Навигация
Термоэлектрические термометры
48130
знаков
2
таблицы
14
изображений
1.2. Термоэлектрические термометры
Для измерения температуры в металлургии наиболее широкое распространение получили термоэлектрические термометры, работающие в интервале температур от -200 до +2500 0C и выше. Данный тип устройств характеризует высокая точность и надежность, возможность использования в системах автоматического контроля и регулирования параметра, в значительной мере определяющего ход технологического процесса в металлургических агрегатах.
 Сущность термоэлектрического метода заключается в возникновении ЭДС в проводнике, концы которого имеют различную температуру. Для того, чтобы измерить возникшую ЭДС, ее сравнивают с ЭДС другого проводника, образующего с первым термоэлектрическую пару AB (рис. 3), в цепи которой потечет ток.
Сущность термоэлектрического метода заключается в возникновении ЭДС в проводнике, концы которого имеют различную температуру. Для того, чтобы измерить возникшую ЭДС, ее сравнивают с ЭДС другого проводника, образующего с первым термоэлектрическую пару AB (рис. 3), в цепи которой потечет ток.
Результирующая термо-ЭДС цепи, состоящей из двух разных проводников A и B (однородных по длине), равна
![]()
или
![]() (1)
(1)
где ![]() и
и ![]() - разности потенциалов проводников A и B соответственно при температурах t2 и t1, мВ.
- разности потенциалов проводников A и B соответственно при температурах t2 и t1, мВ.
Термо-ЭДС данной пары зависит только от температуры t1 и t2 и не зависит от размеров термоэлектродов (длины, диаметра), величин теплопроводности и удельного электросопротивления.
Для увеличения чувствительности термоэлектрического метода измерения температуры в ряде случаев применяют термобатарею: несколько последовательно включенных термопар, рабочие концы которых находятся при температуре t2, свободные при известной и постоянной температуре t1.
Устройство термоэлектрических термометров
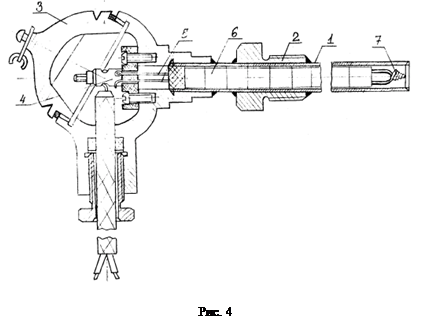 Термоэлектрический термометр (ТТ) – это измерительный преобразователь, чувствительный элемент которого (термопара) расположен в специальной защитной арматуре, обеспечивающий защиту термоэлектродов от механических повреждений и воздействия измеряемой среды. На (рис. 4) показана конструкция технического ТТ. Арматура включает защитный чехол 1, гладкий или с неподвижным штуцером 2, и головку 3, внутри которой расположено контактное устройство 4 с зажимами для соединения термоэлектродов 5 с проводами, идущими от измерительного прибора к термометру. Термоэлектроды по всей длине изолированы друг от друга и от защитной арматуры керамическими трубками (бусами) 6.
Термоэлектрический термометр (ТТ) – это измерительный преобразователь, чувствительный элемент которого (термопара) расположен в специальной защитной арматуре, обеспечивающий защиту термоэлектродов от механических повреждений и воздействия измеряемой среды. На (рис. 4) показана конструкция технического ТТ. Арматура включает защитный чехол 1, гладкий или с неподвижным штуцером 2, и головку 3, внутри которой расположено контактное устройство 4 с зажимами для соединения термоэлектродов 5 с проводами, идущими от измерительного прибора к термометру. Термоэлектроды по всей длине изолированы друг от друга и от защитной арматуры керамическими трубками (бусами) 6.
Защитные чехлы выполняются из газонепроницаемых материалов, выдерживающих высокие температуры и агрессивное воздействие среды. При температурах до 10000С применяют металлические чехлы из углеродистой или нержавеющей стали, при более высоких температурах – керамические: фарфоровые, карбофраксовые, алундовые, из диборида циркония и т. п.
