Навигация
Сертификация проводится по схемам, установленным системами сертификации однородной продукции или группы услуг
133964
знака
2
таблицы
7
изображений
8. Сертификация проводится по схемам, установленным системами сертификации однородной продукции или группы услуг.
Минэнерго РФ
Белгородский индустриальный колледж
группа 31 РТО
Реферат
По дисциплине: Стандартизация, метрология и сертификация
2014.ПР.3160.00.СМС.
Выполнил Лопатин Е. П.
Принял Прокопенко Е. Б.
2001
Минэнерго РФ
Белгородский индустриальный колледж
группа 31 РТО
Реферат
По дисциплине: Стандартизация, метрология и сертификация
2014.ПР.2931.00.СМС
Выполнил Астахов Р. А
Принял Прокопенко Е. Б.
2001
Минэнерго РФ
Белгородский индустриальный колледж
группа 31 РТО
Реферат
По дисциплине: Стандартизация, метрология и сертификация
2014.ПР.2940.00.СМС
Выполнил Образцов А. А.
Принял Прокопенко Е. Б.
2001
Минэнерго РФ
Белгородский индустриальный колледж
группа 31 РТО
Реферат
По дисциплине: Стандартизация, метрология и сертификация
2014.ПР.2938.00.СМС
Выполнил Коноплёв И. Н.
Принял Прокопенко Е. Б.
2001
Минэнерго РФ
Белгородский индустриальный колледж
группа 31 РТО
Реферат
По дисциплине: Стандартизация, метрология и сертификация
2014.ПР.2394.00.СМС
Выполнил Келлер Д. А.
Принял Прокопенко Е. Б.
2001
Минэнерго РФ
Белгородский индустриальный колледж
группа 31 РТО
Реферат
По дисциплине: Стандартизация, метрология и сертификация
2014.ПР.4082.00.СМС
Выполнил Мясоедов А. А.
Принял Прокопенко Е. Б.
2001
Минэнерго РФ
Белгородский индустриальный колледж
группа 31 РТО
Реферат
По дисциплине: Стандартизация, метрология и сертификация
2014.ПР.4081.00.СМС
Выполнил Лунёв Ю. А.
Принял Прокопенко Е. Б.
2001
Минэнерго РФ
Белгородский индустриальный колледж
группа 31 РТО
Реферат
По дисциплине: Стандартизация, метрология и сертификация
2014.ПР.2942.00.СМС
Выполнил Потехин С. Б.
Принял Прокопенко Е. Б.
2001
Минэнерго РФ
Белгородский индустриальный колледж
группа 31 РТО
Реферат
По дисциплине: Стандартизация, метрология и сертификация
2014.ПР.1262.00.СМС
Выполнил Кущёв А. С.
Принял Прокопенко Е. Б.
2001
Минэнерго РФ
Белгородский индустриальный колледж
группа 31 РТО
Реферат
По дисциплине: Стандартизация, метрология и сертификация
2014.ПР.2936.00.СМС
Выполнил Кулёв В. Н.
Принял Прокопенко Е. Б.
2001
Минэнерго РФ
Белгородский индустриальный колледж
группа 31 РТО
Реферат
По дисциплине: Стандартизация, метрология и сертификация
2014.ПР.2936.00.СМС
Выполнил Гринёв Ю. В.
Принял Прокопенко Е. Б.
2001
Минэнерго РФ
Белгородский индустриальный колледж
группа 31 РТО
Реферат
По дисциплине: Стандартизация, метрология и сертификация
2014.ПР.4091.00.СМС
Выполнил Фанайлов В. Ю.
Принял Прокопенко Е. Б.
2001
Белгородский индустриальный колледж
По предмету: Стандатризация
Выполнил: Лунёв Ю. А.
Приняла: Прокопенко Е. Б.
2001
Часть 1. Организация и методика проведения стандартизации.
Наибольшая эффективность и комплексность проведения стандартизации в СССР достигается благодаря государственному планированию всех работ по стандартизации. Планы по стандартизации увязываются с соответствующими планами научно-исследовательских, опытно-конструкторских и экспериментальных работ. ГОСТ 1.0-68 предусматривают составление перспективных и годовых планов государственной, отраслевой и республиканской стандартизации, а также стандартизации на предприятиях. Все виды перспективных планов по стандартизации согласовываются с основными направлениями развития народного хозяйства страны на планированный период и содержат задания на разработку новых и пересмотр существующих стандартов всех видов. Годовые планы разрабатывают в соответствии с перспективными. Работы, связанные с выполнением всех планов по стандартизации, включают в соответствующие разделы планов развития народного хозяйства страны.
Порядок разработки новых стандартов, установленный ГОСТ 1.0-68, включает шесть стадий: организацию разработки стандарта и составления технического задания; разработку проекта стандарта или его первой редакции и рассылку на отзыв; обработку отзывов и разработку окончательной редакции проекта стандарта; подготовку, согласование и представление проекта стандарта, его утверждение и регистрация; издание стандарта.
Рассмотрим некоторые особенности разработки стандартов. По каждому этапу намечают сроки выполнения. Составление технического задания начинают со сбора, изучения и анализа отечественных и зарубежных источников. При необходимости изучают передовой опыт изготовления, эксплуатации и применения аналогичной продукции. К проекту стандарта обязательно прикладывают пояснительную записку, содержащую основные целесообразности создания нового стандарта, отмены или изменения существующих стандартов; анализ и обоснование показателей, норм, надёжности, технико-экономического эффекта; обоснование сроков внедрения и проведения мероприятий, связанных с внедрением нового стандарта, и другие сведенья, зависящие от категории и вида стандарта.
Внедрение стандартов обычно требует значительной подготовки: издание необходимой технической документации и литературы; обеспечение новой продукции сырьём, материалами, полуфабрикатами; изготовление специальной технологической оснастки и оборудования; реорганизации существующих технологических линий, участков, цехов, а иногда создание специальных предприятий.
Новые стандарты внедряют по планам министерства и других ведомств. Порядок утверждения стандартов изложен в ГОСТ 1.2-68. На первой страницы стандартов обязательно указывают сроки их действия.
Госстандарт СССР, министерства и ведомства осуществляют систематический и повседневный надзор за внедрением и соблюдением стандартов. При современных темпах развития научно-технического прогресса стандарты быстро «стареют», и их пересматривают не реже 1 раза в 5 лет по утверждённым планам.
Часть 2. Поверхности, размеры, отклонения и допуски.
СТ СЭВ 145-75 устанавливает основные определения допусков и посадок для элементов деталей и их соединений, имеющих гладкие цилиндрические или плоские параллельные поверхности.
Поверхности деталей бывают цилиндрические, плоские, конические, эвольвентные, сложные (шлицевые, винтовые) и д.р. Кроме того, поверхности бывают сопрягаемые. Сопрягаемые – это поверхности по которым детали соединяются в сборочные единицы, а сборочные единицы в механизмы. Несопрягаемые или свободные – это конструктивно необходимые поверхности, не предназначенные для соединения с поверхностями других деталей.
Внутренние цилиндрические поверхности, также внутренние поверхностями с параллельными плоскостями являются охватывающими. Их условно называют отверстиями. Диаметры отверстий обозначают D. Наружные поверхности являются охватывающими. Их условно называют валами и обозначают d.
Размеры выражают числовые значения линейных величин и делятся на номинальные, действительные и предельные. В машино- и приборостроении все размеры технической документации задают и указывают в миллиметрах.
Номинальный размер – размер, относительно короткого определяют предельные размеры и отсчитывают отклонения. Номинальные размеры являются основными размерами деталей или их соединений. Их назначают в результате расчётов деталей на прочность, жёсткость, износостойкость и по другим категориям работоспособности, или исходя из конструктивных, технологических и эксплуатационных соображений.
Действительный размер – размер, установленный измерением с допустимой погрешностью. Погрешность измерения, а следовательно, и выбор измерительных средств необходимо согласовывать с точностью, которая требуется для данного размера.
Предельные размеры – два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер. Больший из двух предельных размеров называют наибольшим предельным размером, а меньший – наименьшим предельным размером.
Отклонением называют алгебраическую разность между размером и соответствующим номинальным размером. Отклонения отверстий обозначают Е, валов е.
Действительное отклонение равно алгебраической разности действительного и номинального размеров:
Er=Dr-D; er=dr-d.
Предельное отклонение равно алгебраической разности предельного и номинального размеров. Различают верхнее, нижнее и среднее отклонения. Верхнее отклонение равно алгебраической разности наибольшего предельного и номинального размеров:
ES=Dmax-D; es=dmax-D.
Нижнее отклонение равно алгебраической разности наименьшего предельного и номинального размеров:
EI=Dmax-D; ei=dmin-D.
Среднее отклонение равно полусумме верхнего и нижнего отклонений:
Em=0.5(ES=EI); em=0.5(es=ei).
Понятие о допуске размера. Разброс действительных размеров неизбежен, но при этом не должна нарушаться работоспособность деталей и их соединений, т.е. действительные размеры годных деталей должны находиться в допустимых пределах, которые в каждом конкретном случае определяются предельными размерами или предельными отклонениями. Отсюда и происходит такое понятие как допуск размера.
