Навигация
Методика установления норм времени
47263
знака
2
таблицы
0
изображений
2. Методика установления норм времени
2.1. Разработка норм времени
Нормы времени устанавливаются, как правило, для рабочих. Для них нормируемое время подразделяется на штучное и подготовительно-заключительное. Штучным называется время, необходимое для изготовления единицы продукции при определенных организационных и технических условиях производства. Оно состоит из основного и вспомогательного времени, времени обслуживания рабочего места и перерывов на отдых и личные надобности рабочего.
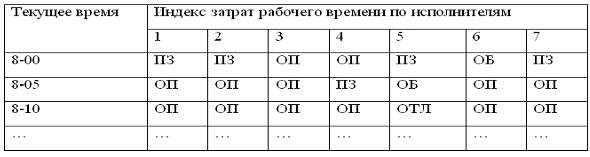
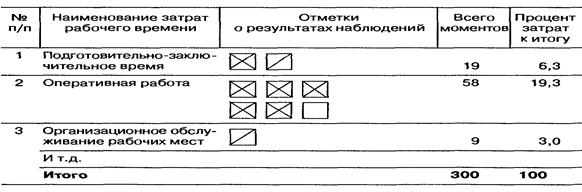
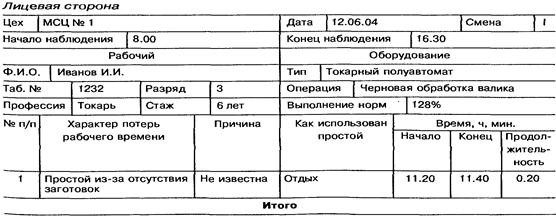
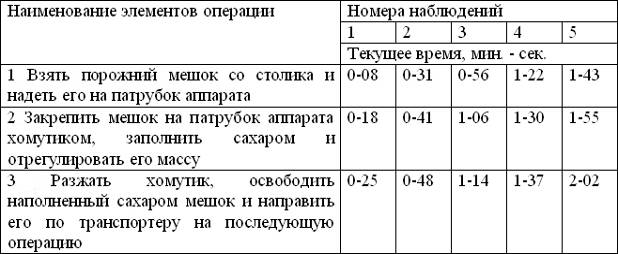
В единичном и мелкосерийном производствах норма времени устанавливается, как правило, при помощи специальных нормативов работы оборудования и нормативов времени на отдельные элементы работы. В массовом производстве норма времени может быть установлена непосредственно путем изучения и обобщения передового производственного опыта с использованием хронометража и фотографирования рабочего дня.
Объектом нормирования труда является производственная операция, под которой понимают часть производственного процесса, выполняемую одним рабочим или их группой на одном рабочем месте и над одним предметом труда. Таким образом, для операции характерны постоянные рабочее место, исполнитель и предмет труда.
При индивидуальной работе или в тех случаях, когда труд в бригаде функционально разделен, объектом нормирования выступает производственная операция, выполняемая на каждом рабочем месте. При этом бригадная норма выработки определяется по выходу конечной продукции с последней производственной операции, а индивидуальная - по трудозатратам на одну операцию.
Для установления норм времени по каждому элементу производственной операции независимо от формы организации труда (индивидуальная или бригадная) отдельно проводится аналитическая и расчетная работа. При этом руководствуются следующими основными положениями:
* технологический процесс должен быть спроектирован на основе прогрессивных нормативов использования оборудования и наивыгоднейших технологических режимов работы с использованием эффективных инструментов и приспособлений, с учетом возможностей одновременной обработки нескольких поверхностей и пр. Критериями прогрессивности технологии следует считать наименьшую трудоемкость и сокращение отходов при обработке предметов труда;
* возникающие в процессе работы технологические перерывы (бездействие рабочего во время автоматической, самоходной работы оборудования) должны быть по возможности перекрыты выполнением какой-либо ручной работы в порядке совмещения трудовых функций с автоматической работой оборудования или одновременным обслуживанием двух или нескольких единиц оборудования;
* в качестве исполнителя работ должен приниматься не самый лучший рабочий и не отстающий, а средний, имеющий определенный уровень квалификации, опыт работы по специальности, правильно организующий свое рабочее место, не допускающий брака в работе, соблюдающий все правила техники безопасности;
* рациональная организация труда, правильное его разделение и кооперация оказывают большое влияние на величину затрат труда. Поэтому при анализе необходимо прежде всего аттестовать рабочие места, определить полный объем производимых на них работ, рассчитать необходимые затраты времени на каждый элемент работы или на производственную функцию и в соответствии с этим сформировать бригады или звенья.
