Навигация
Физико-химическое обоснование основных процессов производства целевого продукта
45293
знака
5
таблиц
11
изображений
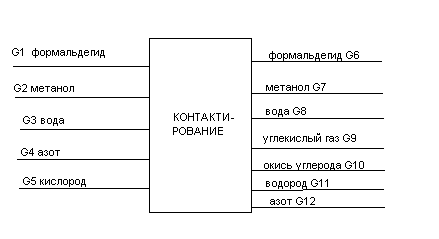
4. Физико-химическое обоснование основных процессов производства целевого продукта.
.
Равновесие реакции образования метанола. Процесс получения метанола основан на взаимодействии водорода и окиси углерода:
2Н2 + СО СНзОН + 21,67 ккал
Реакция может протекать как в прямом, так и в обратном направлениях.
В соответствии с законом действующих масс скорость любой химической реакции пропорциональна произведению концентраций
реагирующих веществ. Тогда скорости прямой и обратной реакций выразятся уравнениями
1 = k1 [Н2]2 [СО] 2 = к2 [СНзОН]
где [Hz], [СО] и [СНзОН]—концентрации водорода, окиси углерода и метанола; k1, kz—константы скорости прямой и обратной реакций, значения которых зависят от температуры/
При условии равновесия скорости прямой и обратной реакций становятся равными
k1 [Н2]2 [СО] = к2 [СНзОН] откуда:
где К—константа равновесия реакции.
Значение константы равновесия необходимо для расчета равновесного выхода метанола. Равновесный выход—это теоретический максимальный выход метанола, который может быть получен из водорода и окиси углерода, .взятых при данных концентрациях, температуре и давлении процесса. Константу равновесия можно определить как теоретическим, так и экспериментальным путем.
Константа равновесия может быть представлена в различных единицах измерения.
Давление. В технических расчетах обычно пользуются выражением константы равновесия через парциальное давление компонентов.
.
При повышении давления и понижении температуры равновесие сдвигается в сторону увеличения выхода метанола. В промышленных условиях синтез метанола осуществляется из газовой смеси, содержащей кроме водорода и окиси углерода также двуокись углерода. Поэтому при расчете равновесия синтеза метанола из смеси газов Н2—СО—COz необходимо учитывать следующую реакцию:
СО2 + Н2(г)—> СО + Н2О — 9,8 ккал ;
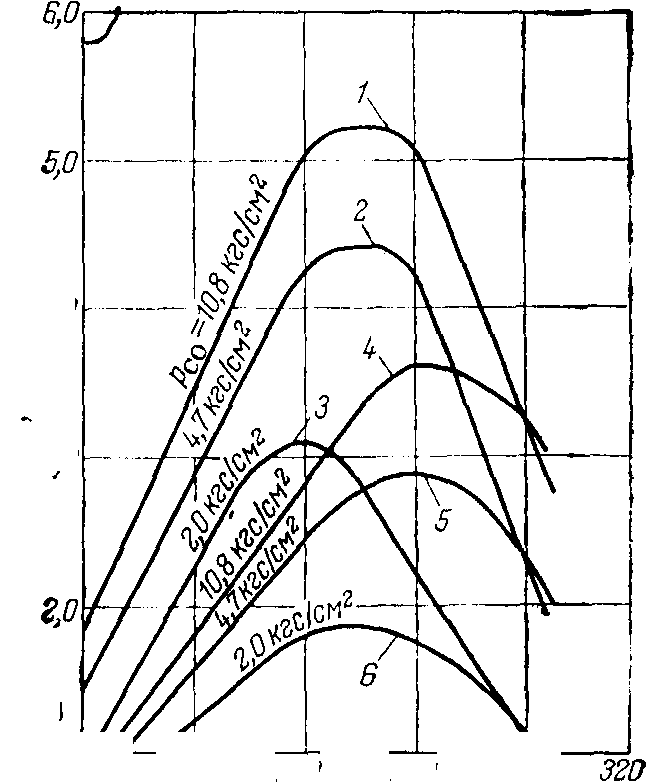
Равновесный выход метанола, степень превращения окиси и двуокиси углерода в значительной мере меняются в зависимости от давления, температуры, отношения Н2: СО и содержания двуокиси углерода в газе. Влияние давления и температуры на равновесный выход метанола определено для следующего состава газа: 1,25 объемн.% СОа; 10,6 объемн.% СО; 74,2 объемн.% Нд;-13,95 объемн.% (CH4+Nz).
Давление. При повышении давления выход метанола почти прямо пропорционально увеличивается и резко возрастает степень превращения окиси/и двуокиси углерода (при 380°С):
Давление, кгс/см2 .......... 50 100 200 300 400
Выход СНэОН, объемн. %...... 0,37 1,56 5,54 9,31 11,68
Следует заметить, что с увеличением давления более резкий рост равновесного выхода метанола наблюдается при повышенных температурах. Так, при изменении давления от 50 до 300 кгс/см5 равновесный выход метанола при 280 °С увеличивается в 2,4 раза а дри 380 °С — в 2,3 раза (отношение Hz : СО =4 : 1).
Температура. С повышением температуры равновесный выход
метанола понижается. Наиболее резкое понижение наблюдается при температурах выше 340°С. В этих условиях (при 300 кгс/см2) начинает снижаться степень превращения окиси и двуокиси угле рода в метанол, причем более резко окиси углерода:
Температура, °С ....... 250 300 340 360 380 400
Выход метанола, объемн. %. . 15,44 14,81 12,88 11,37 9,31 7,40 Степень превращения, %
СО ........... 99,75 97,20 87,52 78,96- 66,19 53,29
СОз ........... 98,00 89,80 77,00 71,50 66,61 64,00
При давлении 50 кгс/см2 и повышении температуры от 180 дс 300 °С равновесный выход метанола снижается более чем в 7 pa;
(отношение Н2 :СО=3,6, содержание двуокиси углерода 6,0 объемн. %). При этом степень превращения окиси и двуокиси углерода в метанол уменьшается с 75,3 до 14,6%.