Допуск равен разности наибольшего и наименьшего предельных размеров
TD=Dmax-Dmin; Td=dmax-dmin
или абсолютной величине алгебраической разности верхнего и нижнего отклонений
TD=ES-EI; Td=es-ei.
Допуск всегда является положительной величиной независимо от способа его вычисления. На чертежах допуск указывают только через предельные отклонения.
Часть 3. Основные цели и принципы сертификации.
Цели сертификации. Сертификация направлена на достижение следующих целей:
содействие потребителям в компетентном выборе продукции;
защита потребителя от недобросовестности изготовителя;
контроль безопасности продукции для окружающей среды, жизни, здоровья и имущества;
подтверждение показателей качества продукции, заявленных изготовителем;
создание условий для деятельности организаций и предпринимателей на едином товарном рынке России, а также для участия в международном экономическом, научно-техническом сотрудничестве и международной торговле.
Принципы сертификации. При проведении сертификации необходимо руководствоваться следующими принципами.
1. Законодательная основа сертификации.
2. Открытость системы сертификации.
3. Гармонизация правил и рекомендаций по сертификации с международными нормами и правилами.
4. Открытость и законность информации.
Минэнерго РФ
Белгородский индустриальный колледж
группа 31 РТО
Реферат
По дисциплине Стандартизация, метрология и сертификация
2014.ПР.4131.00.СМС.
Выполнил Любчич Е. Н.
Принял Прокопенко Е. Б.
2001
Роль стандартизации в повышении эффективности производства
Повышение качества изделий. Унификацией, агрегатированием и стандартизацией регулируют номенклатуру изготовляемых типов и типоразмеров изделий. Серийное и массовое производство организуют, как правило только таких изделий, для которых стандартизированы размеры, показатели качества, а часто и конкуренция. Отмена стандарта на изделие означает снятие его с производства. Унифицируют и стандартизируют оптимальные параметры и показатели качества узлов и машин, особенно если используют метод опережающей стандартизации. Метод комплексной стандартизации позволяет шире применять принцип агрегатирования, устанавливать взаимно увязанные требования к сырью, материалам, комплектующим изделиям, технологическому процессу и оборудованию, измерительным средствам и другим объектам, при выполнении которых обеспечивается заданное качество конечного изделия. При большой сложности многих типов современных машин и приборов и широкой межотраслевой кооперации комплексная стандартизация является единственным методом наиболее эффективного обеспечения требуемого качества изделий.
Повышению качества изделий способствует внедрению ЕСТПП, Государственной системы управления и аттестации качества продукции, а также применение унифицированных централизованно изготовляемых общетехнических деталей и узлов, норм проектирования.
Выпуск деталей и узлов с чётко оговорёнными геометрическими, механическими, электрическими и другими функциональными параметрами при оптимальной их точности и оптимальном качестве поверхности, создание гарантированного запаса работоспособности машин и приборов позволяют обеспечить взаимозаменяемость всех выпускаемых заводом однотипных изделий по их эксплуатационным показателям. При этом их точность и долговечность повышается на 20 – 30%, брак сокращается на 20 – 40%, а трудоёмкость подгоночных и регулировочных работ уменьшаются на 30 – 50%.
Включение в перспективные и годовые планы разработки и пересмотра государственных, республиканских и отраслевых стандартов заданий по повышению показателей технического уровня и качества важнейших видов стандартизируемых изделий, использование результатов научно-исследовательских и опытно-конструкторских работ для обязательной разработки стандартов на модифицируемые изделия ускоряет внедрение достижений науки и техники и позволяет управлять качеством изделий в масштабе отрасли и всего народного хозяйства.
Сокращённая номенклатура изделий, стандартизация и взаимозаменяемость их узлов и агрегатов создают условия для развития специализации и отраслевого и межотраслевого кооперирования заводов. Унифицированные детали, узлы и агрегаты на специализированных заводах изготовляют на высокопроизводительном оборудовании с использованием более точных и стабильных технологических процессов и средств измерения, что обеспечивает повышение производительности труда и качества изделий. Принцип взаимозаменяемости создаёт предпосылки для осуществления специализации и кооперирования производства в масштабе ряда стран – членов СЭВ.
Повышение экономичности производства. Применение унифицированных и стандартизированных агрегатов и элементов машин способствует росту производительности труда и качества их проектирования. При этом сокращаются затраты на проектные работы. При внедрении ЕСТПП, благодаря использованию стандартного инструмента и оснастки уменьшаются затраты и сроки на подготовку производства. Большая эффективность достигается за счёт применения деталей, узлов и изделий, изготовляемых на специализированных заводах. В настоящее время удельный вес специализированных производств стандартизированных и унифицированных агрегатов и элементов составляет около 10%. Если довести этот показатель до 20%, то в результате снижения себестоимости изготовления изделий можно получить экономию около 5 млрд. руб.
Взаимозаменяемость также повышает экономичность производства, так как она в значимой степени упрощает сборку изделий, которая сводится к соединению деталей в узел и узлов в изделие без пригонки или с минимальными регулировочными или подборочными работами. При этом упрощается эксплуатация и ремонт изделий, так как износившейся или вышедшие из строя детали и узлы можно легко заменить запасными без ухудшения эксплуатационных показателей, т.е. повышаются восстанавливаемость и ремонтопригодность изделий.
Роль взаимозаменяемости в ускорении темпов технического прогресса в промышленности очень велика. Так, комплексная механизация и автоматизация производственных процессов, создание автоматических линий, цехов и предприятий могут быть оснащены только на основе взаимозаменяемого производства, обеспечивающего выпуск всех деталей, узлов и изделий установленных размеров, форм и качества.
Внедрение новых стандартов в десятой пятилетки позволит повысить надёжность оборудования, ресурсы машин, производительность энергоустановок, уровень унификации важнейших машин и приборов, удельный вес стандартной технологической оснастки и агрегатирования технологического оборудования в машиностроении, что даёт значительный экономический эффект.
Основные сведенья о взаимозаменяемости
Взаимозаменяемостью изделий, их частей или других видов продукции называется их свойство равноценно заменять при использовании любой из множества экземпляров изделий, их частей или иной продукции другим однотипным экземпляром. Наиболее широко применяют полную взаимозаменяемость. Это вид взаимозаменяемости, при котором обеспечивается возможность беспригоночной сборки технических требований по всем параметрам качества. Она достигается только тогда, когда после изготовления размеры, форма, механические, электрические и другие количественные и качественные характеристики деталей и составных частей находятся в заданных пределах, а собранные изделия удовлетворяют техническим требованиям. Выполнение требований к точности деталей и составных частей изделий являются важнейшим исходным условием обеспечения взаимозаменяемости. Кроме этого, для обеспечения взаимозаменяемости необходимо выполнять и другие условия. Комплекс научно-технических исходных положений, выполнение которых при конструировании, производстве и эксплуатации обеспечивает взаимозаменяемость деталей, составных частей и изделий в целом называется принципом взаимозаменяемости.
Взаимозаменяемыми могут быть детали, составные части и изделия в целом. В первую очередь такими должны быть те детали и составные части, от которых зависит надёжность, долговечность и другие эксплуатационные показатели изделий. Это требование, естественно, распространяется и на запасные части.
Свойство собираемости и возможности равноценной замены любого экземпляра взаимозаменяемой детали и составной части изделия любым другим однотипным экземпляром позволило на машиностроительных заводах серийного и массового производства изготовлять детали в одних целях, а собирать их в составные части и изделия – в других, независимо друг от друга. При сборке используют стандартные крепёжные детали, подшипники качения, электротехнические, резиновые и пластмассовые изделия, а часто и унифицированные агрегаты, получаемые по кооперации от других предприятий. Несмотря на это, при полной взаимозаменяемости сборка составных частей и машин, удостоверяющих предъявляемым требованиям, производится без доработки деталей и составных частей. Такое производство называется взаимозаменяемым.
Иногда эксплуатационные требования к изделиям проводят к необходимости изготовлять детали и составные части с малым экономически неприемлемым или технологически трудно выполнимыми допусками. В этих случаях применяют групповой подбор деталей, компенсаторы, регулирование положения некоторых частей машин и приборов, пригонку и другие дополнительные технологические мероприятия при обязательном выполнении требований к качеству составных частей и изделий в целом. Такую взаимозаменяемость называют неполной. Она может осуществляться не по всем, а только по отдельным геометрическим, электрическим или другим параметрам.
Различают также внешнюю и внутреннюю взаимозаменяемость.
Внешняя взаимозаменяемость – это взаимозаменяемость покупных и кооперируемых изделий и составных частей по эксплуатационным показателям, а также по размерам и форме присоеденительных поверхностей, т.е. таких, по которым взаимосвязанные узлы основного изделия соединяют между собой и с покупными и с кооперируемыми агрегатами. Например, в электродвигателях внешняя взаимозаменяемость осуществляется по числу оборотов вала и мощности, а также по размерам присоединительных поверхностей в подшипниках качения – по наружному диаметру наружного кольца и внутреннему диаметру внутреннего кольца, а также по точности вращения.
Внутренняя взаимозаменяемость распространяется на детали, составляющие отдельные узлы, или на составные части и механизмы, входящие в изделие. Например, в подшипнике качения внутреннюю групповую взаимозаменяемость имеют тела качения и кольца.
