Навигация
Ручная дуговая сварка используется для прихвата конструкции
7902
знака
4
таблицы
0
изображений
4. Ручная дуговая сварка используется для прихвата конструкции.
В соответствии с методическими указаниями получаем следующий режим сварки:
Для подбора силы сварочного тока используем выражение:![]() ,
,
где ![]() диаметр электрода.
диаметр электрода.
Диаметр электрода ![]() выбирают в зависимости от толщины свариваемых деталей.
выбирают в зависимости от толщины свариваемых деталей.
![]()
![]() , т.к. преобладают детали с
, т.к. преобладают детали с ![]() .
.
Применяем электрод марки УОНИ ![]() . Тогда
. Тогда ![]()
Скорость сварки: ![]()
Оборудование и сварочные материалы.
1. Ручная дуговая сварка.
Оборудование: сварочный аппарат для РДС, источник питания с номинальным сварочным током ![]() .
.
Материалы: электрод марки УОНИ ![]() с
с ![]()
2. Полуавтомат в среде СО2:
Оборудование: сварочный аппарат “Гранит-2; источник питания ВС-600 с номинальным током ![]()
Материалы: сварочная проволока Св – 08Г2С, сварочный газ СО2 1-го сорта.
3. Автоматическая под слоем флюса:
Оборудование: сварочный аппарат “Бриг” с источником питания ВС – 1000 с номинальным сварочным током ![]()
Материалы: сварочная проволока Св 10ГН ,![]() флюс марки АН-348А.
флюс марки АН-348А.
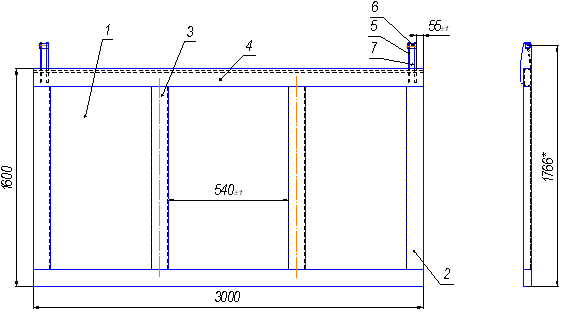
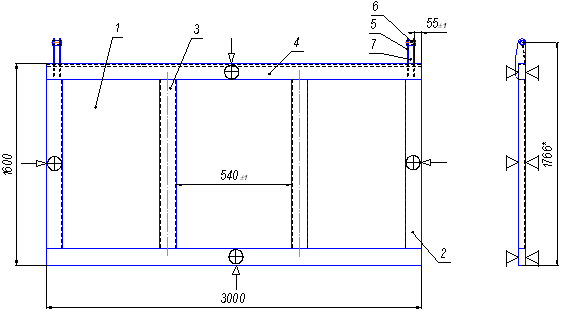
Технологическая последовательность сборки бортовой секции корпуса судна.
Технологическая карта ![]() на сборку и сварку корпусной конструкции. Таблица4.
на сборку и сварку корпусной конструкции. Таблица4.
| Кафедра | Секция | ВолковД.В. | Группа 97-КС-2 | |||||||
| Номера операций | Содержание сборочных и сварочных операций с нумерацией деталей | Условное обозначение способа сварки | Буквенно-цифровое обозначение сварного шва. | Положение шва в пространстве | Режим сварки | Диаметр электрода (проволоки),ммм | Марка проволоки (электрода) | Марка флюса или защитного газа. | ||
| Сила тока,А | Напряжение на дуге ,В | Скорость сварки ,м/ч | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Сборка и сварка полотнища. | ||||||||||
| 1 | Собрать полотнище из деталей 1,2,3,4. | 250 | 5 | УОНИ 13/45 | ||||||
| 2 | Сварить детали (1,2),(3,4). | Ам | С2 | Н | (720),(900). | (38,0),(41,2). | (0,46),(0,37). | (4)(4,5) | Св-10ГН | АН-348А |
| Сборка и сварка узлов набора. | ||||||||||
| 3 | Собрать комингс с полотнищем. | 250 | 5 | УОНИ 13/45 | ||||||
| 4 | Собрать тавровую балку из деталей 6и7 (6шт) | УП | Т3 | Н | 280-300 | 28-30 | 25-30 | 2,0 | Св-08Г2С | 1сорт СО2 |
| Сборка и сварка секции. | ||||||||||
| 5 | Установить комингс к полотнищу. | 250 | 5 | УОНИ 13/45 | ||||||
| 6 | Приварить комингс к полотнищу | УП | Т3 | Н | 180-220 | 23-26 | 20-35 | 1,6 | Св-08Г2С | 1сорт СО2 |
| 7 | Установить тавровые балки к полотнищу. | 250 | 5 | УОНИ 13/45 | ||||||
| 8 | Приварить тавровые балки к полотнищу | УП | Т3 | Н | 180-220 | 23-26 | 20-35 | 1,6 | Св-08Г2С | 1сорт СО2 |
| 9 | Установить стойки и ребра жесткости к полотнищу. | 250 | 5 | УОНИ 13/45 | ||||||
| 10 | Приварить тавровые балки к полотнищу | УП | Т1 | Н | 280-300 | 28-30 | 25-30 | 2,0 | Св-08Г2С | 1сорт СО2 |
Контроль качества шва.