В качестве термоэлектродов используется проволока диаметром 0.5 мм (благородные металлы) и до 3 мм (неблагородные металлы). Спай на рабочем конце 7 термопары образуется сваркой, пайкой или скручиванием. Последний способ используется для вольфрам-рениевых и вольфрам-молибденовых термопар.
Термоэлектрические термометры выпускаются двух типов: погружаемые, поверхностные. Промышленность изготавливает устройства различных модификаций, отличающихся по назначению и условиям эксплуатации, по материалу защитного чехла, по способу установки термометра в точке измерения, по герметичности и защищенности от действия измеряемой среды, по устойчивости к механическим воздействиям, по степени тепловой инерционности и т. п.
Стандартные и нестандартные термоэлектрические термометры
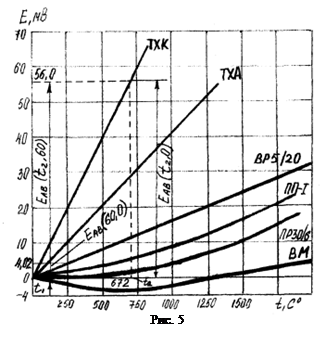
Для измерения в металлургии наиболее широко применяются ТТ со стандартной градуировкой: платинородий-платиновые (ТПП), платинородий-платинородиевые (ТПР), хромель-алюмелевые (ТХА), хромель-капелевые (ТХК), вольфрамрений-вольфрамрениевые (ТВР). В ряде случаев используют также ТТ с нестандартной градуировкой: медь-константановые, вольфрам-молибденовые (ТВР) и др. На (рис. 5) приведены градуировочные кривые ряда термопар.
 В условиях длительной эксплуатации при высоких температурах и агрессивном воздействии сред появляется нестабильность градуировочной характеристики, которая является следствием ряда причин: загрязнения материалов термоэлектродов примесями из защитных чехлов, керамических изоляторов и атмосферы печи; испарения одного из компонентов сплава; взаимной диффузии через спай. Величина отклонения может быть значительной и резко увеличивается с ростом температуры и длительностью эксплуатации. Указанные обстоятельства необходимо учитывать при оценке точности измерения температуры в производственных условиях.
В условиях длительной эксплуатации при высоких температурах и агрессивном воздействии сред появляется нестабильность градуировочной характеристики, которая является следствием ряда причин: загрязнения материалов термоэлектродов примесями из защитных чехлов, керамических изоляторов и атмосферы печи; испарения одного из компонентов сплава; взаимной диффузии через спай. Величина отклонения может быть значительной и резко увеличивается с ростом температуры и длительностью эксплуатации. Указанные обстоятельства необходимо учитывать при оценке точности измерения температуры в производственных условиях.
Поверка технических ТТ
Поверка ТТ сводится к определению температурной зависимости термо-ЭДС и сравнению полученной градуировки со стандартными значениями.
Градуировка производится двумя методами: по постоянным точкам или сличениям.
Градуировка по постоянным (реперным) точкам является наиболее точной и применяется для образцовых термопар. Поверяемую термопару помещают в тигель с металлом высокой чистоты, установленной в печи, и регистрируют площадку на кривой изменения термо-ЭДС по мере повышения или понижения температуры металла. Данная площадка соответствует температуре плавления или кристаллизации металла, причем более предпочтительно вести градуировку по точке кристаллизации. В качестве реперных металлов используют золото, палладий, платину и др.