Уровень взаимозаменяемости производства может характеризоваться коэффициентом взаимозаменяемости Кв, равному отношению трудоёмкости изготовления взаимозаменяемых деталей и частей к общей трудоёмкости изготовления изделия. Значение этого коэффициента может быть различным. Однако степень его приближения к единице является объективным показателем высокого технического уровня производства.Нашей стране принадлежит приоритет в организации взаимозаменяемого производства в металлообрабатывающей промышленности.
Обязательная и добровольная сертификация
В соответствии с Законом РФ сертификация может иметь обязательный и добровольный характер.
Обязательная сертификация – подтверждение уполномоченным на то органом соответствия продукции обязательным требованиям, установленным законодательством.
Обязательная сертификация является формой государственного контроля за безопасностью продукции. Её осуществление связано с определёнными обязанностями, налагаемыми на предприятия, в том числе материального характера. Поэтому она может осуществляться лишь в случаях, предусмотренных законодательными актами РФ, т.е. законами и нормативными актами Правительства РФ. Отсюда второе наименование обязательной сертификации – «сертификация в законодательно регулируемой сфере».
В соответствии со ст. 7 Закона РФ «О защите прав потребителей» перечни товаров, подлежащих обязательной сертификации, утверждаются Правительством РФ. На основании этих перечней разрабатывается и вводится в действие постановление Госстандарта России «Номенклатура продукции и услуг, в отношении которых законодательными актами РФ предусмотрена их обязательная сертификация». По существу, «Номенклатура…» - это детализированный «Перечень…». Если «Перечень…» представлен классами соответствующего Общероссийского классификатора с двухразрядным кодом, то «Номенклатура…» - видами продукции с шестиразрядным кодом. Если «Перечни…» включают объекты, как подвергаемые в настоящее время, так и намечаемые в перспективе для обязательной сертификации, то «Номенклатура…» включает только объекты, подвергаемые в настоящее время обязательной сертификации.
При обязательной сертификации подтверждаются только те обязательные требования, которые установлены законом, вводящим обязательную сертификацию. Так согласно ст. 7 Закона РФ «О защите прав потребителей» при обязательной сертификации товаров должна подтверждаться их безопасность.
При обязательной сертификации действие сертификата соответствия и знака соответствия распространяется на всей территории РФ.
Организация и проведение работ по обязательной сертификации возлагаются на специально уполномоченный федеральный орган исполнительной власти в области сертификации – Госстандарт России, а в случаях, предусмотренными законодательными актами РФ в отношении отдельных видов продукции, и на другие федеральные органы исполнительной власти.
Добровольная сертификация проводится в соответствии с Законом РФ по инициативе заявителя в целях подтверждения соответствия продукции требованиям стандартов, технических условий, рецептур и других документов, определяемых заявителем.
Добровольная сертификация проводится на условиях договора между заявителем и органом по сертификации. Добровольная сертификация продукции, подлежащей обязательной сертификации, не может заменить обязательную сертификацию такой продукции.
Тем не менее по продукции, прошедшей обязательную сертификацию, могут проверяться в рамках добровольной сертификации требования, дополняющие обязательные.
На 1 января 1999 года в России было зарегистрировано 86 систем добровольной сертификации.
Примерами добровольной сертификации могут быть:
Система стоимостной оценки автотранспортных средств (СЕРТОЦАТ), разработанная Министерством автомобильного транспорта РФ;
Система сертификации экологического агропроизводства (ЭкоНива), разработанная АОЗТ «ЭкоНива».
В России в настоящее время преобладает обязательная сертификация, за рубежом – добровольная. В условиях рыночной экономики проведение добровольной сертификации становится условием преодоления торговых барьеров, так как, повышая конкурентоспособность, она фактически обеспечивает производителю место на рынке. Например, во Франции добровольная сертификация проводится на соответствие стандартам Франции «NF».
В России кровно заинтересованы в добровольной сертификации продукции лишь российские экспортёры. По мере ужесточения конкуренции на рынке будет возрастать потребность в добровольной сертификации.
Список использованной литературы
И.М.Лифиц Основы стандартизации метрологии и сертификации учебник
А.И.Якушев Взаимозаменяемость стандартизация и технические измерения
Н.С.Козловский. А.Н.Виноградов Основы стандартизации, допуски, посадки и технические измерения
Л.А.Болдин Основы взаимозаменяемости и стандартизации в машиностроении
Межгосударственная система стандартизации.
Представителями государств бывшего СССР было подписано 13 марта 1992 года. Соглашение о проведении согласованной политики в области стандартизации, в котором заложены основные системы межгосударственной стандартизации. Согласно этому документу были признаны: действующие ГОСТы в качестве межгосударственных стандартов; эталонная база бывшего СССР как совместное достояние; необходимость двухсторонних соглашений для взаимного признания систем стандартизации, сертификации и метрологии.
На межправительственном уровне был создан Межгосударственный совет по стандартизации, метрологии и сертификации (МГС). Его основными функциями являются: выработка приоритетных направлений деятельности в области стандартизации; представление проектов межгосударственных стандартов на утверждение; рассмотрение и принятие основных направлений работ в области стандартизации и схем расходов на их проведение. Принимаемые советом решения обязательны для государств, представители которых вошли в Совет.
Членами МГС являются руководители национальных органов по стандартизации, метрологии и сертификации государств – участников Соглашения всех 12 государств Содружества.
Руководство работами по стандартизации, метрологии и сертификации в государствах – участниках Соглашения осуществляют соответствующие органы: например, в Республике Армения – Армгосстандарт; на Украине – Госстандарт Украины; в Республике Молдавия – Госдепартамент Молдовастандарт; в Туркменистане – Туркменглавгосинспекция и т.д.
Основной рабочий орган МГС – постоянно действующий Технический секретариат с местом пребывания в Минске. По установившейся традиции заседания проводятся поочерёдно в государствах – участниках Соглашения.
В результате деятельности МГС сохранены существовавшие в СССР фонды НД и эталонная база.
К настоящему времени полностью завершился процесс взаимного признания национальных систем сертификации стран СНГ.
Рабочими органами МГС являются межгосударственные технические комитеты по стандартизации (МТК), которые создаются для разработки межгосударственных стандартов и проведения других конкретных работ в области межгосударственной стандартизации. Деятельность свыше 200 МТК по разработке ГОСТ ведётся в соответствии с годовыми планами.
Межгосударственные стандарты и изменения к ним принимаются по решению МГС, заседания которого проходят 2 раза в год.
Общие положения по правилам проведения работ в области межгосударственной стандартизации установлены в основополагающем стандарте – ГОСТ 1.0-92. Стандарт считается принятым, если за его принятие проголосовало не менее двух государств.
В качестве проекта ГОСТ национальный орган по стандартизации какого-либо государства может предложить действующий национальный стандарт государства – участника Соглашения. Так, значительную долю принятых ГОСТ в последнее время составляют государственные стандарты России – ГОСТ Р.
За пять лет (1992-1997гг.) было принято 2500 НД, которые направлены прежде всего на создание технических требований к продукции, подлежащей обязательной сертификации. Принятые стандарты гармонизированы с международными, что способствует продвижению государств СНГ на мировой рынок.
Отдавая должное большой работе, проводимой МГС в рамках СНГ, Международная организация по стандартизации – ИСО признала МГС в качестве международной региональной стандартизации. Деятельность МГС в значимой мере способствует ускорению процесса вступления государств – участников Содружества в ИСО и ВТО.
Краткая история метрологии, роль измерений и значение метрологии.
Метрология как область практической деятельности зародилась в древности. На всём пути развития человеческого общества измерения были основой отношения людей между собой, с окружающими предметами, природой. При этом вырабатывались единые представления о размерах, формах, свойствах предметов и явлений, а также правила и способы их сопоставления.
Наименование единиц измерения и их размеры появлялись в давние времена чаще всего в соответствии с возможностью применения единиц и их размеров без специальных устройств, т.е. создавались с ориентацией на те единицы, что были «под руками и ногами». В России в качестве единиц длинны были «пядь», «локоть».
Для поддержания единства установленных мер ещё в древние времена создавались эталонные меры. К ним относились бережно: в древности они хранились в храмах, церквях как наиболее надёжных местах для хранения ценных предметов.
По мере развития промышленного производства повышались требования к применению и хранению мер, усиливалось стремление к унификации размеров единиц физических величин.
Долгое время метрология была в основном описательной наукой о различных мерах и соотношениях между ними. Но в процессе развития общества роль измерений возросла, и с конца прошлого века благодаря прогрессу физики метрология поднялась на качественно новый уровень. Большую роль в становлении метрологии в России сыграл Д.И. Менделеев, руководивший отечественной метрологией в период с 1892 по 1907 годы. «Наука начинается… с тех пор, как начинают измерять», - в этом научном кредо великого учёного выражен, по существу, важнейший принцип развития науки, который не утратил актуальности и в современных условиях.
Развитие естественных наук привело к появлению всё новых и новых средств измерений (СИ), а они, в свою очередь, стимулировали развитие науки, становясь всё более мощным средством исследования. Так, повышение точности измерений плотности воды привело в 1932 году к открытию тяжёлого изотопа водорода – дейтерия. Подобным примером, которые подтверждают роль измерений как инструмента познания, множество. Здесь уместно привести высказывания крупнейшего русского физика и электротехника Б.С.Якоби: «Искусство измерений является могущественным оружием, созданным человеческим разумом для проникновения в законы природы и подчинения её сил нашему господству».
