АВТОМАТИЗИРОВАННАЯ КЛАССИФИКАЦИЯ И КОДИРОВАНИЕ ОБЪЕКТОВ В ПРОЦЕССАХ КОНСТРУИРОВАНИЯ, ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИИ И ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МАШИНОСТРОЕНИЯ
Классификация и кодирование изделий машиностроения и технологических процессов их производства обеспечивает единство информационного сопровождения изделий на всех стадиях их жизненного цикла от маркетинга или научного обоснования до вывода их из эксплуатации и утилизации. Вместе с тем классификация и кодирование информации обеспечивает автоматизацию процессов ее обработки.
Российский научный центр "Курчатовский институт" (РНЦ КИ) с привлечением организаций Госстандарта РФ в течение ряда лет ведет разработку и усовершенствование автоматизированных систем классификации и кодирования конструкторских и технологических документов (КД, ТД) машиностроения и приборостроения.
В настоящее время разработаны не только автоматизированные системы классификации и кодирования, но также ряд автоматизированных систем, использующих результаты классификации и кодирования документов, в том числе, автоматизированная система, обеспечивающая развитие, усовершенствование и сопровождение классификаторов. Осуществлено сопряжение этих систем между собой и с системами автоматизированного проектирования (САПР) и автоматизированными системами управления (АСУ) проектированием и производством.
Классификация и кодирование изделий и технологических процессов их производства формирует унифицированный язык описания объектов конструирования, проектирования технологии и изготовления в машиностроении и приборостроении. На различных стадиях жизненного цикла изделий машиностроения и приборостроения применение классификаторов обеспечивает повышение эффективности создания и изготовления изделий, улучшения их качества и конкурентоспособности благодаря внедрению методов вариантного проектирования (ВП) изделий и технологических процессов их производства, широкому применению автоматизированного оборудования для производства изделий и автоматизированной диспетчеризации, заключающейся, главным образом, в специализации, кооперации и организации группового производства [1]. Важным условием эффективности применения классификаторов является сохранение единства их применения и преемственность на всех упомянутых стадиях жизненного цикла изделия. Естественно, что эффективность проявляется в полной мере при охвате автоматизацией и процессом классификации. Необходимость автоматизации процесса классификации тем сильнее, чем больше номенклатура и меньше партийность изделия.
В машиностроительных отраслях ВП - это конструкторское и технологическое проектирование изделий путем широкого заимствования и модификации имеющихся проектов-аналогов. Предельными случаями модификации проектов-аналогов в конкретный проект является заимствование либо унификация и стандартизация проектных решений.
Для определения наличия изделия-аналога используется процедура анализа и выявления конструктивно-технологической общности изделий на основании подобия существенных конструктивных и технологических характеристик. Это достигается путем сравнения кодов, сформированных посредством следующих классификаторов: Общероссийского классификатора изделий и конструкторских документов - Классификатора ЕСКД (К.ЕСКД), Технологического классификатора деталей машиностроения и приборостроения (ТКД), Общероссийского классификатора деталей, изготавливаемых сваркой, пайкой, склеиванием и термической резкой (представляющего собой дальнейшее развитие ТКД), Общероссийского технологического классификатора сборочных единиц машиностроения и приборостроения (ТКСЕ), Классификатора технологических операций машиностроения и приборостроения (КТО), Классификатора технологический переходов машиностроения и приборостроения (КТП) [2,3].
