Глубокая печать практически не используется в нашей стране, существующее оборудование высокоскоростное и не пригодно для печати малых тиражей;
Резкость растровых элементов. Отсутствуют прямые методы измерения оптических плотностей на площади растровых элементов в производственных условиях;
Рассмотрим перспективы разработанной технологии изготовления монометаллических форм копированием с фотоформ для офсетного способа печати
Навигация
Резкость растровых элементов. Отсутствуют прямые методы измерения оптических плотностей на площади растровых элементов в производственных условиях;
Разработка технологии изготовления монометаллических форм
75736
знаков
23
таблицы
10
изображений
2. Резкость растровых элементов. Отсутствуют прямые методы измерения оптических плотностей на площади растровых элементов в производственных условиях;
3. Размер растровых элементов. Воспроизведение 2–95% растровых точек в светах и тенях соответственно.
6.2.3. Требования к цветоделенным фотоформамПри воспроизведении изображения в две и более красок необходимо, чтобы при изготовлении растровых диапозитивов для каждой краски растр был повернут на некоторый угол.
Для предотвращения муара на диапозитиве для контура при двухкрасочной репродукции угол наклона линий растра должен быть равен 45°; на негативе или диапозитиве для второй краски в двухкрасочной репродукции – 0°.
Углы поворота растра в градусах при различных порядках наложения красок при печатании приведены в табл. 10.
Таблица 10[9]
| Порядок наложения | Углы поворота растра для красок | |||
| ж | п | г | ч | |
| г+п +ж +ч | 0 | 45 | +15 | -15 |
| г + п + ч + ж | 0 | +15 | -15 | 45 |
| ж + п + г + ч | 0 | 45 | -15 | +15 |
| ж + г + п + ч | 0 | -15 | 45 | +15 |
| п + ж + г + ч | 0 | 45 | +15 | -15 |
| г + ж + п + ч | 0 | 45 | +15 | -15 |
| ж+ч+п+г | 0 | -15 | +15 | 45 |
Положение растровых линий на негативах и диапозитивах нужно контролировать до проведения копировального процесса.
Максимальные размеры растровых точек на нейтрально серых участках шкалы или оригинала контрольной шкалы по краскам (%): желтая – 74, пурпурная – 53, голубая – 74, черная – 80.
Изображения на диапозитивах и негативах должны совпадать по меткам-крестам. Допускаются отклонения в пределах 0,05 мм.
6.2.4. Методы оценки качестваПри оценке резкости, плотности и размеров растровых элементов сравнивают их с точками на специально изготовленном негативе или диапозитиве, служащем эталоном. В качестве эталонов применяют негативы или диапозитивы с изображением контрольной десятипольной шкалы, специально изготовленные на каждом предприятии. Сравнивают точки в светах и тенях контролируемого и эталонного негатива или диапозитива с помощью лупы с 10–20-кратным увеличением.
Для точного определения требований к резкости, плотности к интервалу плотностей изображения на диапозитиве применяют эталоны штриховых диапозитивов.
Линиатура растра, с которым изготовляется репродукция, должна соответствовать линиатуре, рекомендуемой технологической картой для данного издания.
Для измерения оптических плотностей в проходящем и отраженном свете используют фотоэлектрические денситометры, для измерения площади растровой точки применяют микроскопы и микрофотоустановки.
Также для определния качества полученных фотофрм используют стандартные контрольные шкалы: СПШ-К, НШ и НШ-1.
6.3. Требования к печатным формамГотовая печатная форма должна отвечать следующим требованиям:
1. Изображение на форме должно быть расположено в строгом соответствии с макетом. Размеры изображения должны соответствовать размерам диапозитива.
2. Формы одного комплекта для печати многокрасочной продукции должны быть одинаковой толщины. Допустимые отклонения для пластин толщиной 0,35–0,5 мм не более ±0,06 мм; толщиной 0,6–0,8 мм не более ±0,1 мм.