Можно выделить три главные функции измерений в народном хозяйстве:
учёт продукции народного хозяйства, исчисляющийся по массе, длине, объёму, расходу, мощности, энергии;
измерения, проводимые для контроля и регулирования технологических процессов и для обеспечения нормального функционирования транспорта и связи;
измерения физических величин, технических параметров, состава и свойств вещества, проводимые при научных исследованиях, испытаниях и контроле продукции в различных отраслях народного хозяйства.
Эффект, получаемый в народном хозяйстве благодаря применению СИ, составляет примерно 8-10 рублей на 1 руб. затрат.
Таким образом измерения являются важнейшим инструментом познания объектов и явлений окружающего мира и играют огромную роль в развитии народного хозяйства.
Повышение качества измерений и успешное внедрение новых методов измерений зависят от уровня развития метрологии как науки.
Метрология – наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности. Метрологию подразделяют на теоретическую, прикладную и законодательную.
Теоретическая метрология занимается вопросами фундаментальных исследований, созданием системы единиц измерений, физических постоянных, разработки новых методов измерения.
Прикладная метрология занимается вопросами практического применения в различных сферах деятельности результатов теоретических исследований в рамках метрологии.
Законодательная метрология включает совокупность взаимообусловленных правил и норм, направленных на обеспечение единства измерений, которые возводятся в ранг правовых положений, имеют обязательную силу и находятся под контролем государства.
Порядок сертификации услуг (работ).
В соответствии с Постановлением Правительства РФ от 13 июля 1997 года №1013 в Перечень работ и услуг, подлежащих обязательной сертификации, включены следующие группы бытовых услуг:
ремонт и техническое обслуживание бытовой радиоэлектронной аппаратуры, бытовых машин и бытовых приборов;
техническое обслуживание и ремонт автотранспортных средств;
химическая чистка и крашение;
транспортные услуги;
жилищно-коммунальные услуги;
туристические и экскурсионные услуги;
услуги парикмахерских;
услуги торговли и общественного питания.
В номенклатуру продукции и услуг, введённую с 1 октября 1998 года, вошли те виды услуг, по которым имеются утверждённые системы сертификации.
По состоянию на 1 июля 1999 года в стадии разработки находились системы сертификации услуг розничной торговли и услуг парикмахерских.
Вне сферы обязательной сертификации остаются из-за отсутствия её нормативной базы пока такие потенциально опасные услуги, как медицинские услуги, услуги рынков.
Сертификация работ и услуг осуществляется в той же последовательности, что и сертификация продукции, и предусматривает шесть этапов:
подача заявки на сертификацию;
рассмотрение и принятие решения по заявке;
оценка соответствия работ и услуг установленным требованиям;
принятие решения о возможности выдачи сертификата;
выдача сертификата и лицензии на применение знака соответствия;
инструкционный контроль сертифицированных работ и услуг.
Сравнивая содержание этапов сертификации продукции и сертификации работ (услуг), необходимо обратить внимание на сущность этапа 3. В общем виде она включает: оценку выполнения и оказания услуг; проверку, испытание результатов работ и услуг. Итоги первой процедуры отражают в актах, итоги второй – в протоколах испытаний.
Как и при сертификации продукции, во всех схемах могут быть использованы дополнительные документы, подтверждающие соответствие установленным требованиям и получение вне самой процедуры сертификации. Речь идёт о результатах социологических обследований, экспертных оценках, протоколах испытаний продукции как результата услуги, заключениях федеральных органов исполнительной власти и т.д. Эти документы могут служить основанием для сокращения работ по оценке, проверке и инспекционному контролю работ и услуг.
При проверке результатов работ и услуг наиболее широко используются социологические и экспертные методы. Например, для оценки качества обслуживания в магазине, предприятий общественного питания проводится опрос посетителей. В ремонтных предприятиях с помощью книги заказов, содержащей фамилии и телефоны заказчиков, связываются с клиентами и выясняют их отзывы о качестве ремонта и обслуживания. Экспертные методы необходимы для тех случаев, когда квалифицированная оценка результатов работ и услуг невозможна без участия группы опытных специалистов-экспертов: дегустация блюд и кулинарных изделий в предприятиях общепита; оценка качества причёсок, сделанной мастерами парикмахерской; качество занятий и уровень знаний в сфере образования.
Одна из особенностей системы сертификации работ и услуг – в структуре системы сертификации нематериальных услуг и отдельных материалов услуг может отсутствовать такое звено, как испытательная лаборатория, поскольку проверка результатов может не предусматривать испытание. В необходимых случаях ОС может привлекать аттестованные ИЛ.
Эффективность работ по стандартизации.
В условиях рыночной экономики эффективность работ по стандартизации проявляется как в процессе, так и в результатах деятельности конкретных субъектов хозяйствования различных форм собственности, причём во всех сферах – в научных исследованиях и опытно-конструкторских работах, в производстве, обращении, эксплуатации и утилизации продукции.
Эффективность работ по стандартизации определяется в соответствии с Рекомендациями Госстандарта России.
Под эффективностью работ понимают соотношения общественного эффекта применения результатов работ по стандартизации в народном хозяйстве и затрат, связанных с их применением.
Определение эффективности работ по стандартизации осуществляется в целях:
обоснование целесообразности включения конкретных работ по стандартизации в планы государственной и межгосударственной стандартизации;
выбора наиболее оптимальных вариантов, включаемых в стандарты требований;
оценки результативности деятельности в области стандартизации.
В качестве показателей экономической эффективности работ используются следующие:
экономия – величина суммарного уменьшения затрат в народном хозяйстве страны в связи с применением конкретного стандарта на единицу стандартизируемой продукции;
затраты – величина суммарного увеличения затрат в народном хозяйстве страны в связи с применением конкретного стандарта;
экономический эффект на единицу продукции – величина итогового уменьшения затрат при производстве, обращении, применении и утилизации единицы стандартизируемой продукции, определяемый как разность между экономией и затратами;
экономическая эффективность работ по стандартизации – соотношение экономического эффекта и затрат в народном хозяйстве страны в связи с применением конкретного стандарта.
Определение экономической эффективности рекомендуется осуществлять при разработке и применении следующих видов стандартов:
стандарта на продукцию и услуги, устанавливающего технические требования или технические условия;
стандарта на работы;
стандарты на методы контроля;
Техническая эффективность работ по стандартизации может выражаться в относительных показателях технических эффектов, получаемых в результате применения стандарта: например, в росте уровня безопасности, снижения вредных воздействий и выбросов, снижение материало- или энергоёмкости производства или эксплуатации, повышении ресурса, надёжности и др.
Информационная эффективность работ по стандартизации может выражаться в достижении необходимого для общества взаимопонимания, единства представления и восприятия информации, в том числе в товарно-правовых отношениях субъектов хозяйственной деятельности друг с другом и органов государственного управления, в международных научно-технических и торгово-экономических отношениях.
Социальная эффективность заключается в том, что реализуемые на практике обязательные требования к продукции положительно отражаются на здоровье и уровне жизни населения, а также на других социально значимых аспектах. Он выражается в показателях снижения уровня производственного травматизма, уровня заболеваемости, повышения продолжительности жизни, улучшения социально-психологического климата и др.
Как правило, социальный эффект стандартизации не поддаётся прямому подсчёту. Нередко разработка и внедрение комплекса стандартов не только не дают экономии денежных средств, но и требуют дополнительных затрат. Однако получаемый в результате работ по стандартизации эффект улучшения здоровья малышей – огромное социальное достижение.
Краткая история метрологии, роль измерений и значение метрологии.
Метрология как область практической деятельности зародилась в древности. На всём пути развития человеческого общества измерения были основой отношений людей между собой, с окружающими предметами, природой. При этом вырабатывалась единые представления о размерах, формах, свойствах предметов и явлений, а также правила и способы их сопоставления.
Наименование единиц измерения и их размеры появлялись в давние времена чаще всего в соответствии с возможностью применения единиц и их размеров без специальных устройств, т.е. создавались с ориентацией на те единицы, что были «под руками и ногами». В России в качестве единиц длины были «пядь», «локоть».
Для поддержания единства установленных мер ещё в древние времена создавались эталонные меры. К ним относились бережно: в древности они хранились в храмах, церквях как наиболее надёжных местах для хранения ценных предметов.
По мере развития промышленного производства повышались требования к применению и хранению мер, усиливалось стремление к унификации размеров единиц физических величин.
Долгое время метрология была в основном описательной наукой о различных мерах и соотношениях между ними. Но в процессе развития общества роль измерений возросла, и с конца прошлого века благодаря прогрессу физики метрология поднялась на качественный новый уровень. Большую роль в становлении метрологии в России сыграл Д. И. Менделеев, руководивший отечественной метрологией в период с 1892 по 1907 г. «Наука начинается… с тех пор, как начинают измерять», - в этом научном кредо великого учёного выражен, по существу, важнейший принцип развития науки, который не утратил актуальности и в современных условиях.
