ОФОРМЛЕНИЕ ГРАФИЧЕСКОЙ ЧАСТИ ПРОЕКТОВ
Основные правила выполнения электромонтажных чертежей и чертежей изделий с электрическими обмотками. Условные изображения сердечников магнитопроводов
Виды и типы схем. Правила выполнения электрических схем
Оформление иллюстраций, графиков и таблиц
Обозначения буквенно-цифровые в электрических схемах
Навигация
Основные правила выполнения электромонтажных чертежей и чертежей изделий с электрическими обмотками. Условные изображения сердечников магнитопроводов
Конструкции и технология изготовления электротехнических изделий
55633
знака
2
таблицы
29
изображений
2.3. Основные правила выполнения электромонтажных чертежей и чертежей изделий с электрическими обмотками. Условные изображения сердечников магнитопроводов
Электромонтажные чертежи выполняют в ДП по электрическим сетям летательных аппаратов.
Электромонтажный чертеж допускается выполнить в виде аксонометрической проекции согласно ГОСТ 2.317–69. Основные правила выполнения чертежей для электромонтажа определяет ГОСТ 2.413–72. На электромонтажном чертеже изображают:
сплошными основными линиями – составные части, устанавливаемые при электромонтаже, и места присоединения проводников;
сплошными тонкими линиями и упрощенно – составные части, устанавливаемые до электромонтажа. "Обстановку" изображают непрозрачной.
Проводник, провод, кабель, жгут, шину изображают в соответствии с ГОСТ 2.414–75. При условном изображении проводников рядом допускается слияние:
одиночных проводов;
группы одиночных проводов с другими группами или одиночными проводами.
Не допускается слияние линий, изображающих жгут или кабель и входящие в его состав проводники, с линиями других жгутов и кабелей.
При условии изображения проводников их изгибы в местах слияния и разветвления линий, означающих одиночные провода и т.п., изображают прямыми линиями под углом приблизительно 45º (рис. 4).
Допускается изображать места слияния и разветвления жгутов, а также изгибы проводников (кроме мест слияния и разветвления) и проволочных выводов резисторов, конденсаторов и т.д. прямыми линиями под углом приблизительно 90°.
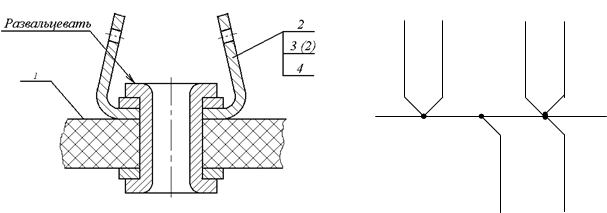
Рис. 3 Рис. 4
Два перекрещивающихся проводника без соединения изображают без точки (рис. 5).

Рис. 5 Рис. 6
Линию проводника, переходящую с одного вида листа на другой, предпочтительно обрывать за пределами очертания изделия с указанием обозначения линии и вида (рис. 6).
Линии проводников, присоединенных к многоконтактному изделию, допускается заканчивать у линии внешних контуров изделия. В этом случае:
у контактов показывают концы линии и обозначение присоединенных проводников (рис. 7);
у изображения многоконтактного изделия помещают таблицу с номерами контактов и обозначениями проводников (рис. 8).
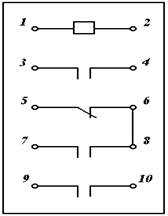
При отсутствии маркировки контактов изделия на чертеже их обозначают и поясняют схемой соединения контактов (рис. 9).
Электрическое соединение, осуществляемое пайкой или сваркой, изображают точкой диаметром от 1,5´S до 3´S, где S – толщина основной линии.