При повышении отношения На: СО степени превращения окиси и двуокиси углерода возрастают, причем степень превращения СО2 в большей мере, а равновесный выход метанола снижается. Влияние отношения На : СО на равновесны? выход метанола определено для такого состава газа: 1,25 объемн.% С02; 84,8 объемн. %); 13,95 объемн. % (CI^+Nz). При 300 кгс/см2 и 380 °С равновесный выход метанола и степень превращения окислов углерода в зависимости от отношения Нг: СО меняются следующим образом:
Отношение На:СО . ......... 2 4 8 10 14
Выход СНдОН, объемн. %,..... 17,25 13,80 8,39 7,05 5,40
Степень превращения, %
СО ............... 44,50 60,39 66,85 67,80 67,97
СОа .............. 19,50 45,71 70,52 76,15 82,39
\При увеличении содержания окиси углерода в газе, т. е. уменьшении отношения На: СО, равновесный выход метанола возрастает пропорционально при 50 кгс/см2 и 6 объемн. % СОз). Так, при 8 объемн. % СО, равновесный выход метанола составляет 5,71 объемн. %, при 16 объемн. % СО—11,41 объемн. %, а при 24 объемн, % СО—16,82 объемн. % СНзОН.
Двуокись углерода. Реакция восстановления двуокиси углерода водородом до окиси углерода в промышленных условиях синтеза метанола протекает практически до равновесного состояния, и пренебрегать ею при расчете равновесных выходов метанола нельзя. 'При повышении содержания двуокиси углерода в газе равновесный выход метанола меняется незначительно. Степень превращения
окислов углерода в метанол при этом снижается с 42,2% при 6 обьемн.% СО2 до 32,7% при 12 объемн.% СО2.
Инертные компоненты. В промышленных условиях синтез метанола протекает в присутствии инертных к данному процессу газов (метан, азот). Они в реакции не участвуют и не оказывают прямого влияния на равновесие реакции образования метанола. Однако наличие их в газе снижает парциальное (эффективное) давление реагирующих веществ, что ведет к уменьшению равновесного выхода метанола. Поэтому концентрацию инертных компонентов необходимо поддерживать на минимальном уровне.
На основании изложенного следует отметить, что синтез метанола на цинк-хромовом катализаторе, который работает при 360—380 °С, целесообразно проводить только при давлениях выше 200 кгс/см2. На низкотемпературных катализаторах, эксплуатируемых в температурном интервале 220—280°С, возможна работа при давлениях ниже 100 кгс/см2, причем, чем ниже температура, тем ниже может быть и давления синтеза.
Кинетика синтеза метанола. В гомогенных условиях (без катализатора) скорость взаимодействия окиси углерода и водорода ничтожно мала, и получить метанол в больших количествах невозможно. Для увеличения скорости реакции взаимодействия исходных компонентов используют вещества, которые, способствуя ускорению процесса, сами к концу реакций остаются химически неизменными. Для оценки этого ускорения, или иначе активности катализатора, необходимо знать скорость химического взаимодействия реагирующих компонентов. Если реакция протекает в гомогенных условиях, то скорость ее зависит от температуры, давления и концентрации реагирующих веществ. В гетерогенном, каталитическом процессе скорость реакции будет определяться также типом катализатора и состоянием его поверхности. Синтез метанола является гетерогенным каталитическим процессом, протекающим на границе раздела твердой (поверхность катализатора) и газообразной (смесь окиси углерода и водорода) фаз. До начала реакции окись углерода и водород концентрируются на поверхности катализатора (происходит адсорбция СО и Hz). Суммарный процесс синтеза метанола состоит из следующих стадий: диффузия исходных веществ к поверхности катализатора;
, /адсорбция этих веществ да поверхности катализатора; химическое ^взаимодействие адсорбированных молекул СО и Н2 до метанола;
/ удаление (десорбция) образовавшегося метанола с поверхности катализатора. Скорость процесса образования метанола будет равна скорости реакции в зависимости от начальных условии (температуры, давления, концентрации веществ, времени контакта газа с катализатором) позволило вывести кинетическое уравнение. Последнее используют при моделировании процесса и разработке промышленных реакторов.
В результате изучения скорости химического взаимодействия окиси углерода и водорода на медьсодержащем катализаторе СНМ-1 получено кинетическое уравнение:
„0,34
рсн^он
О) == k 1
где w— скорость реакции, кгс/(см2 • с); ^-—константа скорости прямой реакции; Кр—константа равновесия реакции синтеза метанола; рсо, /?На, JOcHgOH—парциальные давления СО, На и СНзОН, кгс/см2. ;
Проведенные на электронно-вычислительной машине расчеты по кинетическому уравнению показали, что оно хорошо описывает процесс образования метанола.
На катализаторе СНМ-1 и может быть использовано для расчета промышленных реакторов, работающих при 50 Krc/CM'^.Qlo рас- «^ W считанным зависимостям можно определить оптимальные параметры процесса и равновесные условия. Наибольший выход метанола наблюдается при 255— 270° С, что согласуется с экспериментальными данными. С уменьшением парциального давления окиси углерода (повышение отношения Н2:СО) максимум активности катализатора смещается в сторону более низких температур.