Развитие естественных наук привело к появлению все новых и новых средств измерений, а они, в свою очередь, стимулировали развитие наук, становясь всё более мощным средством исследования. Так, повышение точности измерений плотности воды привело в 1932 г. к открытию тяжёлого изотопа водорода – дейтерия. Подобных примеров, которые подтверждают роль измерений как инструмента познания, множество. Здесь уместно привести высказывание крупнейшего русского физика и электротехника Б. С. Якоби: «Искусство измерений являются могущественным оружием, созданным человеческим разумом для проникновения в законы природы и подчинения её сил нашему господству».
Можно выделить три главные функции измерений в народном хозяйстве:
учёт продукции народного хозяйства, исчисляющееся по массе, длине, объёму, расходу, мощности, энергии;
измерения, проводимые для контроля регулирования технологических процессов и для обеспечения нормального функционирования транспорта и связи;
измерение физических величин, технических параметров, состава и свойств веществ, проводимые при научных исследованиях, испытаниях и контроле продукции в различных отраслях народного хозяйства.
От качества СИ зависит эффективность выполнения указанных функций. Приведём несколько примеров, относящихся к первой функции СИ: погрешности эксплуатируемых в настоящее время счётчиков энергии приводят к неопределённости в учёте такого же количества электроэнергии; состояния современного весового хозяйства таково, что в процессе взвешивания остаётся неучтённым около 1% всех измеряемых продуктов производства. Повышение точности измерений позволяет определить недостатки тех или иных технологических процессов и устранить эти недостатки. Всё это в конечном счёте приводит к повышению качества продукции, экономии энергетических и тепловых ресурсов, а также сырья и материалов.
Эффект, получаемый в народном хозяйстве благодаря применению СИ, составляет примерно 8-10 руб. на 1 руб. затрат.
Таким образом, измерения являются важнейшим инструментом познания объектов и явления окружающего мира и играют огромную роль в развитии народного хозяйства.
Повышения качества измерений и успешное внедрение новых методов измерений зависят от уровня развития метрологии как науки.
Метрология – наука об изменениях, методах и средствах обеспечения их единства и способах достижения требуемой точности. Метрологию подразделяют на теоретическую, прикладную и законодательную.
Теоретическая метрология занимается вопросами фундаментальных исследований, созданием системы единиц измерений, физических постоянных, разработки новых методов измерения.
Прикладная метрология занимается вопросами практического применения в различных сферах деятельности результатов теоретических исследований в рамках метрологии.
Законодательная метрология включает совокупность взаимообусловленных правил и норм, направленных на обеспечение единства измерений, которые вводятся в ранг правовых положений, имеют обязательную силу и находятся под контролем государства.
Основные нормативные документы, стандарты, правила, положения, рекомендации.
Нормативный документ – документ, устанавливающий правила, общие принципы или характеристики, касающиеся различных видов деятельности или их результатов.
Термин «нормативный документ» является родовым, охватывающим такие понятия, как стандарты и иные нормативные документы по стандартизации – правила, рекомендации, регламенты, общероссийские классификаторы.
Стандарт – нормативный документ по стандартизации, разработанный, как правило, на основе согласия, характеризующегося отсутствием возражений по существенным вопросам у большинства заинтересованных сторон, принятый признанным органом. Стандарты основываются на обобщённых результатах науки, техники и практического опыта и направлены на достижение оптимальной пользы для общества.
В зависимости от сферы деятельности различают стандарты разного статуса или категории: международный стандарт, региональный стандарт, государственный стандарт Российской Федерации, межгосударственный стандарт, стандарт отрасли, стандарт научно-технического или инженерного общества, стандарт предприятия.
Правила – документ, устанавливающий обязательные для применения организационно-технические и общетехнические положения, порядки, методы выполнения работ.
Рекомендации – документ, содержащий добровольные для применения организационно-технические и общетехнические положения, порядки, методы выполнения работ.
Норма – положение, устанавливающее количественные или качественные критерии, которые должны быть удовлетворены.
Регламент – документ, содержащий обязательные правовые нормы и принятый органом власти
Технический регламент – регламент, который устанавливает характеристики продукции и связанные с ней процессы и методы производства.
Термин «технический регламент», как и термин «нормативный документ», является родовым понятием. К техническим регламентам относятся: законодательные акты, постановления Правительства Российской Федерации, содержащие требования, нормы, технические характеристики; государственные стандарты РФ и межгосударственные стандарты в частности устанавливаемые в них обязательных требований; нормы и правила федеральных органов исполнительной власти, в комплектацию которых входит установление обязательных требований.
Общероссийский классификатор технико-экономической и социальной информации – официальный документ, представляющий собой систематизированный свод наименований и кодов классификационных группировок и объектов классификации в области технико-экономической и социальной информации.
Часть 1. Унификация и агрегатирование.
Унификация – разновидность или метод стандартизации, заключающаяся в рациональном уменьшении типов, видов и размеров объектов одинакового назначения.
В прошлом преобладало индивидуальное проектирование, когда заново конструировали все механизмы, узлы и детали, даже весьма распространённые. При этом мало учитывали опыт проектирования и эксплуатации изделий аналогичного назначения. Такой подход к проектированию требовал больших затрат времени и высокой квалификации проектировщиков. Кроме того, высокий процент специальных деталей и узлов во вновь создаваемых объектах вызывал увеличение сроков и стоимости изготовления и ремонта. Вместе с тем различные машины, приборы, оборудование содержат много деталей, узлов, механизмов аналогичного назначения. Например, подшипники всегда применяют для осуществления вращательного движения; зубчатые передачи служат для преобразования угловых скоростей и крутящих моментов в приводах машин и независимо от вида машины имеют много общего в своих конструкциях.
Подобное обстоятельство позволяет создавать типовые детали, узлы и механизмы, которые без каких либо переделок можно применять в разных конечных изделиях. Такие типовые изделия широкого применения обычно изготовляют на специализированных предприятиях, что значительно ускоряет и упрощает проектирование и изготовление вновь проектируемых объектов.
Унификацию проводят на основе анализа и изучения конструктивных вариантов и особенностей работы изделий аналогичного назначения. Путём сопоставления различных вариантов создают один или несколько типов одноимённых изделий и устанавливают ряд размеров, например диаметров подшипников качения, который полностью удовлетворяет запросы промышленности. Если унификации подвергаются изделия массового применения, то она заканчивается разработкой стандартов и даже организацией специализированного производства. Унификация может иметь самостоятельное значение, если унифицируется изделие, имеющее ограниченное применение. Уровень или степень унификации конечной продукции характеризуют несколькими показателями, например отношением числа унифицированных деталей к общему числу деталей данного изделия.
Агрегатирование – метод создания новых машин, приборов и оборудования путём компоновки стандартных и унифицированных деталей, узлов и механизмов, имеющих одинаковые геометрические размеры и назначение.
Рассмотрим сущность агрегатирования на следующем примере. Любой механизм для подъёма грузов, например грузоподъёмная лебёдка, состоит из электродвигателя, тормоза, зубчатой передачи и барабана, на котором закреплён трос, сообщающий грузу заданное перемещение. Эти узлы монтируют на сварных рамах или литых плитах. Такая конструктивная общность позволила стандартизировать и унифицировать основные узлы грузоподъёмных лебёдок, оформить зубчатые передачи в виде зубчатых механизмов и организовать серийное или даже массовое производство этих изделий. Благодаря этому проектирование лебёдок сводится к выполнению элементарных расчётов, подбору по найденным параметрам стандартизированных и унифицированных узлов и механизмов, разработке общего вида и конструированию рамы или плиты. Таким образом, при изготовлении лебёдок основное время затрачивают на изготовление рамы и монтаж готовых узлов и механизмов.
Унификация и агрегатирование находят всё большее применение во всех областях приборо- и машиностроения, так как использование их принципов значительно сокращает трудоёмкость проектирования, изготовления и ремонта изделий, расширяет возможности стандартизации, повышает уровень взаимозаменяемости продукции и специализации предприятий, механизации и автоматизации производственных процессов, улучшает качество продукции, а также облегчает перестройку производства при переходе предприятия на выпуск новой продукции и основание её выпуска.
Часть 2. Допуски и посадки деталей из пластмасс.
Поля допусков и рекомендуемые посадки для гладких сопрягаемых и несопрягаемых элементов деталей из пластмасс установлены СТ СЭВ 179-75. Стандарт распространяется на пластмассовые детали, сопрягаемые с пластмассовыми или металлическими деталями с номинальными размерами от 1 до 500 мм. Данная система допусков и посадок основана на принципах, принятых для гладких цилиндрических изделий, и построена с учётом физико-механических свойств пластмасс, к которым относятся высокий температурный коэффициент линейного расширения; низкий модуль упругости; склонность к водо- и маслопоглощению; старение – изменение свойств и размеров под влиянием времени и среды; трудность достижения высокой точности при обработке деталей из пластмасс.
В стандарте СТ СЭВ 179-75 в квалитетах 8-17 установлено 45 полей допусков вала и 42 поля допуска отверстия. Из них 9 полей допусков вала и восемь полей допусков отверстий введены специально для пластмассовых изделий, а остальные отобраны из содержащихся в СТ СЭВ 144-75. Для образования посадок с расширенными зазорами и натягами увеличено число полей допусков с большими по абсолютной величине основными отклонениями. Кроме того, информационным приложением №1 к СТ СЭВ 179-75 введены дополнительные поля допусков.
