимость (С) +прибыль (П)
Прибыль: П = С*Р/100,где Р - рентабельность (50%)
П = 904*50/100=452рубля, Цопт=904+452=1356рублей
Цена продукции (Цпр) будет равняться сумме оптовой цены и НДС (18%) С учетом цен фирм конкурентов:
Цпр=1356+1356*0.18=1600рублей.
Таблица 6. Потребность в инвестициях
| № п/п | Наименование | Стоимость (тыс. руб) |
| 1 | Дополнительное оборудование | 3.7 |
| 2 | Затраты на НИОКР | 57.6 |
| 3 | Технологическая подготовка | 57.6 |
| 4 | Пополнение оборотных средств | 104.22 |
| 5 | Затраты на маркетинг | 86.4 |
| Итого | 310 |
Чтобы определить чистую прибыль предприятия по периодам составим таблицу доходов и затрат.
Доходы определяем умножением цены продаж на число изделий, выпущенное в расчетный период.
Издержки получаем произведением себестоимости на объем реализации в расчетный период.
Прибыль от реализации получаем, вычитая издержки от доходов в каждом расчетном периоде.
Налог на прибыль составляет 24%.
Таблица 7. Таблица доходов и затрат по выпуску продукции (тыс. руб.).
| Показатели | 2005г | 2006г | 2007г | ||||
| 1 кв | 2 кв | 3 кв | 4 кв | I полугодие | II полугодие | ||
| 1. Доходы | 240 | 240 | 240 | 240 | 480 | 480 | 960 |
| 2. Издержки | 135.6 | 135.6 | 135.6 | 135.6 | 271.2 | 271.2 | 542.4 |
| 3. Прибыль от реализации | 104.4 | 104.4 | 104.4 | 104.4 | 208.8 | 208.8 | 417.6 |
| 4. Налог на прибыль | 25.056 | 25.056 | 25.056 | 25.056 | 50.112 | 50.112 | 100.224 |
| 5. Чистая прибыль | 79.344 | 79.344 | 79.344 | 79.344 | 158.688 | 158.688 | 317.376 |
| Справочный объем продукции. | 150 | 150 | 150 | 150 | 300 | 300 | 600 |
Таблица 8. Возможность погашения капитальных вложений при ставке процента за кредит - 16% годовых (тыс. руб.).
| Показатели | 2005г. | 2006г | 2007г | ||||
| 1 кв. | 2 кв. | 3 кв | 4 кв. | I п/г | II п/г | ||
| 1. Сумма инвести-ционного кредита | 310 | ||||||
| 2. Ожидаемая чистая прибыль | 79.344 | 79.344 | 79.344 | 79.344 | 158.688 | 158.688 | 317.376 |
| 3. Дисконтированная чистая прибыль | 76.292 | 76.292 | 76.292 | 76.292 | 146.93 | 146.93 | 273.6 |
| Непогашенный остаток капитал. вложений на конец периода | 233.708 | 157.416 | 81.124 | 4.832 | |||
| Остаток чистой прибыли на конец периода | 142.1 | 146.93 | 273.6 | ||||
*Коэффициент дисконтирования - 0.04
Расчеты показывают, что погашение кредита возможно в I квартале второго года выпуска. Далее осуществляется капитализация прибыли.
Расчет безубыточности.
Объемом безубыточности производства является объем продаж, при котором предприятие уже не несет убытков, но еще не имеет прибыли.
Расчет точки безубыточности определяется следующим образом:
Q = Ипост N/ (Цпр - Ипер),
Где Ипост - постоянные затраты, N - объем выпуска продукции за расчетный период, Цпр - цена продукции, Ипер - переменные затраты.
Q = (46.38*2+18.08) *1800/ (1600- (193+476+123.76)) = 248шт.
План маркетинга - это план мероприятий по достижению намечаемого объема продаж и получению максимальной прибыли путем удовлетворения рыночных потребностей.
Товарная стратегия предполагает курс действий, обеспечивающих формирование ассортимента товара:
разработка "пионерного товара", который будет лидером на ближайшие годы и утвердит репутацию фирмы.
разработка маркетинговых программ по расширению ассортимента выпускаемой продукции и возможность выбора изделий по каталогу.
Стратегия ценообразования увязывается с кратко и долгосрочными целями, базируется на издержках производства и, в основном, на спросе на продукцию и ценах конкурентов.
Ценовая политика может предусматривать:
использование гибких цен в зависимости от модификации,
взаимосвязь цены и качества.
Сбытовая стратегия предполагает ориентацию на систему формирования спроса и стимулирования сбыта и предусматривает:
рекламную деятельность,
организацию и участие в ярмарках, выставках, презентациях,
использование кредита в различных формах, продажи в рассрочку, бартера.
Стратегия организации сервисного обслуживания предполагает предпродажный и послепродажный сервис.
Предпродажный сервис ориентирован на постоянное изучение и анализ требований потребителя с целью совершенствования качественных параметров объекта бизнеса.
Послепродажный сервис предполагает комплекс работ по гарантийному обслуживанию.
5.7 Потенциальные риски
В рыночных условиях особенно необходимо заранее предусмотреть все возможные рисковые операции.
Производственные риски связаны с всевозможными нарушениями в производственном процессе или процессе поставки сырья, материалов. Как правило, мерами по снижению этих рисков являются действенный контроль за ходом производственного процесса и усиления влияния на поставщиков путем диверсификации и дублировании поставщиков.
Коммерческие риски связаны с реализацией продукции на товарном рынке. Мерами снижения коммерческих рисков может быть:
систематическое изучение коньюктуры рынка,
соответствующая ценовая политика,
образование сети сервисного обслуживания,
реклама.