Катализаторы синтеза метанолаПри взаимодействии окиси углерода и водорода качественный состав продуктов реакции определяется видом используемого катализатора. Так, в зависимости от состава катализатора из окна углерода и водорода при соответствующих условиях (температура, давление и концентрация) можно получить метанол, высшие спирты, углеводороды, альдегиды и кислоты.
При синтезе метанола, кроме основных реакций, протекают следующие процессы:
СО + ЗНг ч—»- СН^ + НдО 2СО + 2Нз •- СН< + СОа 2СО + 4На ^==fc (CHg)20 + НаО 4СО + 8Нг у—^ СДОН + ЗНзО
Метанол может также реагировать с окисью углерода и водородом, образуя ряд побочных веществ.
Основные требования, предъявляемые к катализатору синтеза метанола: высокая активность и селективность (направлять процесс в сторону преимущественного образования метанола), стабильность в работе, стойкость к колебаниям температуры и большая механическая прочность. Катализаторы для синтеза метанола подразделяются на две группы: цинк-хромовые и медьсодержащие (цинк-медь-алюминиевые и цинк-медь-хромовые). На отечественных производствах метанола в основном используют активный / цинк-хромовый катализатор при 250—400 кгс/см2 и 380—400 °С. ' Цинк-хромовый катализатор состоит из окиси цинка и хромита цинка. Химический состав .его следующий: ZnO-ZnCrzO, 3ZnO-ZnCr204, 3,3ZnO-ZnCr20.
В настоящее время внедряется катализатор CMC-4 (Северодонецкий метанольный среднетемпературный). Этот катализатор более активен, чем обычный промышленный цинк-хромовый катализатор; технико-экономические показатели работы на нем предпочтительнее: снижается • расход исходного газа, увеличивается степень превращения окиси и двуокиси углерода, на 5—10 °С снижается температура процесса синтеза.
В последнее время в связи с изменением сырьевой базы (переход на природный газ), совершенствованием методов очистки газа и развитием техники в ряде стран используют цинк-медь-алюминиевые и цинк-медные катализаторы. Катализаторы, имеющие в своем составе медь, более активны, чем цинк-хромовые, причем максимальная активность их наблюдается при 220—260 °С. В силу этой особенности катализаторы на основе меди обычно называют низкотемпературными. Высокая активность их при низких температурах позволяет проводить процесс при давлении ниже 200 кгс/см2, что значительно упрощает аппаратурное оформление. Разработан и освоен в промышленном масштабе катализатор СНМ-1 (Северодонецкий низкотемпературный метанольный). Химический состав невосстановленного образца следующий: 52—54% CuO, 26—28% ZnO, 5—6% AlaOs, насыпная масса* 1,3—1,5 кг/м3, удельная поверхность 80—90 м^г, пористость ~50%.
Необходимо отметить, что медьсодержащие катализаторы по сравнению с цинк-хромовыми обладают малой термостойкостью и более чувствительны к каталитическим ядам. Медьсодержащий катализатор быстро снижает активность при перегревах, а в присутствии сернистых соединений образуется неактивный сульфид меди.
Сырье, используемое для производства низкотемпературных катализаторов, должно содержать минимальное количество примесей, поскольку наличие последних снижает селективность контакта и ухудшает качество метанола-сырца (особенно жесткие требования предъявляют к содержанию мышьяка, серы и железа). Поэтому при использовании сырья, загрязненного различными примесями, в том числе и сернистыми соединениями, медьсодержащие катализаторы практически не могут быть применены.
Производство катализаторов состоит из двух основных стадий:
приготовление катализатора и восстановление его до активного состояния. В промышленности цинк-хромовые катализаторы могут быть приготовлены «сухим» и «мокрым» методами.
При «сухом» методе приготовления предварительно измельченные окись цинка и хромовый ангидрид, взятые в определенном соотношении, тщательно перемешивают на бегунах сначала в сухом виде, затем с увлажнением дистиллированной водой. В полученную смесь вводят до 1% мелкодисперсного графита и формуют таблетки размером 5х5 или 9Х9 мм. По так называемому «мокрому» способу к суспензии окиси цинка добавляют раствор хромового ангидрида. Процесс проводят в специальных аппаратах-смесителях с последующим отделением воды. Полученную пасту последовательно сушат, смешивают с графитом и таблетируют. Приготовленный «мокрым» способом катализатор более однороден по химическому составу, более пористый, а также имеет высокую механическую прочность. Активность катализатора, приготовленного по «мокрому» способу, на 10—15% выше полученного «сухим» способом.
Цинк-хромовый катализатор получают также соосаждением из азотнокислых солей цинка и хрома. В растворе при взаимодействии этих солей с карбонатом аммония в осадок выпадают основные углекислые соли. При прокаливании осадка в атмосфере водорода получающиеся окислы цинка и хрома взаимодействуют с образованием хромита цинка. Полученную контактную массу после измельчения смешивают с графитом и таблетируют. Приготовленные катализаторы имеют высокоразвитую внутреннюю поверхность (более 100 м2), меньшую на 30—36% насыпную массу и более высокую активность, чем катализаторы, полученные по «сухому» способу.
Катализатор марки СМС-4 получают по так называемому «полумокрому» методу. Причем его можно приготовить на оборудовании, предназначенном для производства по «сухому» способу, без существенного усложнения технологии процесса приготовления.