В квалитете 10 установленные поля допусков вала у10 и zc10 и отверстия Y10 и ZC10.
Все поля допусков, установленные настоящим стандартом, относятся к следующим исходным условиям: температура 200С; относительная влажность воздуха 65%.
В информационном приложении №2 к СТ СЭВ 179-75 даны рекомендации по образованию посадок. Стандарт устанавливает 42 посадки в системе отверстия и 39 в системе вала. Основными деталями приняты в системе отверстия – отверстие Н, а в системе вала – h. В отдельных случаях допускается образование посадок путём сочетания неосновных отверстий с неосновными валами. Такие посадки имеют весьма большие зазоры и натяги и находят применение для соединения пластмассовых деталей с металлическими.
Часть 3. Ответственность за нарушение обязательных требований государственных стандартов при производстве продукции и правил сертификации.
При осуществлении госнадзора за соблюдение обязательных требований государственных стандартов и за сертифицированной продукцией государственные инспекторы по надзору за государственными стандартами территориальных органов Госстандарта на основании актов проверки предприятий принимают меры, направленные на пресечение, устранение и предотвращение нарушений и причин, их вызвавших. В этих целях они в соответствии ПР 50.1.007 выдают нарушителям предписания и выдают штрафные санкции за нарушение обязательных требований стандартов, правил сертификации и неисполнение предписаний.
Предписания могут быть следующие:
об устранении выявленных нарушений обязательных требований, в частности требований безопасности. За уклонение от исполнения или несвоевременное исполнение применяют штрафы в размере до 5000 минимальных размеров оплаты труда;
о приостановке реализации произведённой продукции, оказания услуг в случае их несоответствия обязательным требованиям государственных стандартов. За уклонение от исполнения применяют штраф в размере стоимости реализованной продукции или в размере до 10 тыс. руб.;
о прекращении выпуска и продажи опасных товаров. За уклонения от исполнения применяется штраф в размере до 5000 МРОТ;
об отзыве от потребителей опасных товаров. За неисполнение предписания или причинения ущерба этим товарам налагается штраф до 5000 МРОТ;
За нарушение правил обязательной сертификации товаров на органы по сертификации налагаются штрафы в размере двукратной стоимости соответствующих товаров.
В законе РФ «О сертификации продукции и услуг» указано, что юридические и физические лица, а также федеральные органы исполнительной власти, виновные в нарушении обязательной сертификации, в соответствии с действующим законодательством несут уголовную административную либо гражданско-правовую ответственность. В законе РФ «О стандартизации» также предусматривается уголовная, административная и гражданско-правовая ответственность за нарушения положений закона, в частности за несоблюдение обязательных требований государственных стандартов.
По мнению юриста, под выпуском следует понимать передачу товара изготовителем заказчику, а также передачу на склад готовой продукции товара, прошедшего технический контроль предприятия и окончательно подготовленного к сдаче заказчику.
Однако фактора выпуска и продажи товара или исполнения услуг, опасных для потребителей, недостаточно, чтобы преступление считалось оконченным. Для этого необходимо наступление предусмотренных последствий: причинение вреда здоровью людей, смерть человека. Поэтому выпуск или продажу опасного товара могут рассматриваться как начало осуществления преступного умысла и квалифицироваться как приготовление к совершению преступления. Под причинением вреда здоровью людей следует понимать причинение лёгкого или тяжкого телесного повреждения.
Деяния, предусмотрены ч.1 и 2 указанной статьи, повлекшие по неосторожности смерть двух или более лиц, наказываются лишением свободы на срок от 4 до 10 лет.
Белгородский индустриальный колледж
По предмету: Стандартизация
Выполнил: Коноплёв И. Н.
Приняла: Прокопенко Е. Б.
2001
Часть 1. Государственная система стандартизации. Общая характеристика системы. Общая характеристика стандартов разных видов.
ГСС РФ начала формироваться в 19992 году в связи со становлением государственной самостоятельности России. Основной ГСС является фонд законов, подзаконных актов, нормативных документов по стандартизации. Указанный фонд представляет четырёхуровневую систему.
Техническое законодательство.
Государственные стандарты, общероссийские классификаторы технико-экономической информации.
Стандарты отрасли и стандарты научно-технических и инженерных обществ.
Стандарты предприятий и технические условия.
Техническое законодательство являются правовой основой ГСС. Оно представляет совокупность законов РФ, подзаконных актов по стандартизации, применяемых для государственного регулирования качества продукции, работ и услуг. По существу, это технические регламенты первого уровня. Правовую основу его составляют прежде всего законы РФ: «О стандартизации»; «Об обеспечении единства измерений»; «О сертификации продукций и услуг». В перспективе техническое законодательство будет интенсивно пополняться законодательными и подзаконными актами, устанавливающими требования к группам однообразной продукции и услуг в целях обеспечения их безопасности для людей и окружающей среды. В целом законодательная база ГСС находится только в стадии становления.
В ряде промышленно развитых стран национальные системы стандартизации базируются на хорошо развитом техническом законодательстве.
Нормативные документы II уровня представлены:
государственными стандартами, введёнными в действие постановлением Госстандартом России в качестве государственных стандартов РФ;
государственными стандартами бывшего Союза ССР;
правилами, нормами и рекомендациями по стандартизации;
общероссийскими классификаторами технико-экономической и социальной информации.
Техническими регламентами II уровня являются: государственные и межгосударственные стандарты, содержащие обязательные требования; правила по стандартизации, метрологии, сертификации; общероссийские классификаторы.
Нормативные документы III уровня представлены стандартами, сфера применения которых ограничена определённой отраслью народного хозяйства – отраслевыми стандартами или сферой деятельности – стандартами научно-технических и инженерных обществ.
Категория СТО впервые введена в 1992 году. Одними из первых представителей СТО явились стандарты, разработанные Российским обществом оценщиков и Научно-техническим обществом бумажной и деревообрабатывающей промышленности. Общие требования к СТО и СТО установлены ГОСТ Р 1.4-93»ГСС, Стандарты отраслей, стандарты предприятий, стандарты научно-технических, инженерных обществ и других общественных объединениё.
Общие требования к разработке СТП установлены вышеупомянутым ГОСТ Р 1.4.
Характеристика стандартов разных категорий, дана в подразделе 3.3, технических условий – 3.8.
Важнейшими структурными элементами ГСС являются органы и службы стандартизации; комплекс стандартов, система контроля за внедрением и соблюдением стандартов.
Часть 2. Гладкие калибры и их допуски.
Калибрами называют бесшкальные инструменты, предназначенные для контроля размеров, формы и расположения поверхностей деталей. Калибры бывают предельные и нормальные.
Предельные калибры позволяют установить, находится ли проверяемый размер в пределах допуска. Обычно для образования стандартных посадок такой контроль гарантирует качественное соединение деталей. Нормальными калибрами называют точные шаблоны, которые служат для контроля сложных профилей, например эвольвентных. О годности деталей судят по равномерности зазора между проверяемым профилем и рабочим профилем нормального калибра.
Наиболее часто предельные калибры применяют для контроля цилиндрических валов и отверстий: валы проверяют калибрами-скобами, отверстия – калибрами-пробками.
Предпочтение отдают односторонним предельным калибрам. Они сокращают время контроля изделий и расход материала. Применяют также регулируемые скобы, которые позволяют компенсировать износ и могут настраиваться на разные размеры, относящиеся к определённым интервалам. Однако по сравнению с нерегулируемыми скобами они имеют меньшую точность и надёжность и обычно применяются для контроля размеров с допусками не точнее IT8.
По назначению предельные калибры подразделяют на рабочие, приемные и контрольные. Рабочие калибры предназначены для контроля деталей в процессе их изготовления. Ими пользуются рабочие и контролёры ОТК завода-изготовителя. В последнем случае применяют частично изношенные калибры ПР и новые калибры НЕ. Приемные калибры применяют для приёмки деталей представителями заказчика. Как правило, приемными калибрами служат изношенные проходные и новые непроходные рабочие калибры, чтобы не браковались детали, правильно изготовленные и принятые по рабочим калибрам.
Допуски калибров. Поля допусков калибров располагаются относительно их номинальных размеров. При этом номинальными размерами калибров являются предельные размеры проверяемых поверхностей. На гладкие калибры для контроля отверстий и валов с размерами до 500 мм система допусков установлена в СТ СЭВ 157-75. Для изготовления калибров предусмотрены следующие допуски: Н – на рабочие калибры-пробки, Нs – на те же калибры со сферическими измерительными поверхностями; Н1 – на калибры-скобы. Для размеров от 1 до 500 мм износ калибров ПР с допуском до IT8 включительно может выходить за границу поля допуска детали на величину Y для пробок и Y1 для скоб; для калибров ПР квалитетов 9-17 износ ограничивается проходным пределом, т.е. Y=0 и Y1=0.
Поле допуска на износ отражает средний возможный износ калибра.
Смещение полей допусков калибров и границ износа их проходных сторон внутрь поля допуска детали устраняет возможность искажений характера посадок и гарантирует получение размеров годных деталей в пределах установленных полей допусков.