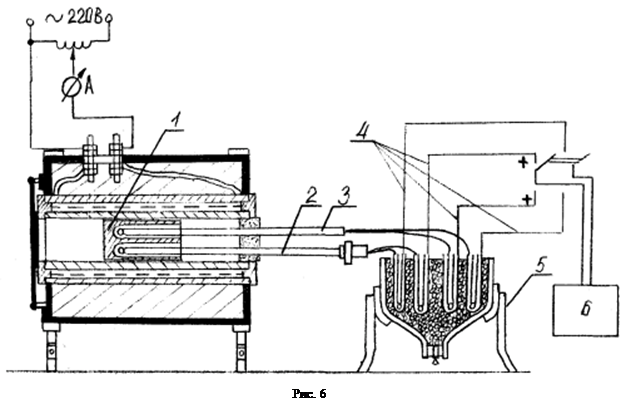
Методом сличения проводится градуировка образцовых термопар второго разряда и технических ТТ. Он заключается в непосредственном измерении термо-ЭДС градуируемой термопары при постоянной температуре свободных концов t0=0 0C и различных температурах t2 рабочего спая, причем последняя определяется с помощью образцового термометра (термопары, пирометра излучения). На (рис. 6) приведена схема установки для градуировки ТТ методом сличения с образцовой термопарой. Металлический блок служит для обеспечения равенства температур рабочих спаев образцовой и поверяемой термопар. Измерения термо-ЭДС производят с помощью переносного потенциометра с точностью измерения (отсчета) не хуже 0.1 мВ. Отсчет проводится после 10 минут выдержки при данной температуре.
Похожие работы
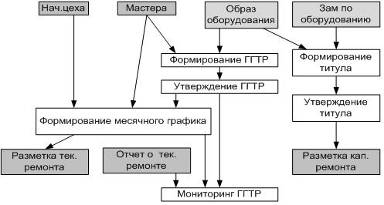


... приложении 2. Этот документ содержит ответы на такие вопросы: что должен знать работник, что уметь, его права и обязанности. [10] Существует три формы организации ремонтного хозяйства на металлургических предприятиях: Ø централизованная; Ø децентрализованная; Ø смешанная. При децентрализованной форме ремонтные средства и персонал находятся в ведении и цехов предприятия. При ...
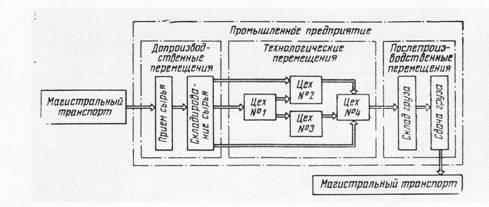
... со средой осуществляется с помощью внешнего промышленного транспорта через стыковые пункты. Следовательно, состав всей транспортной системы можно представить совокупностью трех подсистем со свойственными им конструктивными особенностями: внешнего промышленного транспорта, транспортных магистралей и пунктов их стыкования. Под пунктом стыкования понимают подсистему транспорта как комплекс ...
... биогеохимический кругооборот. В социально-экономических системах около 90% материальных ресурсов переходит в отходы, а основное количество энергии используется в производстве и потреблении. Поэтому главной задачей промышленной экологии является нахождение путей для рационального использования природных ресурсов, предотвращения их исчерпания, деградации и загрязнения окружающей среды, а в конечном ...
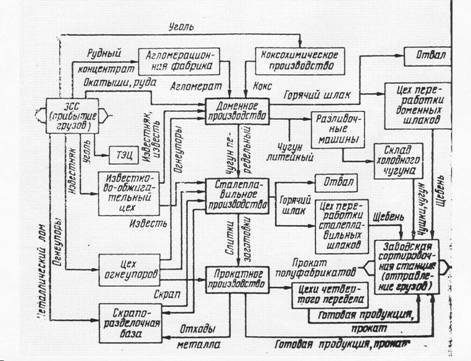
... и использования отходов производства, используется устаревшая система охлаждения печей. Руководством Макеевского металлургического завода принято решение дальнейшей эксплуатации мартеновского цеха с применением некоторых усовершенствований, перевод производства стали на другую, более современную технологию не предполагается. 2.8 Выводы Одной из острейших проблем на современном этапе ...
0 комментариев