При проверке качества сварки применяют следующие методы.
Внешние дефекты, свищи, поры, раковины, смещение шва, подрез шва, неравномерности сечения шва выявляют путем внешнего осмотра для определения поверхности шва, а так же сравнение эталонов при проверке поверхности. Внутренние дефекты: такие как трещины, непровары выявляют ренгенографированием сварного шва.Техника безопасности.
Выполнение сварных работ при сборке данной конструкции подразумевает работу человека с приборами и аппаратами, которые при их неумелом использовании могут привести к травматизму рабочего и послужить причиной аварийной ситуации.
Обеспечение безопасности жизнедеятельности человека выполняющего данного вида работу, включает в себя:
- Соблюдение норм допуска рабочих к данному виду работ.
- Гарантированность исправности оборудования перед началом работ, обеспечение заземления и необходимой энерговооруженности машин и автоматов.
- Инструктаж работника перед началом работ.
Литература:
Бельчук Г.А.,Гатовский К.М.,Кох Б.А. Сварка судовых конструкций. –Л.:Судостроение, 1980.-448с. Методические указания по выбору методов и режимов сварки при изготовлении корпусных конструкций. ГОСТ 3242-81. Швы сварных соединений. Методы контроля качества. Л.В.Верховенко.Тухин А.К., Справочник сварщика. - Минск: Высшая школа, 1990.-480с.Похожие работы
... питания ВС – 1000 с номинальным сварочным током Материалы: сварочная проволока Св 10ГН , флюс марки АН-348А. Технологическая последовательность сборки бортовой секции корпуса судна. Технологическая карта на сборку и сварку корпусной конструкции. Таблица4. Кафедра Секция ВолковД.В. Группа 97-КС-2 Номера операций Содержание сборочных и сварочных операций с нумерацией ...
... таких "трубных" эмблем. У него был толстый альбом с рисунками, фотографиями и вырезками из морских журналов. Начнешь разглядывать — не оторвешься...» Сварка в изготовлении судовых дымовых труб. При изготовлении дымовой трубы и ее установке никак нельзя обойтись без сварки. Стальная конструкция такого рода должна быть очень прочной, и, поэтому, в судостроении применяют несколько видов сварки: ...
... приемно-сдаточной документации. 8.5. Испытания готового корпуса на непроницаемость необходимо производить в обязательном порядке согласно ОСТ5.1180. 9. Выбор СТО для изготовления секции 9.1. Проектирование нового автоматизированного и механизированного оборудования, технологической оснастки и приспособлений для изготовления корпусных конструкций следует производить одновременным методом и ...
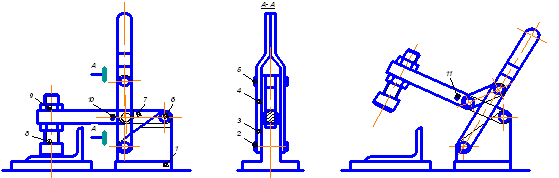
... сил зажима, а также сил, возникающих в процессе сварки, и реакции опор. Для удовлетворения вышеописанных требований мною было спроектировано приспособление, фиксирующее сборочные детали в единый узел и фиксирующее их от перемещений при сборке сварке изделия «Задний борт» механическими упорами и опарами. Использование специальной сборочно-сварочной оснастки позволяет повысить производительность ...
0 комментариев