3. Все печатающие элементы должны быть воспроизведены на форме. На изображении сенситометрической шкалы СПШ-К должны быть воспроизведены: на оригинальных формах – поля с оптической плотностью 0,6–0,75; на тиражных формах – поля с оптической плотностью 0,75–1,0; на изображении шкалы визуального контроля РШ-Ф должны сливаться с фоном поля –2 и –3, т. е. допустимая степень деформации растровых элементов должна быть не более 9%.
На формах для печатания книжно-журнальной продукции допустимо отсутствие растровых элементов относительной площадью 2,7%. На формах для печатания изобразительной продукции должны быть воспроизведены поля с относительной площадью растровых элементов 2,7 и 5,4%.
Изображение на форме должно быть расположено строго по центру с учетом закрепления формы в печатной машине.
На форме должны находиться метки-кресты для совмещения, необходимые для контроля процесса печатания, и метки для фальцовки, обрезки и высечки (в зависимости от вида продукции).
6.3.1. Контроль качества печатных формамДля контроля качества печатных форм используются контрольные шкалы типа UGRA Plate Control Wedge 1982, СПШ-К, РШ-Ф и денситометры, работающие в отраженном свете (GretagMacbeth D19C и D196). Свет, создаваемый специальным источником, отразившись от поверхности пластины, достигает приемника. Интенсивность отраженного потока будет зависеть от соотношения площадей печатных и пробельных элементов на форме. Денситометр в этом случае, естественно, используется не для оценки оптической плотности, а для измерения относительной площади растровых элементов шкалы на форме, что позволяет определить отклонение их размеров относительно фотоформы.
Шкала UGRA, изображенная на рис. 7, позволяет по анализу тех или иных участков клина, скопированного на формную пластину, оценить следующие параметры: достаточность экспозиции, интервал экспозиции, разрешающую способность, градацию копировального слоя, воспроизведение растровой точки. Мы не будем подробно останавливаться на описании клина, так как его применение довольно подробно рассматривается в руководстве, которое обязательно должно прилагаться к каждому клину [15].
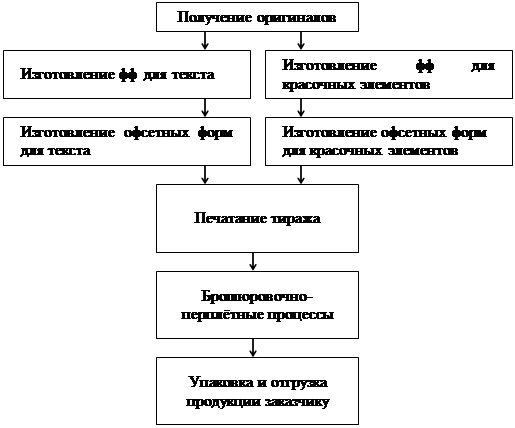
ВЫВОДЫ1. Исходя из всего вышесказанного мы получили следующую технологию изготовления монометаллических форм плоской офсетной печати копированием с фотоформ для изготовления рекламной листовки формата 210х297 мм, тиражом 2000 экземпляров (см. сх. 2).
| Иллюстративный | Текстовый | ||||||||
| Сканирование и обработка иллюстративного материала | Набор и обработка текста | ||||||||
| Верстка оригинал-макета | |||||||||
| Спуск полос («оборот – своя форма»), цветоделение, растрирование (RIP) и вывод позитивных фотоформ при помощи фотовыводного комплекса, содержащего фотонаборный автомат Dolev 450 в On-line комплектации с проявочной машиной Glunz&Jensen MultiLine 720 на ФТ-пленку Agfa марки Alliance HN - HNm - HN7 - HN7m | |||||||||
| Копирование фотоформы на позитивную, предварительно очувствленную формную пластину «Зарайский офсет» (Россия) толщиной 0,15 мм, формата 352х485 мм в копировальной раме фирмы Glunz&Jensen марки InterPlater 62 | |||||||||
| Обработка копии в процессоре фирмы Glunz&Jensen марки InterPlater 62 | |||||||||
| Печать тиража осуществляем на двухкрасочной печатной машине RYOBI 3302М (Япония) | |||||||||
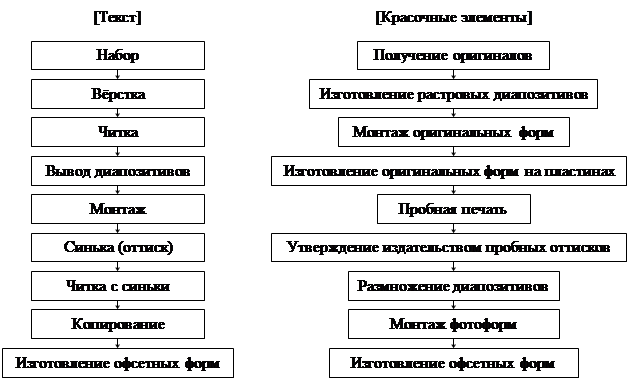
Схема 2. Технология изготовления форм плоской офсетной печати
Печатные машины RYOBI серии 33 обеспечивают достаточную гибкость производства. Для многокрасочной печати для них требуется бумага плотностью свыше 80 г/м2, что удовлетворяет требования к бумаге для данного изделия.