Приготовление катализаторной массы в любом случае сопровождается взаимодействием хромового ангидрида с окисью цинка:
2ZnO + СгОд + Н^О •;—>• 2п2(ОН)аСг04
По техническим условиям невосстановленные образцы катализаторов должны содержать 55±1,5% ZnO, 34±1,0% СгОз, не более 1,3% графита, не более 2,0% воды гигроскопической (остальное — вода кристаллизационная). Невосстановленный катализатор представляет собой малопористое вещество с небольшой удельной поверхностью 10—15 м^г.
Активная форма цинк-хромового катализатора образуется в процессе его восстановления различными газами-восстановителями, например водородом. Удельная поверхность восстановленного катализатора 100—120 м^г (по «сухому» методу) и 196 м^г (по «мокрому» методу). Восстановление цинк-хромового катализатора сопровождается большим выделением тепла. Обычно восстановление проводят при медленном подъеме температуры до 190—210 °С. При неосторожном ведении процесса возможны самопроизвольные, в отдельных случаях местные, перегревы катализатора, которые приводят к потере его активности в результате спекания.
При восстановлении катализатора окисью углерода интенсивность восстановления замедляется выделяющейся двуокисью углерода. При местных перегревах катализатора возможно образование метана и как результат резкое повышение температуры. При восстановлении же водородом тормозящее действие на процесс оказывают пары воды. Для снижения скорости восстановления газ-восстановитель разбавляют инертным газом (обычно азотом).
В промышленных условиях цинк-хромовый катализатор можно восстанавливать непосредственно в колонне синтеза продувочным газом* при 100—150 кгс/см2 и 190—210 °С. Содержание водорода в газе обычно поддерживают не выше 70 объемн.%. Процесс контролируют по количеству сливаемой воды, образующейся в результате восстановления: не более 5—8 л/ч с 1 м3 катализатора.
При восстановлении цинк-хромового катализатора вне колонны синтеза в кипящем слое перед таблетированием обеспечивается хороший контакт газа с катализатором и интенсивный отвод тепла. • В последнее время внедрен в промышленность способ восстановления цинк-хромового катализатора (СМС-4) парами метанола при 170—230 °С и атмосферном или повышенном давлении. Продолжительность восстановления 8—36 ч. При использовании в качестве восстановителя паров метанола уменьшается опасность перегрева катализатора, кроме того, процесс восстановления можно вести без циркуляционных компрессоров.
Пробег промышленного цинк-хромового катализатора в значительной степени определяется условиями восстановления катализатора и процесса синтеза метанола на нем. В начальной стадии развития производств метанола, когда в качестве сырья использовали водяной газ со значительным количеством примесей и процесс проводили при отношениях На : СО не выше 4. пробег катализатора не превышал 4—5 месяцев. При использовании природного газа и отношении Н2: СО в цикле выше 6 цинк-хромовый катализатор практически не снижает активность в течение года. Обычно
* Исходным газом называют очищенный конвертированный газ, поступающий при высоком давлении в агрегат синтеза.
** Т. е. время эксплуатации катализатора, в течение которого выход метанола соответствует средним величинам по проекту. отработанный цинк-хромовый катализатор не регенерируют. Для стабилизации работы цинк-хромового катализатора во времени в него вводит окислы металлов VI группы периодической системы, например окислы молибдена, вольфрама и др. -
Низкотемпературные катализаторы могут быть получены разнообразными способами и из различного сырья. При приготовлении катализаторов предпочтение отдается методу соосаждения. Выпускают такие катализаторы в таблетках размером 5х5 мм.
Восстановление низкотемпературных катализаторов сложнее, чем цинк-хромовых и требует большой осторожности. Катализаторы восстанавливают в узком интервале температур (110—115°С), при этом выделяется большое количество тепла. Восстановление можно проводить при атмосферном и повышенном давлениях — важно обеспечить отвод тепла от катализатора. Необходимо заметить, что низкотемпературный катализатор обладает пирофорными свойствами, и при выгрузке из колонн синтеза возможен его сильный разогрев и даже воспламенение. Поэтому до выгрузки катализатор пассивируют, т. е. обрабатывают паром или азотом,' содержащим до 5 объемн.% Oz. !
Доля установок, работающих на низкотемпературных катализаторах, в производстве метанола пока незначительна. Однако перевод производств на природный газ, разработка методов очистки газа от сернистых соединений и простота конструкции аппаратуры синтеза при низком давлении расширяет перспективу использования этих катализаторов в промышленности,
Влияние различных параметров на процесс синтеза метанола.
В процессе синтеза метанола с течением времени активность катализатора снижается. Чтобы обеспечить нормальные условия
синтеза метанола и достичь оптимальных технико-экономических показателей производства, корректируются технологические параметры процесса—температура, давление, отношение На: СО, объемная скорость и содержание инертных компонентов в газе. Производительность катализатора является показателем, который может быть применен для оценки активности катализатора и эффективности его работы. Производительность катализатора— это количество продукта (метанола), получаемого с единицы объема катализатора за единицу времени, например т СНзОН/м3 с катализатора в сутки. Кроме температуры, давления, объемной скорости и состава исходного газа на производительность влияет также и размер зерна катализатора.
Условия проведения процесса. Исходя из термодинамики и кинетики процесса выбирают условия его проведения на соответствующих катализаторах.
Так, в промышленных условиях на цинк-хромовых катализаторах процесс ведут под давлением 25—70 мПа, при температуре 370—420 °С, объемной скорости подачи газовой смеси-lOOOO—35000-i и мольном соотношении Н2:СО=(1,5—2,5):1. Обычно исходный газ содержит 10—15% инертных примесей. В связи с этим требуется непрерывный вывод части рецикла газовой смеси (»10%) из системы. В этих условиях конверсия СО за один проход составляет 5—20% при выходе метанола 85—87% от стехиометрического. Непревращенный газ возвращается в реактор после конденсации метанола и воды. Одновременно с метанолом образуется ряд побочных продуктов: диметиловый эфир, высшие спирты и др.