Расчёт исполнительных размеров калибров. Исполнительными называют размеры калибра, проставленный на чертеже таким образом, чтобы допуск на его изготовления был направлен в тело калибра. Таким образом, в качестве исполнительного размера скобы принимают её наименьший предельный размер с положительным отклонением, для пробки и контрольного калибра – их наибольший предельный размер с отрицательным отклонением.
Маркировка калибров. При маркировке на калибр наносят номинальный размер детали, для которого предназначен калибр, буквенное обозначение поля допуска детали, предельные отклонения детали в миллиметрах, тип калибра и товарный знак завода-изготовителя.
Часть 3. Развитие сертификации в ближайшей перспективе.
В ближайшей перспективе сертификация будет развиваться по следующим направлениям.
Гармонизация отечественных правил с международными и региональными правилами. Необходимость гармонизации правил вызвана широким развитием торгового сотрудничества, плана вступления в ВТО, введением в ЕС обязательного подтверждения соответствия продукции как необходимого условия для допуска товаров на европейский рынок.
В работе по гармонизации необходимо иметь в виду совершенствование законодательного и нормативно-методического обеспечения.
Предстоит большая работа по обеспечению единообразия правил и порядков сертификации однородной продукции в рамках Системы ГОСТ Р. Внедрение единых требований особенно важно для тех ОС, которые работают по нескольким системам сертификации однородной продукции.
Совершенствование методов сертификации, в частности совершенствование схем сертификации. Будет продолжено сближение схем российской сертификации с европейской. Уже сделан первый шаг – введены схемы, предусматривающие применение декларации о соответствии, которая как способ доказательства «пронизывает» европейскую систему. По мнению, очень перспективна сертификация на стадии проектирования.
Обеспечение обратной связи в деятельности по сертификации. До сих пор не налажена система сбора информации об эффективности сертификации. Такая информация, в частности, должна обеспечивать получение сведений о потенциально опасной продукции со статистическими данными о несчастных случаях, связанных с её применением.
Совершенствование инфраструктуры сертификации. Указанное совершенствование будет осуществляться за счёт более равномерного распределения ОС и ИЛ по территории России, расширение сети аккредитованных ИЛ. Эта задача особенно актуальна для функционирования системы сертификации пищевых товаров, которые имеют самую крупную инфраструктуру – сеть ОС и ИЛ.
приближение сертификации импортируемой продукции к местонахождению изготовителей и поставщиков. Это позволит разгрузить таможенные органы от работ по организации сертификации и снизить число нарушений правил сертификации, возникающих при большом скоплении импортируемой продукции на таможне.
Речь идёт о переходе от партийной к предконтрактной сертификации у зарубежного изготовителя. Так работают совместные предприятия «ГОСТ-Европа», «ГОСТ-Азия», многие зарубежные предприятия – наши традиционные поставщики: «Проктер энд Гэмбл», «Сэндвик» и др.
Расширение участка России в международных системах сертификации и международная аккредитация отечественных ИЛ и сертификационных центров. Это будет способствовать признанию отечественных сертификатов за рубежом и расширит международную торговлю.
Расширение практики сертификации систем качества. К 1998 году в стране сложилась развитая система сертификации и аккредитации; 18 ОС, аккредитованных в области сертификации СК; система подготовки и аттестации экспертов по ССК. Однако тяжёлое положение в экономики страны сдерживает ССК. Многим предприятиям, осознавшим необходимость ССК как условие выживания, трудно сразу преодолеть эту планку. Поэтому проблему ССК они решают в два этапа: сначала подготавливают и сертифицируют свои производства, а затем сертифицируют СК. Если в 1997 году в стране прошли ССК не более 30 предприятий, то сертификатов на производство выдано более 100. Улучшение экономического состояния предприятия в сочетании с побудительными мотивами ССК подталкивает процесс развития ССК.
Минэнерго РФ
Белгородский индустриальный колледж
группа 31 РТО
Реферат
По дисциплине: Стандартизация, метрология и сертификация
2014.ПР.4135.00.СМС.
Выполнил Кубаев А. Н.
Принял Прокопенко Е. Б.
2001
Межотраслевые системы стандартов.
Совокупность стандартов межотраслевого значения представлены в табл. 1. Указанные стандарты призваны устанавливать наиболее эффективную последовательность организационных или технологических процедур в целях обеспечения поставленных целей.
Как отмечалось выше, наличие системы может быть доказано, если она представлена в документированном виде. Документирование – деятельность по установлению структуры и состава документации. Поэтому большая часть межотраслевых систем стандартов в соответствии с Общероссийским классификатором стандартов представлены в подгруппе Т5 «Система документации», которая, в свою очередь, входит в группу Т «Общетехнических и организационно-методические стандарты».
Рассмотренная выше система ГСС как в подгруппе Т5, так и в группе Т являются базовой. Все межотраслевые стандарты можно условно разделить на следующие три направления:
стандарты, обеспечивающие качество продукции;
стандарты по управлению и информации;
стандарты социальной сферы.
Если большинство систем стандартов представлены ГОСТ и ГОСТ Р, то Единая система классификации и кодирования технико-экономической и социальной информации представлены такой категорией НД, как общероссийские классификаторы.
Как отмечалось выше и видно из табл. 1, в обозначении ГОСТ и ГОСТ Р, входящих в комплекс стандартов, в частности в регистрационных номерах, первые цифры с точкой – шифры, они определяют комплекс стандартов. Но не по всем направлениям стандартизации межотраслевых правил успел сложиться достаточный по численности комплекс стандартов: некоторые из них, имея в обозначении аббревиатуру, не имеют в обозначении шифр системы; другие пока являются «зародышами» очень перспективных систем, а поэтому в своём обозначении не имеют элементов, показывающих их принадлежность к системе. Будущее других систем не определено.
Стандарты с шифром 4. – Система показателей качества продукции, хотя и представлены обширным фондом ГОСТ, отнесены к группе Т «Общетехнические и организационно-методические стандарты» очень условно, так как по существу их следовало бы отнести к стандартам на конкретные виды продукции.
Таблица 1 Переченьсистем межгосударственных и государственных стандартов
| Наименование систем | Аббревиатура в обозначении стандарта | Шифр в обозначении | Категория стандартов |
| 1 | 2 | 3 | 4 |
| Государственная система стандартизации РФ | ГСС | 1. | ГОСТ Р |
| Единая система конструкторской документации | ЕСКД | 2. | ГОСТ |
| Единая система технологической документации | ЕСТП | 3. | ГОСТ |
| Система показателей качества продукции | СПКП | 4. | ГОСТ |
| Унифицированная система документации | УСД | 6. | ГОСТ, ГОСТ Р |
| Система информационно-библиографической документации | СИБИД | 7. | ГОСТ |
| Государственная система обеспечения единства измерений | ГСИ | 8. | ГОСТ, ГОСТ Р |
| Единая система защиты от коррозии и старения | ЕСЗКС | 9. | ГОСТ |
| Система стандартов безопасности труда | ССБТ | 12. | ГОСТ, ГОСТ Р |
| Единая система программных документов | ЕСПД | 19. | ГОСТ |
| Система проектной документации по строительству | СПДС | 21. | ГОСТ Р |
Примечание. Пропуски между шифрами связаны с двумя причинами: 1) утратой практической значимости некоторых комплексов; 2) наличием комплексов стандартов в области военной техники.
Метрологические свойства и метрологические характеристики средств измерений
Метрологические свойства СИ – это свойства, влияющие на результат измерений и его погрешность. Показатели метрологических свойств являются их количественной характеристикой и называются метрологическими характеристиками.
Метрологические характеристики, устанавливаемые НД, называют нормируемыми метрологическими характеристиками.
Все метрологические свойства СИ можно разделить на две группы:
свойства, определяющие область применения СИ;
свойства, определяющие качество измерения.
К основным метрологическим характеристикам, определяющим свойства первой группы, относятся диапазон измерений и порог чувствительности.
Диапазон измерений – область значений величины, в пределах которой нормированы допускаемые пределы погрешности. Значения величины, ограничивающие диапазон измерений снизу или сверху, называют соответственно нижним или верхним пределом измерений.
Порог чувствительности – наименьшее изменение измеряемой величины, которое вызывает заметное изменение выходного сигнала. Например, если порог чувствительности весов равен 10 мг, то это означает, что заметное перемещение стрелки весов достигается при таком малом изменении массы, как 10 мг.
К метрологическим свойствам второй группы относятся три главных свойства, определяющих качество измерений: точность, сходимость и воспроизводим ость измерений.
Наиболее широко в метрологической практике используется первое свойство – точность измерений.
Погрешность – это разность между показаниями СИ и истинными значениями измеряемой физической величины.
Систематическая погрешность – составляющая погрешности результата измерения, остающаяся постоянной при повторных измерениях одной и той же величины. Её примером может быть погрешность градуировки, в частности погрешность показаний прибора с круговой шкалой и стрелкой, если ось последней смещена на некоторую величину относительно центра шкалы. Если эта погрешность известна, то её исключают из результатов разными способами, в частности внедрением поправок.
Случайная погрешность – составляющая погрешности результата измерения, изменяющаяся случайным образом в серии повторных измерений одного и того же размера величины с одинаковой тщательностью. В появлении этого вида погрешности не наблюдается какой-либо закономерности. Они неизбежны и неустранимы, всегда присутствуют в результатах измерения. При многократном и достаточно точном измерении они порождают рассеяние результатов.
