Навигация
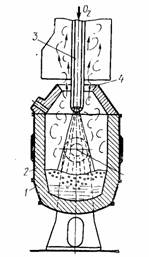
4. Продувка.
Комбинированное дутье способствует более полному рафинированию металла от примесей, обеспечивает повышение выхода годного.
Применение донной продувки инертным газом способствует интенсивному перемешиванию металлической ванны и соответственно приближает к равновесию реакции между металлом и шлаком.
Наибольшее распространение из этой группы процессов получил LBE-процесс (Lance-Bubling-Equilibrum), разработанный фирмой ABBED (Люксембург) и институтом IRSID (Франция). Процесс LBE предусматривает вдувание в металлическую ванну через пористые огнеупорные блоки в днище конвертера инертного газа (Ar, N2, CO2) в сочетании с верхним кислородным дутьем. Для верхней продувки используют специальную двухъярусную фурму, в которой кроме обычных сопел, предназначенных для вдувания кислорода в ванну, имеется ряд отверстий для потока кислорода для дожигания CO до CO2. Продувку инертным газом через пористые блоки начинают за несколько минут до окончания кислородной продувки сверху и продолжают ее в течение 1-2 мин после прекращения верхнего дутья. Опыт работы 310- и 210-т конвертеров LBE свидетельствует о повышении выхода годного на 0,5-0,6%, снижении расхода алюминия и кислорода на 1,2 м3/т. Благодаря высоким технико-экономическим показателям LBE-процесс широко внедрен в практику кислородно-конвертерного производства.
Для футеровки используются периклазоуглеродистые огнеупоры. Они обладают высокой термостойкостью, повышенной устойчивостью к проникновению шлака; на их поверхности образуется прочное шлаковое покрытие, которое обеспечивает высокую стойкость футеровки.
С целью повышения стойкости футеровки применяется доломитизированная известь.
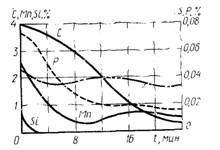
Продувка.
| С | Si | Mn | S | P | Cu | Cr | Ni | |
| Чугун 61,7% | 4,8 | 0,85 | 0,75 | 0,03 | 0,24 | |||
| Лом 38,3% | 0,268 | 0,12 | 0,76 | 0,039 | 0,039 | 0,06 | 0,06 | 0,06 |
| ЖУР | 3,06 | 0,57 | 0,75 | 0,033 | 0,163 | 0,02 | 0,02 | 0,02 |
| Полупродукт | 0,3 | 0 | 0,1 | 0,025 | 0,02 | 0,02 | 0,02 | 0,02 |
Количество окислившихся примесей, кг/100 кг м.ш.
С: 3,06-0,905*0,3=2,788
Si: 0,57
Mn: 0,75-0,905*0,1=0,659
S: 0,033-0,905*0,025=0,01
P: 0,163-0,905*0,02=0,145
Расход кислорода на окисление примесей
C: 0,7*2,788*16/12+0,3*2,788*32/12=4,832
Si: 0,57*32/28=0,65
Mn: 0,659*16/55=0,192
S: 0,1*0,01*32/32=0,001
P: 0,145*5*32/4/31=0,187
Fe: 1,5*3*32/4/56=0,643
[O]: 0,9*0,01*16/32=0,0045
=4,832+0,65+0,192+0,001+0,187+0,643-0,0045=6,5
Определение расхода извести
| состав | SiO2 | CaO | MgO | Al2O3 | Fe2O3 | C | H2O | CO2 |
| известь | 3 | 70 | 23 | 1 | 1 | 2 | ||
| боксит | 20 | 4 | 52 | 18 | 6 | |||
| футеровка | 6,8 | 79,2 | 14,0 |
CaO SiO2
из футеровки 0,02
из боксита 0,024 0,12
из извести 0,7y 0,03y
из металлошихты 1,22
3=(0,044+0,7y)/1,34+0,03y)
y=6,518
Химический состав шлака
| источник шлака | SiO2 | CaO | MgO | Al2O3 | S | MnO | P2O5 | Fe2O3 | FeO |
| металлошихта | 1,22 | 0,009 | 0,851 | 0,332 | 0,088 | 0,78 | |||
| футеровка | 0,02 | 0,28 | |||||||
| боксит | 0,12 | 0,022 | 0,312 | 0,108 | |||||
| известь | 0,195 | 4,56 | 1,5 | 0,065 | |||||
| итого, кг | 1,513 | 4,602 | 1,78 | 0,312 | 0,009 | 0,851 | 0,332 | 0,261 | 0,78 |
| % | 20,16 | 48,18 | 4,16 | 4,49 | 0,001 | 9,21 | 3,779 | 2,5 | 7,5 |
масса шлака без оксидов Fe =9,399 кг
FeO=10%
Mшл.=8,319/0,9=10,44 кг
Масса оксидов Fe = 10,44-9,399=0,921 кг
FeO=0,783 кг
Fe2O3=0,261 кг
0,261-0,065-0,108=0,088 Fe2O3 поступит из Ме
0,792 Fe уходит в шлак
0,2 кислорода расходуется на окисление до FeO и Fe2O3
=100-0,792-1-0,5-1,5-4,172=92,04
1000/0,9204=1086,78 кг/т - расход металлошихты
383/0,9204=416,12 кг/т - расход лома
O2=6,5+0,2=6,7 кг
95% O2 усвоится
Состав технического кислорода : 99,5% O2, 0,5% N2
Расход технического кислорода : 6,7*22,4/(32*0,95*0,995)=4,962 м3
V N2 =4,962*0,005=0,0248 м3
M N2 =0,0248*28/22,4=0,031 кг
V O2 неусв.=(4,962-0,031)*0,05=0,246 м3
M O2 неусв.=0,246*32/22,4=0,352 кг
M O2 техн.=6,7+0,031+0,352=7,083 кг
q O2 =49,62/0,9204=53,91 м3/т
=53,91/3,5=15,4 мин.
q Ar =6*0,1=0,6 м3/т
Cостав и количество отходящих газов
| кг/100 кг м.ш. | м3 | % | |
| CO2 | 3,0668 | 1,4312 | 25,92 |
| CO | 4,554 | 3,6432 | 65,98 |
| H2O | 0,0688 | 0,0856 | 1,55 |
| O2 | 0,352 | 0,2464 | 4,46 |
| N2 | 0,031 | 0,0248 | 0,46 |
| SO2 | 0,002 | 0,0007 | 0,01 |
| Ar | 0,06 | 0,0896 | 1,62 |
| | 8,1146 | 5,5215 | 100 |
Материальный баланс
| Поступило | Получено |
| ||||
| № | кг/100 кг | № | кг/100 кг | |||
| 1 | чугун | 61,7 | 1 | полупродукт | 92,04 | |
| 2 | лом | 38,3 | 2 | шлак | 10,44 | |
| 3 | известь | 6,518 | 3 | газы | 8,115 | |
| 4 | боксит | 0,6 | 4 | корольки | 0,5 | |
| 5 | футеровка | 0,3 | 5 | выброс | 1,0 | |
| 6 | технический кислород | 7,08 | 6 | пыль | 2,143 | |
| 7 | аргон | 0,06 | 7 | итого | 114,24 | |
| 8 | итого | 114,54 | ||||
Невязка 0,3 (0,26%)
Похожие работы