При работе на низкотемпературных медьсодержащих катализаторах давление поддерживается в пределах 3—5 мПа, температура—230—280 °С, объемная скорость 8000—12000 ч-', мольное соотношение Н2:СО==(5—7) : 1. Обязательным условием успешной работы низкотемпературных катализаторов является присутствие в газовой смеси 4—5% (об.) диоксида углерода. Он необходим для поддержания активности таких катализаторов. Срок службы катализатора при выполнении этого условия достигает 3—4 лет.
5. Описание химико-технологической схемы.
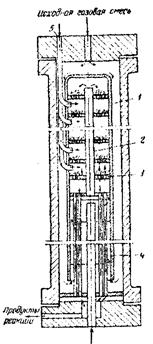
Основным аппаратом в синтезе метанола служит реактор — контактный аппарат, конструкция которого зависит, главным образом, от способа отвода тепла и принципа осуществления процесса синтеза. В современных технологических схемах используются реакторы трех типов:
— трубчатые реакторы, в которых катализатор размещен в трубах, через которые проходит реакционная масса, охлаждаемая водным конденсатом, кипящим в межтрубном пространстве;
— адиабатические реакторы, с несколькими слоями катализатора, в которых съем тепла и регулирование температуры обеспечивается подачей холодного газа между слоями катализатора;
—реакторы, для синтеза в трехфазной системе, в которых тепло отводится за счет циркуляции жидкости через котел-утилизатор или с помощью встроенных в реактор теплообменников.
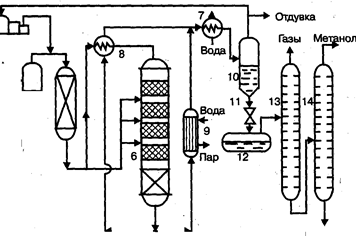
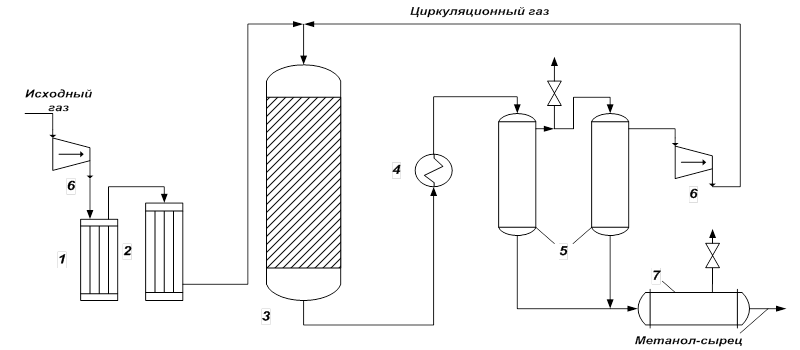
Вследствие большого объема производства и весьма крупных капитальных затрат в производстве метанола сейчас используют все три типа технологических процессов. На рис. 1 представлена технологическая схема производства метанола при низком давлении на цинк-медь-алюминиевом катализаторе из синтез-газа состава: Hg — 67%, СО — 22%, С02 — 9% -объемных, полученного конверсией метана, производительностью 400 тыс. т в год.
Очищенный от сернистых соединений синтез-газ сжимается
в компрессоре 1 до давления 5—9 МПа, охлаждается в холодильнике 3 и поступает в сепаратор 4 для отделения сконденсировавшейся воды. Пройдя сепаратор, синтез-газ смешивается с циркуляционным газом, который поджимается до рабочего давления в компрессоре 2. Газовая смесь проходит через адсорбер.
Высшие
спирты
Рис. 1. Технологическая схема производства метанола
при низком давлении:
\
1 — турбокомпрессор, 2 — циркуляционный компрессор, 3, 7 —холодильники, 4 — сепаратор, 5 — адсорбер, 6 — реактор адиабатического действия, б — теплообменник, 9 — котел-утилизатор, 10 — сепаратор, 1 1 — дроссель, 12 — сборник метанола-сырца, 13, 14 — ректификационные колонны
Циркуляционый газ 5, где очищается от пентакарбонила железа, образовавшегося при взаимодействии оксида углерода (II) с материалом аппаратуры, и разделяется на два потока. Один поток подогревают в теплообменнике 8 и подают в верхнюю часть реактора 6, а другой поток вводят в реактор между слоями катализатора для отвода тепла и регулирования температуры процесса. Пройдя реактор, реакционная смесь при температуре около 300°С также делится на два потока. Один поток поступает в теплообменник 8, где подогревает исходный синтез-газ, другой поток проходит через котел-утилизатор 9, вырабатывающий пар высокого давления. Затем,потоки объединяются, охлаждаются в холодильнике 7 и поступают в сепаратор высокого давления 10, в котором от циркуляционного газа отделяется спиртовой конденсат. Циркуляционный газ дожимается в компрессоре 2 и возвращается на синтез. Конденсат метанола-сырца дросселируется в дросселе 11 до давления близкого к атмосферному и через сборник 12 поступает на ректификацию. В ректификационной колонне 13 от метанола отгоняются газы и. диметиловый эфир, которые также сжигаются. Полученный товарный метанол с выходом 95% имеет чистоту 99,95%.