Рис. 7 Рис. 8
ГОСТ 2.414–75 определяет правила выполнения чертежей и маркировки жгутов, кабелей, проводов.
Чертежом жгута называется сборочный чертеж изделия, состоящего из скрепляемых в пучок двух и более проводов или кабелей и, при необходимости, соединительных устройств, наконечников и т.п.
 Провода представляют собой изолированные проводники для монтажа на щитах, панелях или для соединений между приборами и аппаратами. Провода подразделяются по назначению на силовые, монтажные и обмоточные. Кабели – изделия, выполненные из гибких изолированных проводов, заключенных в герметичные оболочки.
Провода представляют собой изолированные проводники для монтажа на щитах, панелях или для соединений между приборами и аппаратами. Провода подразделяются по назначению на силовые, монтажные и обмоточные. Кабели – изделия, выполненные из гибких изолированных проводов, заключенных в герметичные оболочки.
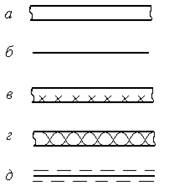
Рис. 9 Рис. 10
Согласно ГОСТ 2.414–75, провода, кабели, жгуты изображают упрощенно двумя контурными линиями (рис. 10, а); одной сплошной основной линией толщиной S (рис. 10, б); в случае необходимости выделить их на чертеже они изображаются двумя контурными линиями с указанием оплетки около одной линии (рис. 10, в).
Существует два способа изображения экранированных проводов: двумя контурными линиями (рис. 10, г) или одной контурной линией (рис. 10, д).
Жгуты, располагающиеся в собранном изделии в разных плоскостях (рис. 11, а), изображают на чертежах, в одной плоскости в развернутом виде (рис .11, б), со смещением отдельных участков изображения – для лучшего использования поля чертежа (рис. 11, в). Можно изображать жгуты, лежащие в разных плоскостях, в аксонометрических проекциях.
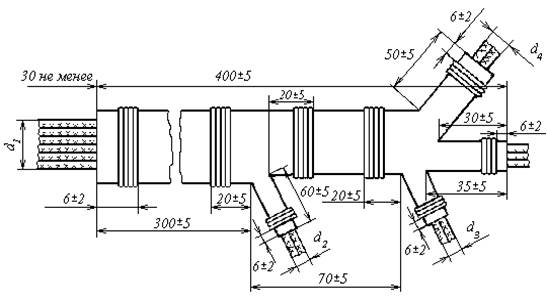
При выполнении ДП по проектированию систем электроснабжения летательных аппаратов возникает необходимость разработки сборочных чертежей жгутов. Пример выполнения сборочного чертежа жгута представлен на рис. 12.
ГОСТ 2.415–68 устанавливает правила выполнения чертежей изделий с электрическими обмотками: электрических машин, приборов, аппаратов, согласовывая их с остальными ГОСТ ЕСКД.
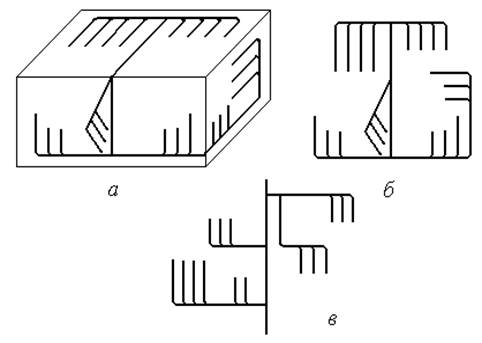
Рис. 11
В продольных разрезах якорей (роторов), статоров и индукторов электрических машин, как правило, изображают верхнюю половину.
В случае необходимости нижнюю половину изображают только контуром.
Примеры выполнения одно- и многовитковых обмоток статоров и роторов в продольном разрезе приводятся в табл.1 ГОСТ 2.415–68.
В поперечных разрезах и сечениях многовитковую обмотку штрихуют в клетку, одновитковую, двухвитковую и стержневую обмотки не штрихуют (примеры выполнения приведены в табл.2 ГОСТ 2.415–68). Провод, диаметр или толщина которого на чертеже 3 мм или более, в поперечном сечении штрихуют как металл в случае, если обмотки имеют малое число витков.
 Изоляцию однослойную и многослойную, толщина которой на чертеже 2 мм и более, штрихуют как неметаллические монолитные материалы (причем многослойную изоляцию из одного материала изображают как монолит-
Изоляцию однослойную и многослойную, толщина которой на чертеже 2 мм и более, штрихуют как неметаллические монолитные материалы (причем многослойную изоляцию из одного материала изображают как монолит-
Рис. 12
ное тело, не проводя линий, отделяющих отдельные слои изоляции), а толщиной менее 2 мм – зачерняют (рис. 13, а).
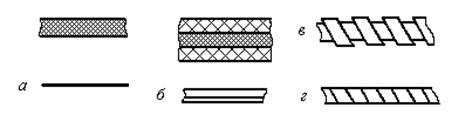
Рис. 13
Многослойную изоляцию из различных материалов, толщина которой на чертеже 2 мм и более, штрихуют как неметаллические материалы, разделяя сплошными линиями слои. Изоляцию толщиной менее 2 мм зачерняют, разделяя слои просветами (рис. 13, б). Изоляция на видах изображается в разбежку (рис. 13, в), встык или с перекрытием (рис. 13, г).
Неизолированные катушки на чертеже изображают как монолитное тело, не вычерчивая проводов. В случае необходимости показать на чертеже место припайки выводов, делают местный разрез катушки вдоль проводов обмотки (рис. 14).
На сборочном чертеже изделий с обмотками помещают, как правило, схему обмотки. Данные о намотке, пропитке, пайке и лакокрасочном покрытии приводят в технических требованиях чертежа.
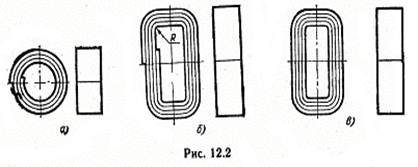
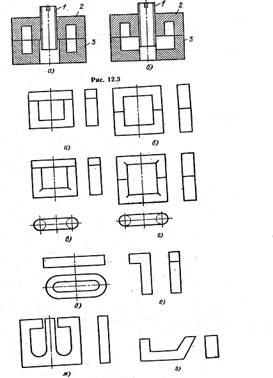
Условные изображения сердечников магнитопроводов в поперечных разрезах и сечениях определяет ГОСТ 2.416–68. Шихтованные и витые сердечники в поперечных разрезах и сечениях (относительно листов или лент) штрихуют сплошными тонкими линиями (длина штрихов и частота штриховки в соответствии с ГОСТ 2.306–68), ограничивая эти линии вспомогательными диагоналями, не показываемыми на чертеже.

