Навигация
Введение

Машиностроение - одна из ведущих отраслей народного хозяйства. Задачей машиностроения является создание совершенных конструкций машин и передовой технологии ее изготовления. Объем продукции должен увеличиваться за счет автоматизации и механизации производства. Основное направление в развитии технического процесса - это создание принципиально новых технологических процессов производства и замена существующих процессов более точными и экономичными. Главное внимание уделяется вопросам сокращения сроков подготовки и повышению качества продукции машиностроения, в значительной степени качество и технико-экономические показатели выпускаемой продукции зависят от подготовки производства, важной составной частью которой является проектирование технологических процессов.
Внедряемые технологические процессы должны обеспечивать высокое качество, точность и низкую себестоимость выпускаемой продукции. Эти показатели обеспечиваются обоснованным применением высокопроизводительного оборудования и технологической оснастки, а также средствами механизации и автоматизации.
В разрабатываемом проекте решается задача получения детали минимальными затратами при использовании высокопроизводительного оборудования и технологической оснастки, также рационального метода получения заготовки.
Целью данного курсового проекта является систематизация, расширение и закрепление теоретических знаний студентов, обучение правильно и самостоятельно решать инженерные и исследовательские задачи, возникающие при проектировании технологических процессов изготовления изделий машиностроения и средств технологического оснащения, а также подготовить студентов к выполнению выпускной квалификационной работы.
В соответствии с поставленной целью в процессе курсового проектирования выделяют следующие задачи:
- развитие и закрепление навыков ведения самостоятельной творческой инженерной работы;
- овладение методикой проектирования технологических процессов механико-сборочного производства;
- приобретения опыта анализа существующих и конструирования современных видов технологической оснастки;
- овладение технико-экономическим анализом принимаемых решений;
- развития навыков самостоятельной защиты принимаемых технических решений.
Анализ исходной информации
Служебное назначение и техническая характеристика узла и деталей
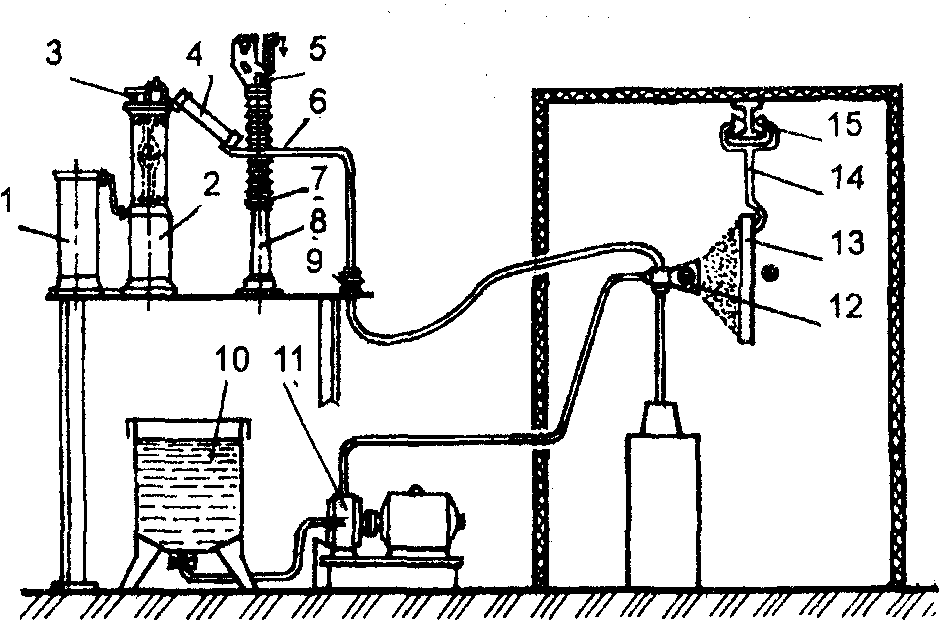
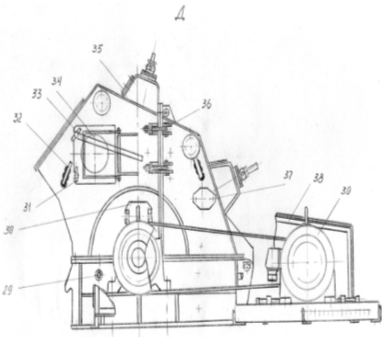
Корпус входит в состав гидрозамка погрузчика. Гидрозамок предназначен для закрытия движения потока рабочей жидкости в рабочий орган погрузчика, что позволяет рабочему органу находится в заданном положении без потребления мощности гидромотора.