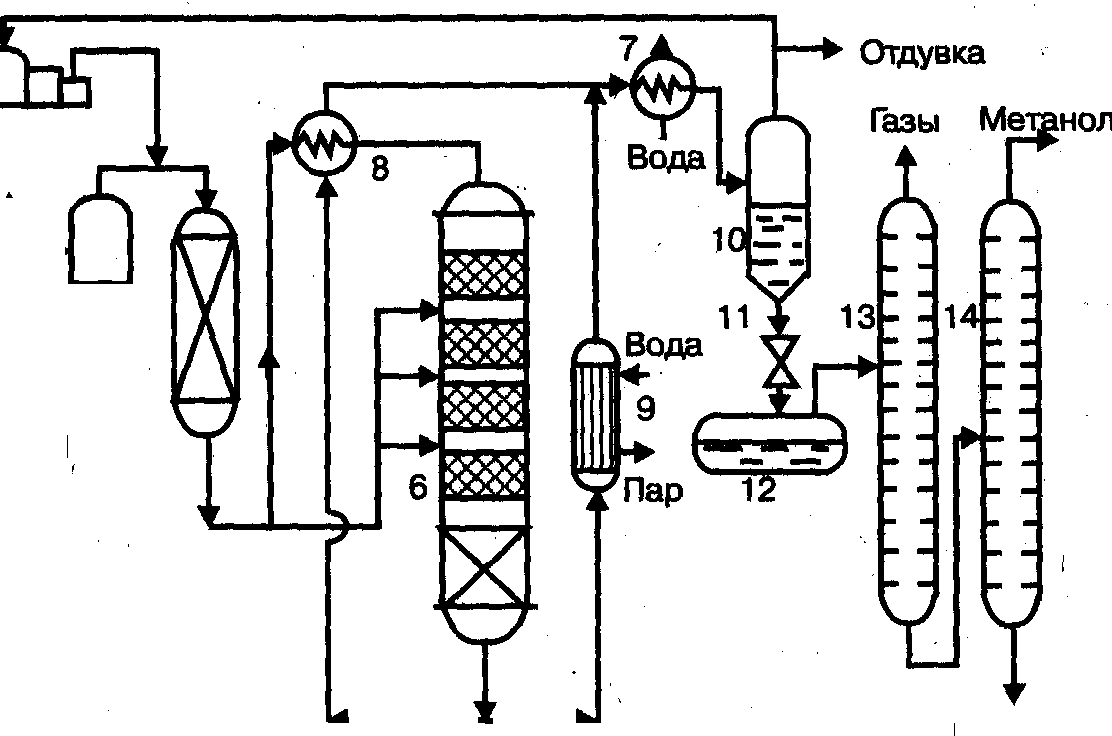
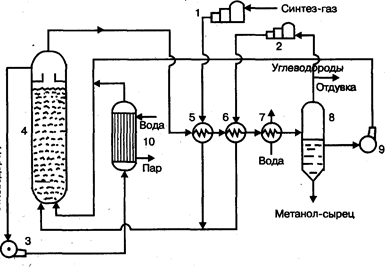
На рис. 2. приведена технологическая схема производства метанола по трехфазному методу на медь-цинковом катализаторе из синтез-газа, полученного газификацией каменного угля, производительностью 650 тыс. т в год.
Очищенный от соединений серы синтез-газ сжимается в компрессоре 1 до давления 3—10 МПа, подогревается в теплообменнике 5 продуктами синтеза до 200— 280°С, смешивается с циркуляционным газом и поступает в нижнюю часть реактора 4.' Образовавшаяся в реакторе парогазовая смесь, содержащая до 15% метанола, выходит из верхней части реактора, охлаждается последовательно в теплообменниках 5 и б и через холодильник-конденсатор 7 поступает в сепаратор 8, в котором от жидкости отделяется циркуляционный газ. Жидкая фаза разделяется в сепараторе на два слоя: углеводородный и метанольный. Жидкие углеводороды перекачиваются насосом 9 в реак-
Циркуляционный газ
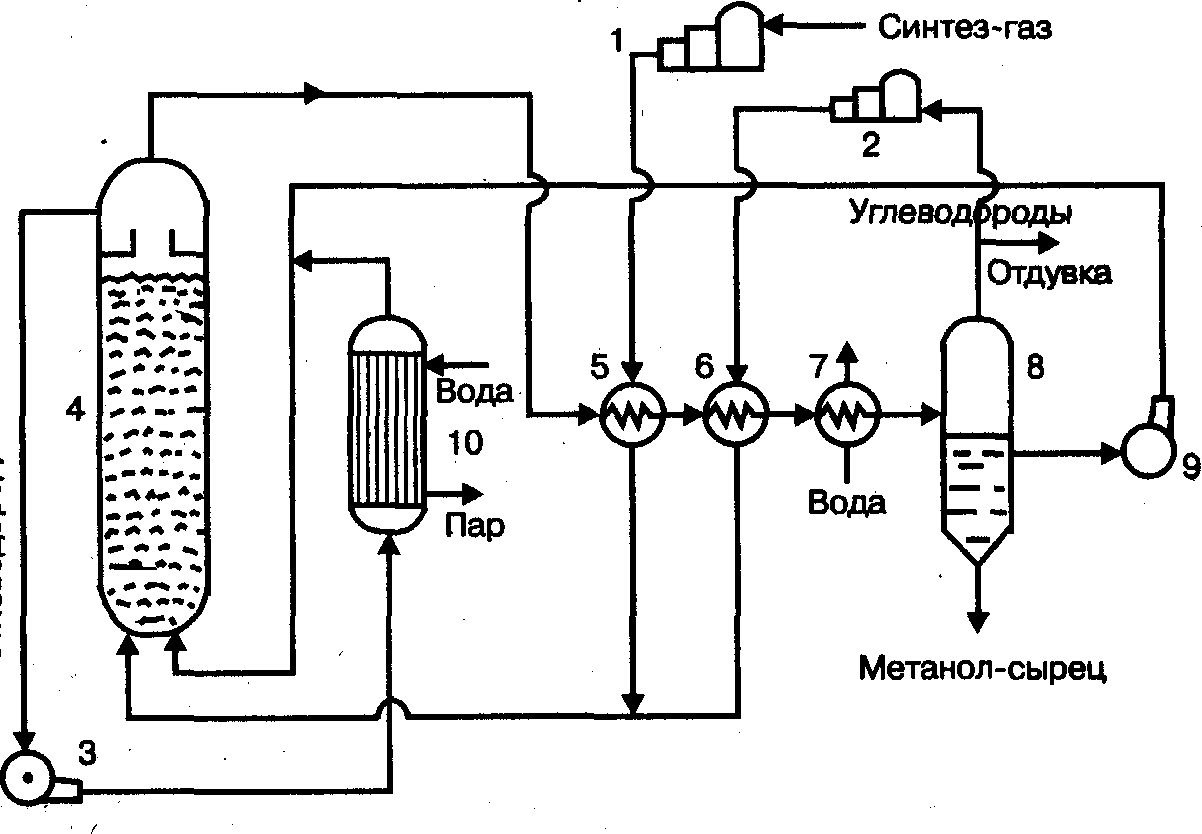
Рис. 2. Технологическая схема производства метанола в трехфазной системе:
1 — компрессор, 2 — циркуляционный компрессор, 3,9 — насосы, 4 • реактор кипящего слоя, 5,6 — теплообменники, 7 — холодильник-конденсатор, 8 — сепаратор, 10 — котел-утилизатор.
тор, соединяясь с потоком углеводородов, проходящих через котел-утилизатор 10. Таким образом жидкая углеводородная фаза циркулирует через реактор снизу вверх, поддерживая режим кипящего слоя тонкодисперсного катализатора в нем, и одновременно обеспечивая отвод реакционного тепла. Метанол-сырец из сепаратора 8 поступает на ректификацию или используется непосредственно как топливо или добавка к топливу.