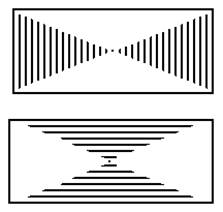
Рис. 14 Рис. 15
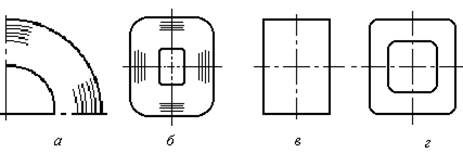
Рис. 16
Направление линии штриховки должно соответствовать расположению листов или витков ленты сердечника (рис. 15).
При штриховке витых сердечников в продольных разрезах и сечениях (относительно лент) длина линий штриховки не регламентируется, но должна быть примерно одинакова. Направление линий штриховки должно соответствовать расположению листов или витков ленты сердечника (рис. 16, а, б).
Сердечники магнитопроводов в разрезах и сечениях вдоль листов не штрихуют (рис.16, в, г, разрез Б-Б на рис. 17).
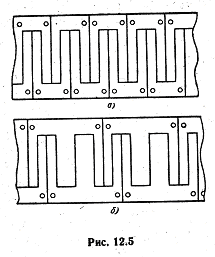
Сердечники магнитопроводов значительной длины, изображаемые с разрывом или без разрыва в поперечных сечениях, штрихуют по краям (рис. 18, а). При местном разрезе сердечник штрихуют как металл (рис. 18, б).
Если секущая плоскость проходит через ось сердечника якоря (ротора) или статора, то независимо от угла наклона зубца сердечника зубец условно совмещают с плоскостью чертежа и разрез (сечение) показывают по зубцу (рис. 19, а).
Сердечники магнитопроводов на видах показывают как монолитные тела (рис. 16, в и 19, б).

Рис. 17
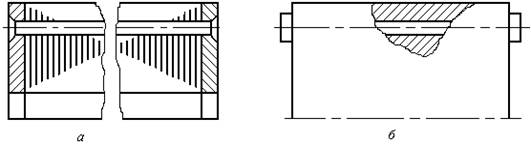
Рис. 18
Сердечники магнитопроводов значительной длины, изображаемые с разрывом или без разрыва в поперечных сечениях, штрихуют по краям
(рис. 18, а). При местном разрезе сердечник штрихуют как металл (рис. 18, б).
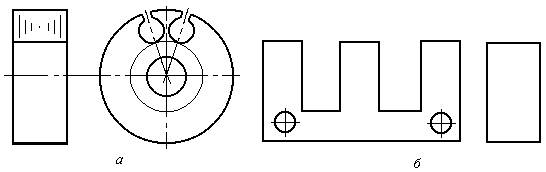
Рис. 19
Если секущая плоскость проходит через ось сердечника якоря (ротора) или статора, то независимо от угла наклона зубца сердечника зубец условно совмещают с плоскостью чертежа и разрез (сечение) показывают по зубцу (рис. 19, а).
Сердечники магнитопроводов на видах показывают как монолитные тела (рис. 16, в и 19, б).
Похожие работы
... », изучили современные проблемы технологического образования, этапы становления технологического образования в России, проанализировали раздел «Технология обработки металлов » в 5 классе, а так же учебники и учебные пособия по Технологии, дали необходимые рекомендации для их использования в обучении. 2. Методика организации работы по разделу «Технология обработки древесины» в 5 классе 2.1 ...
... основные этапы: приготовление порошков соответствующих окислов металлов, приготовление формовочной смеси, формование; термообработка, пропитка магнитопроводов. Технология изготовления магнитопроводов из ферритов аналогична технологии изготовления деталей из керамики. Формование магнитопроводов осуществляется сухим или сырым прессованием, а также выдавливанием через мундщтук. Отпрессованное ...
... (8)где Σtм, Σtc, Σtп, Σtа - сумма времени по специальностям, сек; Тизд - трудоемкость изделия, сек. 3. Техническое проектирование технологического процесса экспериментального производства 3.1 Выбор организационной структуры экспериментального цехаОсновными видами работ, выполняемыми в экспериментальном цехе, являются: конструкторская и технологическая проработка новых моделей ...


... износу, а также при возможных повреждениях при нарушении правил эксплуатации, должны изготовляться с учетом их легкого и безопасного монтажа и демонтажа. Доступ к этим частям станка для работы с соответствующими вспомогательными средствами (инструментами, измерительными инструментами и т. д.) обеспечивают в соответствии с заданными изготовителем методами работы. 1.5 Работы по наладке и уходу, ( ...
0 комментариев