Давление рабочей жидкости передаётся через магистральный трубопровод. Давление нагнетается насосной станцией. Трубопроводы подводятся в гнёзда бобышек корпуса, Н, Ш, Сл, У.
При подаче рабочей жидкости в гнездо У поршень смещается влево и двигает штоком подпружиненый шарик. В гнздо Н подаётся рабочая жидкость от источника давления, рабочая жидкость при отжатии шарика попадает в гнездо Ш, далее к рабочему органу. Через гнездо Сл выводится рабочая жидкость поступающая из линии У для предотвращения излишнего отжатия шарика и удаления жидкости поступившей из линии У после перекрытия линии У. Также после прекращения поступления давление рабочей жидкости в линию У, шарик передвигается вправо и закрывает путь истечения жидкости из рабочего органа.
Корпус изготавливается из стали 40Х ГОСТ 4543-71. Химический состав данной стали, приведен в таблице.
Таблица 1
| Химический состав, % | |||
| С | Si | Mn | Cr |
| 0,36…0,44 | 0,17…0,37 | 0,50…0,80 | 0,80…1,10 |
При обработке вала выполняется 5 оригинальных операций. Таким образом, деталь ПЭ1.001 А удовлетворяет всем требованиям курсового проекта.
1.1. Производственная программа выпуска изделий. Определение типа производстваПринимаем среднесерийный тип производства. В соответствии с этим по [17, табл. 3] найдя трудоёмкость сборки определим среднемесячный выпуск изделий. Трудоёмкость сборки находим избазовог технологического процесса: T = 2,4час
Таким образом среднемесячный выпуск изделий:
Nизд = 81 - 800 шт
Принимаем:
Nизд = 800 шт
Определим количество обрабатываемых в год деталей.
![]()
где i - количество рассматриваемых деталей в сборке
![]() шт
шт
По [17, табл. 4], исходя из массы детали и годовой программы выпуска, уточняем тип производства.
Масса детали: m = 0,81 кг
Таким образом, тип производства при изготовлении 9600 деталей в год- среднесерийное.
Полученные значения сведены в таблицы 2 и 3.
Годовая программа выпуска изделий
Таблица 2
| Наименование изделия | Характеристика, модель | Число изделий на программу | Масса, т | |
| изделия | на годовую программу | |||
| Корпус | ПЭ1.001 А | 9600 | 0,0081 | 7,776 |
Подетальная годовая производственная программа
Таблица 3
| № перехода | № чертежа | Наименование детали | Марка материала | Число деталей на изделие | Процент на запасные части | Число деталей | Масса, т | |||
| на основную программу | на запасные части | всего | детали | На программу с запасными частями | ||||||
| Корпус | Сталь 40Х ГОСТ 4543-71 | 1 | 10 | 9600 | 960 | 10560 | 0,0081 | 8,5536 | ||
В этой части курсового проекта тип производства определён приближённо, используя [17, табл. 3]. В дальнейшем после разработки технологических процессов сборки и изготовления детали серийность производства будет уточняться. Уточнение производится по коэффициенту закрепления операций в соответствии с ГОСТ 14.004-83.
Коэффициент закрепления операций находится как:
где FД - действительный фонд рабочего времени работы оборудования, час;
N - годовая программа, шт;
tШТ-К.ср - среднее штучно-калькуляционное время выполнения операции, мин.
Для серийного определяется размер партии запуска:
 , шт
, шт
где N - годовая программа, шт;
а - период запуска в днях, по рекомендациям [17, с. 11] принимаем а = 12;
F - число рабочих дней в году, для 2003-го года F = 250.
 шт.
шт.
Анализ действующих технологических процессов
Базовый технологический процесс имеет структуру, представленную в таблице 4.