Разработанный в 70-х годах трехфазный синтез метанола используется в основном, для производства энергетического продукта. В качестве жидкой фазы в нем применяются стабильные в условиях синтеза и не смешивающиеся с метанолом углеводородные фракции нефти, минеральные масла, полиалкилбензолы. К указанным выше преимуществам трехфазного синтеза метанола следует добавить простоту конструкции реактора, возможность замены катализатора в ходе процесса, более эффективное использование теплового эффекта реакции. Вследствие этого установки трехфазного синтеза более экономичны по сравнению с традиционными двухфазными как высокого так и низкого давления. В табл. 12.2 приведены показатели работы установок трех- и двухфазного процесса одинаковой производительности 1800 т/сут.
Таблица 12.2. Показатели работы установок синтеза метанола
| Показатель | Тип установки | |
| Трехфазная | Двухфазная | |
| Давление, МПа | 7,65 | 10,3 |
| Объемная скорость газа, ч~1 | 4000 | 6000 |
| Отношение циркуляционного газа • | ||
| к исходному синтез-газу | 1:1 | 5:1 |
| Концентрация метанола на выходе, % мол. | 14,5 | 5,0 |
| Мощность, потребляемая аппаратурой, кВт | 957 | 4855 |
| Термический коэффициент полезного | ||
| действия,% | 97,9 | 86,3 |
| Относительные капитальные затратызатраты | 0,77 | 1,00 |
7. Расчет материального баланса ХТС.
Тадл. №1. Составы потоков.
| Показатель | Размерность | Значение | Обозначение |
| Содерж. СО в циркул. газе | Мольн. доли | 0,12 | |
| Содерж. Н2 в циркул. газе | Мольн. доли | 0,74 | |
| Содерж. СН4 в цирк. газе | Мольн. доли | 0,14 | |
| Содерж СН4 в свежем газе | Мольн. доли | 0,04 | |
| Общая конверсия СО: | Мольн. доли | 0,2 | |
| - доля СО, преврат. в СН3ОН | 0,95 | ||
| - доля СО, преврат. в (СН3)2О | 0,03 | ||
| - доля СО, преврат. в С4Н9ОН | 0,02 | ||
| Базис расчета | т. СН3ОН | 1500 |
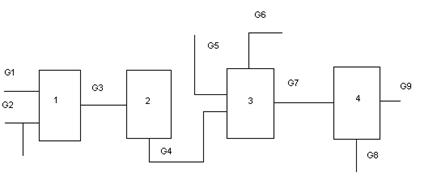
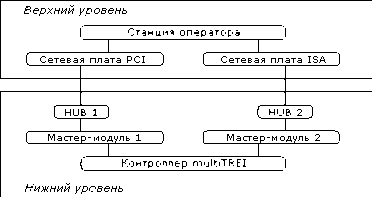
1.Структурная блок – схема.