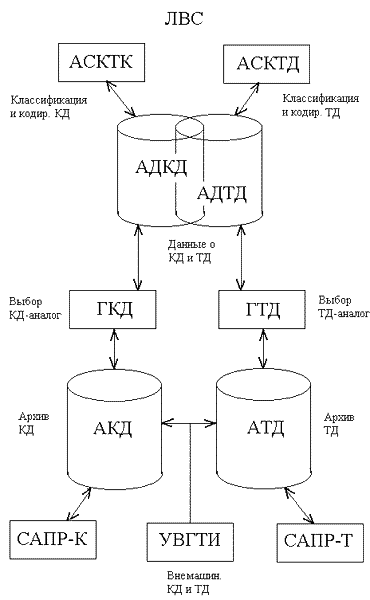
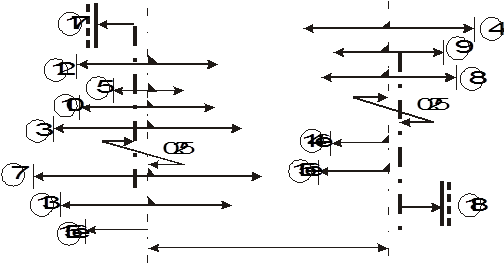
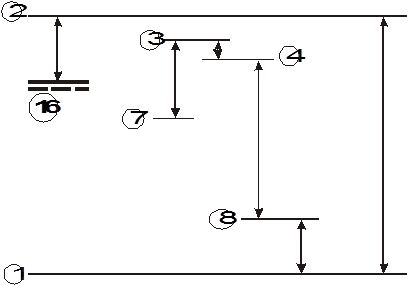
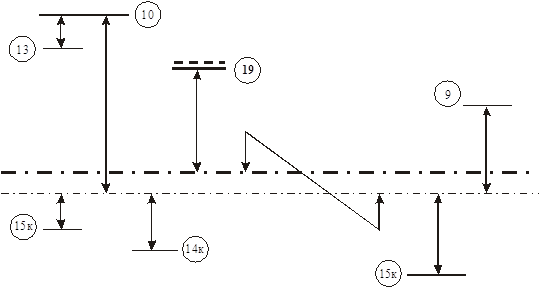
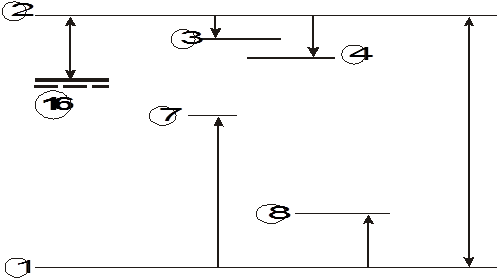
Рис. 1. Комплекс автоматизированного вариантного проектирования.
ЛВС- локальная вычислительная сеть;
АСКТК и АСКТД - автоматизированные системы (АС) конструкторско-технологической классификации изделий и классификации технологической документации;
КД и ТД - конструкторская и технологическая документация;
АДКД и АДТД - машинные архивы данных о КД и ТД;
ГКД и ГТД - АС группирования данных о КД и ТД;
АКД и АТД - машинные архивы КД и ТД;
САПР-К и САПР-Т - система автоматизированного проектирования конструкций и технологических процессов;
УВГТИ - устройство ввода графической и текстовой информации.
На рис. 1 представлена структурная схема комплекса ВП, разработанная в РНЦ КИ. Комплекс рассчитан на возможность использования самых разнообразных конструкторских и технологических САПР (САПР-К, САПР-Т) [2,3]. Выходные данные САПР образуют машинные архивы КД и ТД (АКД, АТД). КД и ТД, разработанная традиционными методами, может быть введена в эти архивы вспомогательными устройствами ввода (сканерами и тому подобными устройствами). Совокупность выходных данных обеих САПР и автоматизированных систем конструкторско-технологической классификации изделий и КД (АСКТК) и классификации ТД (АСКТД) образуют архивы данных о КД и ТД (АДКД, АДТД). Автоматизированные системы группирования данных о КД и ТД (ГКД, ГТД) осуществляют группирование данных по задаваемым поисковым предписаниям и выбор соответственно КД и ТД-аналога.
В качестве нормативной базы (НБ) для классификации изделий и КД в АСКТК используется К.ЕСКД, ТКД и ТКСЕ [2,4]. В АСКТК формирование конструкторско-технологического классификационного кода происходит в результате интерактивного взаимодействия пользователя с компьютером посредством соответствующей системы экранных меню и сообщений. В состав АСКТК входит информационно-поисковая система, обеспечивающая формирование и ведение АДКД, являющийся по существу каталогом архива КД, что позволяет вести архив с развитыми аналитическими и поисковыми функциями.
В качестве НБ в АСКТД используется КТО, КТП и классификаторы видов ТД по ГОСТ 3.1201-85 [2,5]. В АСКТД каждый разработанный ТД может быть описан набором существенных признаков, отражающих его содержание. Система формирует и накапливает описания ТД в АДТД, который, по существу, является каталогом архива непосредственно самих ТД. АСКТД обеспечивает формирование и ведение АДТД и выполнение аналитических и поисковых функций.
Ядром системы КГД, осуществляющей поиск аналогов в АДКД, является автоматизированный К.ЕСКД, используемый как вербальный описатель изделий. Из набора меню выбирают их существенные признаки. Помимо них поисковое предписание может включать временной интервал, а также параметры технологических особенностей изделий: размерные характеристики, массу, группу материалов или их сочетание, вид технологического процесса изготовления и др. Имеется возможность вывода на экран дисплея или печатающее устройство протокола поисковых предписаний и информации об аналогах. Прототип выбранного посредством ГКД чертежа-аналога проектируемого изделия может быть передан из АДКД в САПР-К для его последующего редактирования [6].