Базовый технологический процесс изготовления вала
Таблица 4
| Операция | Наименование операции | Оборудование, приспособления, режущий и измерительный инструмент | Тшт , н/ч |
| Во всех операциях: | Контроль первой детали мастером Контроль ОТК Очки 0 ГОСТ12.4.013-85 | ||
| 005 | Фрезерная | 6Т13Ф20-1; ИОТ №6-89 | 0,5 (2,713) |
| 010 | Слесарная | Верстак; ИОТ №410-98 | 0,8 (3) |
| 015 | Токарная | 1КМ62; ИОТ №4-91 | 3,28 (5,428) |
| 020 | Токарная | 1К62; ИОТ №4-91 | 0,81 (5) |
| 025 | Сверлильная | 2А554 ИОТ №5-99 | 1,20´4 (8) |
| 030 | Сверлильная | 2А544 ИОТ №5-99 | 0,30 |
| 035 | Слесарная | Верстак ИОТ №410 | |
| 040 | Контроль | Плита; ИОТ №238-88,356 | 0,32 (2,52) |
| Специальная оснастка | Зенкер черн. 027-871, Шаблон 4+0,4 106-6757 Развёртка черн. 037-717 Развёрткам чист. 037-718, Шаблон 32,4+0,16 103-740 Зенкер 7Н12 022-1806 Притир R0.2...0.4 093-845, Калибр на собираемость 150-2629 | ||
1. В качестве заготовки в базовом технологическом процессе используется штамповка в открытом штампе. Способ получения заготовки рационален для существующего производства.
2. При токарной обработке на операциях 015, 020, 025 и сверлильной обработке на операциях 030 и 035 применяются универсальные станки, что недопустимо при разработке курсового проекта, их необходимо заменить более производительным оборудованием.
3. Недостатком в конструкции корпуса с точки зрения технологичности является выполнение отверстия в бобышках.
4. Широко применяется универсальные инструмент, оснастка и приспособления, их замена специализированным повысит производительность и снизит затраты на производство.
5. Скругление острых кромок во внутренних отверстиях производится ручным способом, что увеличивает время изготовления и процент брака.
6. Базовый технологический процесс сборки расчленён на отдельные узловые сборки, что является технологичным. Стоит отметить отсутствие механизации процесса сборки. Положительным фактором является то, что не требуется механическая обработка после сборки.
Похожие работы
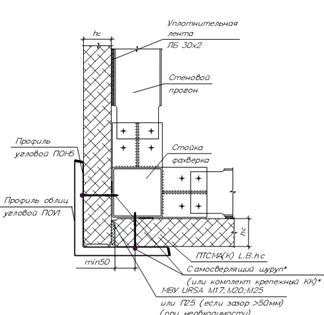
... устраивается из пластмассовых труб. Каждая воронка присоединяется к стояку диаметром 100 мм. 1.5.6 Полы В производственном здании приняты бетонные, полы, из мозаичных плит. Состоят из плиток размерами 2482486 мм. Укладываются на прослойку из песка или мелкозернистого бетона При проектировании административно – бытового корпуса использованы 3 типа полов: керамические, линолеумные, мозаичного ...
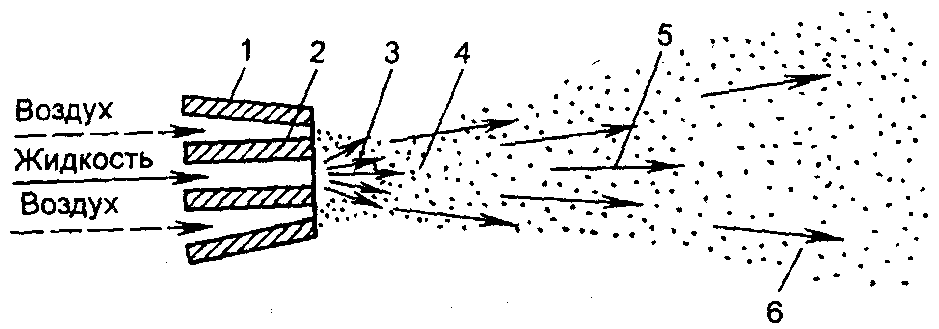
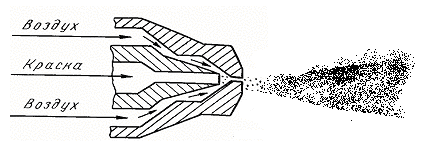
... лакирование матовым лаком НЦ-243 на лакообливной машине и сушка в конвективной сушильной камере или на стеллажах. 2. Автоматизированные линии отделки. Компоновка РТК для нанесения лакокрасочных материалов На мебельных предприятиях для отделочных работ широко применяются конвейерные, полуавтоматические и автоматические линии. Они включают станки для нанесения материалов, установки для сушки и ...