Финансовые риски вызываются инфляционными процессами, неплатежами. Они могут быть снижены благодаря созданию системы финансового менеджмента на предприятии.
Риски, связанные с форс-мажорными обстоятельствами, это риски, обусловленные непредвиденными обстоятельствами. Мерой по снижению служит достаточный запас финансовой прочности предприятия.
Заключение
В результате выполненной дипломной работы было создано изделие.
В ходе работе была выполнена художественная часть в которой приведены историческая справка по стилистике "Ларца", разработки по формообразованию и композиции.
Изделие было выполнено вручную (выпиливанием лобзиком) как экспериментальный образец, но в технологической части произведен выбор технологии изготовления изделия путем анализа альтернативных способов. Наиболее подходящим с точки зрения обеспечения качества изделия принята технология плазменной резки (для изготовления стенок ларца) и литья по выплавляемым моделям (для ножек). Также был выбран материал для изготовления изделия АК-12 (для ножек) и АД (для стенок изделия). Материалом для изготовления выплавляемых моделей послужил модельный состав Р3. Был разработан технологический процесс изготовления изделия.
В организационной части разработана блок-схема изготовления изделия, обоснован выбор комплекса оборудования и приведены его технические характеристики.
В результате анализа опасных и вредных факторов были сделаны выводы, что условия труда в цехе, оборудование и тех-процесс соответствуют требованиям единой системы техники безопасности, соответствует требованиям по экологичности и ресурсосбережению, устойчивости к чрезвычайным ситуациям уделяется должное внимание.
В экономическом обосновании выполнена маркетинговая ориентация и анализ производимой продукции, проведены исследование и анализ рынка, составлены производственный, финансовый план и план маркетинговых действий, рассчитана цена изделия, построен график безубыточности.
Выполненная работа соответствует полученному заданию.
Список использованной литературы
1. "История русского искусства", Москва, "Изобразительное искусство", 1979г.
2. "Мифологический словарь", Москва, "Советская энциклопедия", 1991г.
3. "Русская народная картинка", Москва, "Изобразительное искусство", 1987г.
4. "Атрибуция музейного памятника", Санкт - Петербург, 1999г.
5. "Школа изобразительного искусства", Москва, "Изобразительное искусство", 1988г.
6. Л.М. Холмянский, А.С. Щипанов "Дизайн", Москва, Издательство "Просвещение", 1985г.
7. "Словарь античности", Издательство "Просвещение", 1989г.
8. "Плазменная резка".Д.Г. Быховский Издательство "Машиностроение" Ленинград 1972г.
9. "Применение общих и частных концепций при создании и развитии типового гибкого автоматизированного участка тепловой резки металла". Ю.С. Титков Ленинград, типография ЛДНТП, 1987.
10. "Плазменная резка". И.Г. Ширшов, В.Н. Котиков. Издательство "Машиностроение" Ленинградское отделение. 1987г.
11. И.А. Дудников, М.М. Михайлова "Литниковые системы для различных методой литья", Ростов-на-Дону 2003 2.
12. Дудников И.А., Кутовой Н. Д Фомин В.Н. "Технология изготовления литых художественных изделий": Учеб. пособие. - Ростов н/Д; Издательский центр ДГТУ, 2001 г. - 97с.
13. Галдим МЛ. Чернега Д.Ф., Иванчук Д.Ф. "Цветное литье". Справочное издание, 1989 г.
14. "Металлы и сплавы для художественных и ювелирных изделий", Б.Т. Никифоров, С.Д. Колотиенко, Ростов - на - Дону, 2001г.
15. "Определение состава шихты при производстве литейных сплавов", Методические указания, научный редактор Фомин В.Н., Издательский центр ДГТУ, 2003г.
16. "Технология конструкционных материалов", под редакцией А.М. Дальского, Москва, Машиностроение, 1985г.
17. В.П. Романовский, "Справочник по холодной штамповке", "Машиностроение" Ленинград 1979г.
18. ГОСТ 12.1.030 - 81. ССБТ. Электробезопасность. Защитное заземление, зануление.
19. Справочник по клеям/Составители: Айрапетян Л.Х., Заика В.Д., Елецкая Л.Д., Яншина Л.А. - Ленинград, издательство "Химия", 1980г.
Похожие работы
... , обводили отдельные детали плотной нитью – белью. В.В. Стасов писал: «… наше кружево совсем других узоров и назначения, чем кружево во всей остальной Европе. Узоры все иные…» Орнамент русского народного кружева испытывал влияние традиционных видов декоративно-прикладного искусства – вышивки и ткачества. Простые и гребенчатые ромбы, квадраты, треугольники, волнистые линии – речки, поражают особым ...
... Центральное место стола занимает очаг фурмы от золы и других отходов горения предназначена донная крышка или горновое гнездо (иногда предусматриваются два очага). Горн, предназначенный для художественной ковки, обычно делается с центральным расположением очага. Размеры гнезда определяются назначением горна и размерами нагреваемых заготовок. Центральное гнездо имеет в плане круглую или квадратную ...
... о том, что этому можно и нужно учить. Это особенно важный вывод, поскольку это необходимо не только в сфере художественной дизайнерской деятельности, но и является одной из составных частей общей культуры человека. Формирование элементов дизайнерского мышления не может быть кратковременным процессом или строиться фрагментарно. Для этого должна быть разработана многоуровневая программа, ...
... наблюдению, сравнению, многократному повторению. Но опыт преподавания специальных дисциплин показывает, что данные методы эффективны лишь на начальных этапах. Например, при ознакомлении с новой техникой художественной обработки стекла. Объяснительно-иллюстративный метод может быть применён при решение иллюстративных или модельных задач из курса художественных дисциплин (в том числе ДПИ). ...
0 комментариев