![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()
Производство метанола основано на реакции:
СО + 2Н2 СН3ОН +Q,
Одновременно протекают побочные реакции:
СО +3Н2 СН4 +Н2О
2СО + 4Н2 (СН3)2О +Н2О
4СО + 8Н2 С4 Н9ОН + 3Н2О
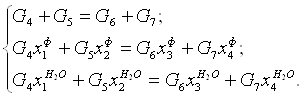
Составляем уравнения материального баланса:
Табл. №2. Соответствие переменных потокам.
| Поток | Переменная | Размерность | Значение по расчету |
| X1 | моль | 234,375 | |
| X2 | Моль | 53,267 | |
| X3 | Моль | 1509,233 | |
| X4 | Моль | 1250 | |
| X5 | Моль | 133,168 | |
| X6 | моль | 53,267 |
Производим замену переменных и записываем линейные уравнения следующим образом:
X1 – X2 – 0.12X3 = 0
X4 – X5 – 0.74X3 = 0
X4 – 0.4X1 – 0.74X3 – 0.74X6 = 0
0.8X1 – 0.12X3 – 0.12X6 = 0
0.04X2 + 0.04X5 – 0.14X6 = 0
6.4X1 = 1500
Матрица коэффициентов.
| X1 | X2 | X3 | X4 | X5 | X6 | Свободныечлены |
| 1 | -1 | -0,12 | 0 | 0 | 0 | 0 |
| 0 | 0 | -0,74 | 1 | -1 | 0 | 0 |
| -0,4 | 0 | -0,74 | 1 | 0 | -0,74 | 0 |
| 0,8 | 0 | -0,12 | 0 | 0 | -0,12 | 0 |
| 0 | 0,04 | 0 | 0 | 0,04 | -0,14 | 0 |
| 6,4 | 0 | 0 | 0 | 0 | 0 | 1500 |
Табл. №3.
Материальный баланс химико-технологической системы производства метанола на 1500т метанола.
| Приход | масса | %масс. | Расход | масса | %масс. |
| СО | 1491,476 | 0,792 | СН3ОН(сырец) | 1500 | |
| Н2 | 266,336 | 0,142 | (СН3)2О | 32,347 | 0,017 |
| СН4(инерт) | 124,3 | 0,066 | С4Н9ОН | 17,344 | 0,009 |
| Н2О | 25,31 | 0,014 | |||
| СН3ОН(чист.) | 1425 | 0,759 | |||
| Отдув. газы | 377,153 | 0,201 | |||
| Всего | 1882,102 | Всего | 1877,153 | ||
| Невязка | 4,949 |
Расчет:
M=M*N
Приход:
Расход:
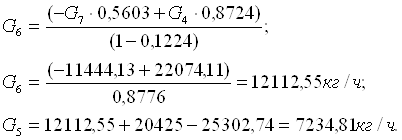
![]()
Отдувочные газы:
Расчёт технологических показателей (по СО):
Степень превращения
X = (1580,6 - 198,95)/ 1580,6 * 100% = 87,4 %
Селективность
= 46,88 Ммоль * 28 г/моль / (1580,6т - 198,95т ) * 100% = 95,0 %
Выход целевого продукта
= 1500 т / (56,45 Ммоль * 32 г/моль ) *100 % = 83,1 %
Расходный коэффициент
= 1580,6т / 1500т = 1,05
Теоретический расходный коэффициент
= 1380,4т / 1500 т = 0,92
Поточная диаграмма:

Используемая литература:
А.М.Кутёпов, Т.И.Бондарёва, М.Г.Беренгартен.
Общая химическая технология, Москва "Высшая школа", 1990г
2. И.П.Мухлёнов, Общая химическая технология.
Том 2 - Важнейшие химические производства
3. Г.Н.Кононова,В.В.Сафонов, Е.В.Егорова, "Расчет материального баланса химико-технологических систем интегральным методом".
Содержание:
1. Введение………………………………………………..…….………………2
Характеристика исходного сырья……………….….….………………3
Характеристика целевого продукта…………….….....………………5
4. Физико-химическое обоснование основных процессов производства целевого продукта……………………………….…………………………….7
а) равновесие………………………….………….……………………..7
б) кинетика…………………………………………….………………..9
в) оптимальные условия…………………….….…..……………….12
5. Описание технологической схемы процесса..….…..………………12
6. Расчёт материального баланса………………...………...…...……..15
7. Расчёт технологических показателей………...……………………19
Поточная диаграмма…………………………………………………….20
Используемая литература……………………………………………..21
![]()
Похожие работы
... -газ смешивается с циркуляционным газом, который поджимается до рабочего давления в компрессоре 2. Газовая смесь проходит через адсорбер. Высшие спирты Рис. 1. Технологическая схема производства метанола при низком давлении: 1 — турбокомпрессор, 2 — циркуляционный компрессор, 3, 7 —холодильники, 4 — сепаратор, 5 — адсорбер, 6 — реактор адиабатического ...
... и красный уголок. Все рассмотренные помещения соединяются между собой с помощью коридоров, лестничных клеток, галерей и тамбуров. 11. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА ПРОИЗВОДСТВА ФОРМАЛИНА Химическое производство относится к отрасли промышленности, которая представляет потенциальную опасность профессиональных заболеваний и отравлений работающих. Число отравлений и профессиональных ...
... эту высокую стоимость. К тому же метанол сильно ядовит. Что касается дизельных двигателей, то в них можно использовать продукт разложения метанола – ДМЭ. 4. Получение диметилового эфира дегидратацией метанола Дегидратация метанола с получением диметилового эфира-исторически первый путь проведения данного синтеза. Этому процессу ещё с 1960-х годов было посвящено множество работ советских и ...
... синтеза. Температура процесса зависит главным образом от активности применяемого катализатора и варьируется в пределах от 250 до 420°С. В соответствии с температурным режимом работы катализаторы синтеза метанола подразделяются на высокотемпературные и низкотемпературные. Высокотемпературные катализаторы, получаемые методом соосаждения оксидов цинка и хрома, например, катализатор СМС-4 состава ...
0 комментариев