... этапе является более дешевым оборудованием, чем молот. 3. При внедрении и реализации нового технологического процесса штамповки детали типа "фланец" их хромоникелевого жаропрочного сплава уменьшается количество технологических операций, уменьшается суммарная трудоемкость процесса. 4. В рамках разработки нового технологического процесса проведены основные технологические расчеты: определена ...





... Нужно иметь ввиду, что минимальный припуск необходимо брать в пределах 0,05-0,07 мм. Детали, имеющие в структуре цементит, необходимо перед калибровкой отжиг. Глава 3.Изделия порошковой металлургии и их свойства: 3.1. Металлокерамические подшипники: Металлокерамические материалы являются в ряде случаев эффективными заменителями антифрикционных подшипниковых сплавов - бронзы, латуни и др. ...


... они брали ту самую "чистую" медь, почему соединили ее именно с оловом, а не с каким-нибудь другим металлом, в каких месторождениях встречается в природе медь, в каких именно химических соединениях, где эти месторождения расположены и насколько легко было древним людям ее вырабатывать и переплавлять? Очень странно, что кабинетные историки совершенно не утруждают себя подобными вопросами. А, ведь, ...
... шихты на 1 тонну годных слитков и стоимости передела. Она включает также расход энергии, электродов, огнеупоров, изложниц, зарплату персоналу. Основные технико-экономические показатели способов производства стали. Показатель Способ производства стали конвертер-ный мартеновский электропла-вильный Вместимость плавильного агрегата, т. 250-400 400-600 200-300 Выход годного (стали),% ...
0 комментариев