Нормы времени и их разработка в различных типах производства и отраслях имеют свои особенности.
Поскольку повторяемость тех или иных работ в производствах различного типа неодинакова, постольку неодинакова и допускаемая точность нормирования. В массовом и крупносерийном производствах требуется наибольшая точность нормирования, так как даже небольшие погрешности в расчетах при весьма значительной повторяемости работ могут привести к ошибкам в плановых расчетах по труду и заработной плате.
В массовом и крупносерийном производствах нормы рассчитываются по отдельным приемам, в серийном производстве - по комплексам приемов, а в мелкосерийном и единичном производствах - с помощью специальных нормативов на всю операцию.
2.2. Нормирование основного и вспомогательного времени
При работе на металлообрабатывающих и деревообрабатывающих станках норма затрат основного машинного времени может быть определена по формуле
ТО = ![]()
где ТО- норма основного времени, мин; L - расчетная длина обработки, мм; i - число проходов; n - число оборотов или двойных ходов, имеющихся на станке, в 1 мин; S - величина подачи режущего инструмента за один оборот или двойной ход, мм.
Для практического применения данную формулу можно привести к виду, удобному для расчетов норм при использовании конкретного типа оборудования (станков). Так, для определения нормы основного машинного времени при работе на токарных станках целесообразно применять следующую формулу
ТО = 
где l1 - длина обработки по чертежу, мм; l2 - дополнительная длина на врезание и выход резца, мм; l3 - дополнительная длина на взятие пробной стружки, мм; i - число проходов; n - число оборотов шпинделя станка в 1 мин; S - подача резца за один оборот шпинделя, мм.
Вспомогательное время нормируется либо с помощью специальных нормативов, либо путем непосредственных хронометражных исследований наиболее производительных методов работы.
В единичном производстве возможно применение укрупненных нормативов вспомогательного времени.
В серийном и массовом производствах рекомендуется пользоваться дифференцированными нормативами или материалами аналитических хронометражных исследований выполнения отдельных операций.
Похожие работы
... станков с чпу и оценка их экономической эффективности 3.1 Краткое описание предлагаемого мероприятия по нормированию труда инженеров-программистов для станков с ЧПУ Как следует из материалов раздела 2, одним из путей снижения себестоимости научно-технических услуг в КБТЭМ-ОМО и соответственно увеличения прибыли и рентабельности может быть повышение производительности инженерного труда за ...
... , специалистов и других служащих - повышенные до 10% тарифные должностные оклады. Их введение осуществляется за счет экономии фонда заработной платы, полученной коммерческой организацией в результате проведения работы по нормированию труда и снижению трудоемкости при условии фактического улучшения эффективности хозяйствования и росте производительности труда 7) от 27 июня 2007 г. № 91 «Об ...
... живого труда с расширением рыночных отношений будет возрастать. В условиях рыночных отношений будет восстановлено естественное отношение к нормированию как инструменту повышения эффективности, элементу плановых расчетов и организации оплаты труда. Предприятия будут использовать только те нормативы и методики, которые им действительно необходимы в конкретных производственных условиях. В целом все ...
... условий труда на рабочем месте; 5) критерии для пересмотра норм, прежде всего за счет усовершенствования производственного и трудового процессов; 6) отражение вопросов организации и нормирования труда в трудовых соглашениях и договорах; 7) методы исследования и комплексного проектирования трудовых процессов и оптимальных затрат рабочего времени; 8) учет особенностей конкретного ...
0 комментариев