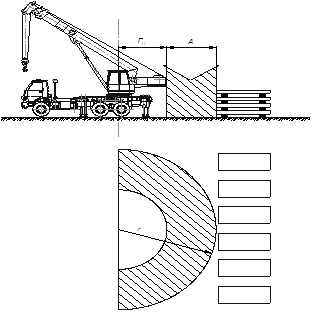
... ограждена из-за возможности нанесения им вреда перемещаемыми грузами и разрушающимися конструкциями. Оценка эргономических характеристик условий труда крановщика при эксплуатации автомобильного крана Эргономические условия труда определяются совокупностью психофизиологических факторов, возникающих в процессе трудовой деятельности. Психофизиологические опасные и вредные производственные ...
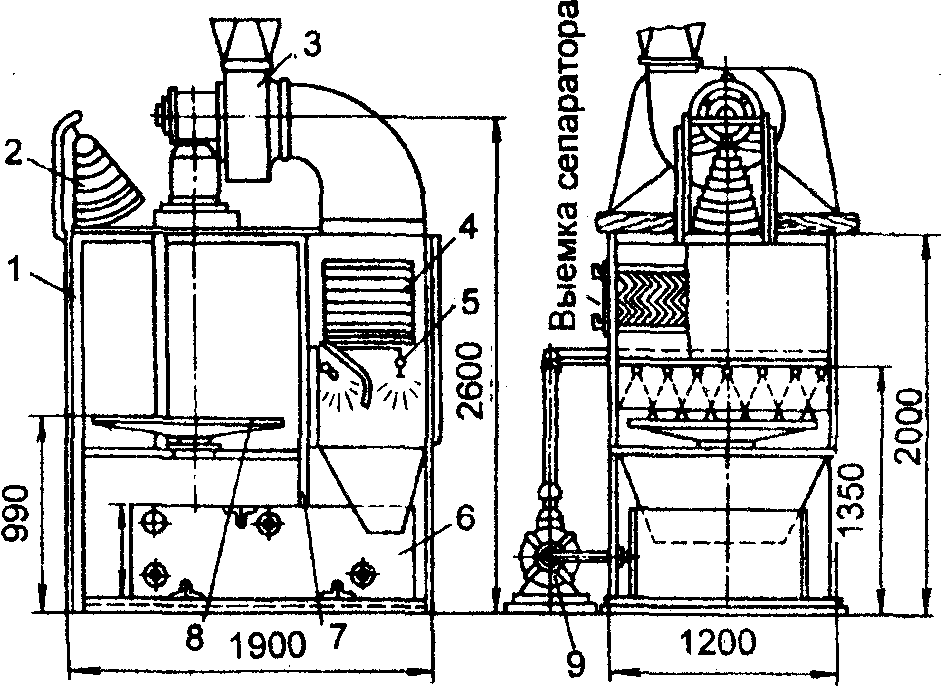
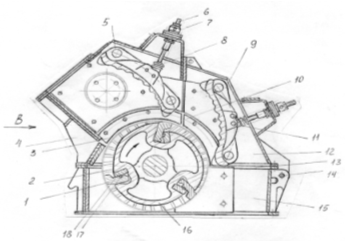
... Мощность электродвигателя , кВт, привода дробилки рассчитывается по формуле , (11) где - удельный энергетический показатель дробилки, при дробимом материале известняке [1]; - производительность дробилки, м3/ч; - степень дробления, для роторной дробилки типоразмера 1250´1000 мм [1]; - средневзвешенный диаметр исходного продукта, м; ...
0 комментариев