ГТД, используя АДТД, реализует многоаспектный поиск описаний ТД в архиве по составленному запросу. Система позволяет просмотреть и распечатать найденные в результате группирования описания ТД, а также ознакомиться с содержанием непосредственно самих ТД [2].
Оболочка автоматизированных классификаторов (ОАК) предназначена для разработки и сопровождения автоматизированных классификаторов (АК) иерархической, фасетной и смешанной иерархо-фасетной структуры [7]. С помощью ОАК можно разрабатывать АК, имеющие как "бумажную" форму, так и с начальной стадии их создания. ОАК содержит все стандартные компоненты АК в готовом виде, а ее использование сводится к вводу НБ конкретного классификатора целиком или фрагментами. Таким образом, разработка и сопровождение АК может осуществляться его пользователем.
Автоматизированные классификаторы и комплексы, описанные выше, внедрены на более, чем 50 предприятиях и организациях. Все они реализованы на IBM-совместимых персональных компьютерах класса не ниже АТ/286 в среде MS DOS, начиная с версии 3.1, в сетевых средах Netware, PC Lan и их отечественных аналогов.
Осуществлена государственная стандартизация новых классификаторов, разработанных под руководством РНЦ КИ: развитие ТКД и ТКСЕ [8,9].
ЛИТЕРАТУРА:
1. Гнеденко В.Г., Гуленков В.Ю., Дукарский С.М. и др. Номенклатура, назначение и обозначение классификаторов технико-экономической информации, используемых на предприятии/Методический материал//М.: Совинстандарт, 1991. - 41 стр.
2. Дукарский С.М., Иноземцев В.Ф., Шляпников В.И., Шмонин А.П. Автоматизированная система конструкторско-технологической классификации продукции маниностроения и приборостроения// Классификаторы и документы. 1991. №1. С. 11-20.
3. Дукарский С.М., Рубин Г.Я. Автоматизированная система классификации технологической документации//Классификаторы и документы. 1993. №3. С. 1-16.
4. Дукарский С.М., Иноземцев В.Ф., Рубин Г.Я., Шляпников В.И., Шмонин А.П. Автоматизированная система группирования изделий машиностроения//Классификаторы и документы. 1994. №1. С. 5-9.
5. Дукарский С.М., Рубин Г.Я. Программная оболочка автоматизированных классификаторов//Классификаторы и документы. 1994. №4. С. 12-17.
6. Дукарский С.М., Иноземцев В.Ф., Рубин Г.Я., Шляпников В.И., Шмонин А.П. Автоматизированное вариантное проектирование в машиностроении//Вестник машиностроения. 1994. №12. С. 21-24.
7. Дукарский С.М., Рубин Г.Я., Шляпников В.И. и др. Автоматизированная классификация и кодирование изделий и технологических процессов, их производство в машиностроении и приборостроении//Стандарты и качество. 1995. №6. С. 27-32.
8. Общероссийский классификатор деталей, изготавливаемых сваркой, пайкой, склеиванием и термической резкой (ОК 020-95)/Гнеденко В.Г., Дукарский С.М., Таллер С.Л. и др. // М.: Издательство стандартов, 1995. - 74 стр.
9. Общероссийский технологический классификатор сборочных единиц машиностроения и приборостроения (ОК 022-95)/ Гнеденко В.Г., Дукарский С.М., Таллер С.Л. и др. // М.: Издательство стандартов, 1996. - 81 стр.
Похожие работы





... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...

... места, %; Тотд - время на отдых и личные потребности, %; К - коэффициент, учитывающий тип производства; Кз - коэффициент, учитывающий условия сборки. Для общей сборки гидрозамка норма времени: =1,308 мин. Расчет потребного количества сборочных стендов и коэффициентов его загрузки Найдем расчетное количество сборочных стендов , шт. =0,06 шт. Округляем в большую сторону СР=1. ...
... (или между осями или плоскостями симметрии поверхностей) - Связи между обрабатываемыми и необрабатываемыми поверхностями или их элементами. Необрабатываемые поверхности, связанные с обрабатываемыми, при проектировании технологии обработки используются в качестве исходных баз. При анализе схем размерных связей оценивается связность системы размерных связей и однозначность связей между ...





... 2(100+80+√0,842)=2∙180,84 = 361,68 7. Расчет промежуточных минимальных диаметров по переходам проводится в порядке, обратном ходу технологического процесса обработки этой поверхности, т.е. от размера готовой детали к размеру заготовки, путем последовательного прибавления к наименьшему предельному размеру готовой поверхности детали минимального припуска 2Zi min. Результаты заносятся ...
0 комментариев