RYOBI 3302M – это довольно массивная (общий вес около 1300 кг) модель с жесткой литой станиной. Она предназначена главным образом для полноцветной печати. Данную модель выгоднее использовать при печати средних тиражей (1000–50 000 оттисков) полноцветных работ.
Таблица 11
Технические характеристики печатных машин серий RYOBI 33
| Характеристики | 3302M | 3302H |
| 1. | 2. | 3. |
| Количество печатных секций | 2 | 2 |
| Схема печати | 2+0 | 2+0 |
| 1. | 2. | 3. |
| Формат листа макс., | 340х4509 | 340х4509 |
| Толщина бумаги, мм | 0,04–0,3 | 0,04–0,3 |
| Область печати, мм | 330x438 | 330x438 |
| Скорость печати, отт/ч | 3000–10000 | 3000–10000 |
| Самонаклад | полистный | полистный |
| Боковое равнение | толкающее | толкающее |
| Красочный аппарат, всего валиков/накат. | 16/3 | 16/3 |
| Увлажняющий аппарат, всего валиков/накатных | Molleton,5/1 | Ryobi Super Damener 6/1 |
| Размер формы, мм | 352x485 | 335x485 |
| Емкость самонаклада, мм | 440 | 440 |
| Емкость приемного стапеля, мм | 440 | 440 |
| Мощность, кВт | 2,5 | 2 |
| Габариты ДхШхВ, мм | 2200x965 x1560 | 2329x873x1583 |
| Вес, кг | 1260 | 1300 |
Похожие работы
... по изготовлению печатных форм………………………………………………………………………………. 25 ВВедение В курсовом проекте стоит задача в разработке технологического процесса изготовления форм плоской офсетной печати способом позитивного копирования для книжного издания "Агледзіны" на УП "Полиграфкомбинат им. Я. Коласа". Современное состояние и тенденции развития техники и технологии полиграфического производства ...
... наибольшая, а в светлых — наименьшая. Хотя все участки текста, штрихов и тонов изображений на печатной форме при способе традиционной глубокой растровой печати, изготовленной пигментным способом (растровая технология), расчленены на растровые элементы, имеющие одинаковые размеры и в большинстве случаев квадратную форму, на оттиске растровые элементы различимы (с помощью лупы 10х) только в светах ...
... районах с различными климатическими условиями, в связи с чем в типовые проекты вентиляционно-отопительной системы следует вносить соответствующие изменения. На колебание температуры в помещениях печатных цехов все большее влияние оказывают увеличивающиеся тепловыделения от электроприемников, различных сушильных устройств и самого печатного процесса, а также неравномерного использования печатного ...
... лаки обычно используются для тех работ, где требуется максимально высокий уровень глянца. Однако нецелесообразным является применение УФ – лаков на материалах, использующихся для упаковки пищевых продуктов. В случае для химической и фармацевтической промышленности УФ лак это как раз допустимо. показатели Mattlack g8/109 Mattlack g8/144 Speziallack g8/187 r покрытие матовый лак высоко ...
0 комментариев