Характеристиками рассеяния являются средняя арифметическая погрешность, средняя квадратическая погрешность, размах результатов измерений. Поскольку рассеяние носит вероятностный характер, то при указании на значения случайность погрешности задают вероятность.
Класс точности СИ – обобщённая характеристика, выражаемая пределами допускаемых погрешностей, а также другими характеристиками, влияющими на точность. Классы точности конкретного типа СИ устанавливают в НД. При этом для каждого класса точности устанавливают конкретные требования к метрологическим характеристикам, в совокупности отражающим уровень точности СИ данного класса.
Закон РФ «О сертификации продукции и услуг»
Структура и содержание
| Разделы | Узловые вопросы и положения |
| 1 | 2 |
| Преамбула | Закон устанавливает правовые основы обязательной и добровольной сертификации продукции, услуг и иных объектов в РФ, а также права, обязанности и ответственность участников сертификации |
| Раздел 1 Общие положения | Ст. 1. Понятие сертификации Ст. 2. Полномочия специально уполномоченного федерального органа исполнительной власти в области сертификации Ст. 5. Система сертификации «Система сертификации создаётся федеральными органами исполнительной власти и представляет собой совокупность участников сертификации, осуществляющих сертификацию по правилам, установленным в этой системе в соответствии с настоящим законом». «В систему сертификации могут входить несколько систем сертификации однородной продукции» Ст. 6. Сертификация и знак соответствия «Сертификация соответствия – документ, выданный по правилам системы сертификации для подтверждения соответствия сертифицированной продукции установленным требованиям». «Правила применения знаков соответствия устанавливаются специально уполномоченным федеральным органом исполнительной власти в области сертификации» |
| Раздел 2 Обязательная сертификация | Ст. 7. Обязательная сертификация «Обязательная сертификация осуществляется в случаях, предусмотренными законными актами РФ». «Подтверждение соответствия может также проводиться посредством принятия изготовителем декларации о соответствии» Ст. 8. Участники обязательной сертификации Ст. 9. Правомочные федеральные органы исполнительной власти Ст. 10. Обязанности центрального органа системы сертификации Ст. 11. Обязанности органа по сертификации Ст. 12. Обязанности испытательной лаборатории Ст. 13. Обязанности изготовителей Ст. 14. Условия ввоза импортируемой продукции Ст. 15. Государственный контроль и надзор за соблюдением правил обязательной сертификации, не может заменить обязательной сертификацию и за сертифицированной продукцией Ст. 16. Финансирование работ по сертификации и государственному надзору и контролю |
| Раздел 3 Добровольная сертификация | Ст. 17. Добровольная сертификация «Добровольная сертификация продукции, подлежащей обязательной сертификации, не может заменить обязательную сертификацию такой продукции» Ст. 18. Организация добровольной сертификации Ст. 19. Права заявителя |
| Раздел 4 Ответственность за нарушение положений настоящего Закона | Ст. 20. Уголовная, административная либо гражданско-правовая ответственность |
Белгородский индустриальный колледж
По предмету: Стандартизация
Выполнил: Кулёв В. Б.
Приняла: Прокопенко Е. Б.
2001
Часть 1. Параметры и параметрические ряды.
Одной из основных задач стандартизации является оптимальное сокращение номенклатуры изделий, выпускаемым и потребляемым народным хозяйством страны. Для этого необходимо правильно решить следующие вопросы, связанные с разработкой стандартов: выбор параметров, соответствующих данному изделию; определение диапазона изменения стандартизируемых параметров; выбор градации параметрического ряда в принятом диапазоне.
Параметры изделий подразделяют на главные, основные и вспомогательные. Главным параметром называют такой параметр из числа основных, который наиболее полно характеризует изделие, остаётся неизменным и может измениться только при внедрении более современных изделий. Например, грузоподъёмность – для мостовых кранов, пределы измерения – для микрометров и т.д.
Число стандартизированных параметров должно быть минимальным, но достаточным для полного представления о данном изделии. Вспомогательные параметры зависят от различных усовершенствований, отличаются нестабильностью и поэтому их не рекомендуется включать в стандарты.
Диапазон изменения главного стандартизируемого параметра или диапазон параметрического ряда ограничиваются наибольшим и наименьшим значениями данного параметра. Например, для асинхронных электродвигателей серии А2 и АО2 диапазон изменения мощностей 0,4-125 кВт. Крайнее значение параметров определяют исходя из потребностей всех отраслей народного хозяйства в течении срока действия стандарта, но без учёта значений ограниченного применения.
Под градацией или построением параметрического ряда понимают закономерность изменения интервала между соседними членами ряда. Принцип построения параметрического ряда относится к основным факторам, определяющим технико-экономическую эффективность стандартов. При малых интервалах между соседними значениями стандартизируемых параметров (диаметрами болтов, мощностями электродвигателей и пр.) облегчается подбор изделий по расчётным значениям. Однако уменьшается серийность изделий одинаковых типов и размеров, а следовательно, усложняется технологическая подготовка производства, повышается стоимость изготовления и эксплуатации конечной продукции. Увеличение интервалов укрупняет серийность, но при этом иногда приходится применять изделия, имеющие завышенные параметры. Это вызывает увеличение стоимости комплектующих изделий, эксплуатационных расходов, массы и габаритов конечной продукции, поэтому, устанавливая градацию ряда, исходя из того, что рациональный ряд должен содержать наивыгоднейшее число типоразмеров изделий, обеспечивающее оптимальное соотношение между расходом материалов, стоимостью изготовления и эксплуатации. Подобную задачу решают на основе технико-экономических расчётов.
Во многих отраслях машиностроения преимущественно применяют параметрические ряды, основанные на рядах R10. Параметрические ряды узлов, комплектующих изделий и деталей экономичнее строить по более высоким рядам, например по ряду R20. Арифметические прогрессии применяют преимущественно для стандартизации крепёжных изделий, подшипников качения, сортового проката и других деталей и узлов массового потребления.
Ряды предпочтительных чисел послужили основанием для стандартизации линейных размеров (ГОСТ 6636-69 или СТ СЭВ 514-77). В диапазоне от 0,001 до 20000 мм установлены четыре основных ряда чисел, соответствующих с которыми округлениями числам рядов R5, R10, R20 и R40. С учётом округления ряды нормальных линейных размеров условно обозначают Ra5, Ra10, Ra20 и R40.
Номинальные размеры диаметров, уступов, расстояний между центрами линейно расположенных отверстий и другие размеры назначают только по ГОСТ 6636-69 или СТ СЭВ 514-77. Эти стандарты ограничивают разнообразие различных изделий и технологической оснастки, обеспечивают взаимозаменяемость деталей, узлов и комплектующих изделий, облегчают использование стандартных допусков и посадок. Размеры заготовок, промежуточных припусков, зависящие от других размеров, например средний диаметр резьбы, могут быть не согласованы с указанными стандартами.
Параметры, не относящиеся к линейным размерам, различают по ГОСТ 8032-56. Близкое, а то и полное соответствие чисел в ГОСТ 8032-56 и ГОСТ 6636-69 (СТ СЭВ 514-77) допускают увязку линейных размеров и параметров различных физических величин и явлений. Например, площадей и моментов сопротивления или инерции одних и тех же сечений.
Часть 2. Основные сведенья о системе допусков и посадок ОСТ для гладких цилиндрических соединений.
Система допусков и посадок ОСТ основана на принципах, изложенных в § 5.1, и имеет много общего с системой допусков и посадок ИСО и ЕСДП СЭВ. Особенности построения системы ОСТ обусловлены тем, что она начала создаваться в 20-х годах и в течении длительного времени постоянно дополнялась.
Основные определения, принятые в указанных системах, почти полностью совпадают. Весь диапазон размеров, охватываемых системой ОСТ, делится на 4 группы: менее 0.1; свыше 0,1 до 1; свыше 1 до 500 и свыше 500 до 10000 мм. Все группы размеров разбиты на интервалы, которые для размеров свыше 3 до 180 и свыше 500 мм совпадают с интервалами ЕСДП СЭВ.
Единицы допуска в системе ОСТ iост установлены отдельно для групп размеров свыше 0.1 до 1, свыше 1 до 500 и свыше 500 мм.
В системе ОСТ ряды допусков разной точности при одинаковых номинальных размерах называют классами точности и обозначают в порядке убывания точности: 02, 03, …; 09; 1; 2; 2а; 3; 3а; 4 и т.д. Промежуточные классы точности 2а и 3а введены позже, чем классы точности 1, 2, 3 … В 1958 году и позже добавлены классы точности с допусками точнее первого класса 02, 03 и т.д. Ни одна группа размеров не содержит полностью все классы точности. Наиболее полно классы точности представлены в группе размеров от 1 до 500 мм, в которой нет только 6-го и 11-го классов точности.
В системе ОСТ в отличии от ЕСДП СЭВ всем посадкам присвоены условные названия и обозначения, приближённо отражающие характер соединения, который получается при сборке. Нужные натяги или зазоры, т.е. необходимую посадку, получают за счёт отклонений полей допусков неосновной детали системы. Поэтому поля допусков основных отверстий обозначают буквой А, основных валов – буквой В, а поля допусков неосновных деталей – прописными буквами русского алфавита , которые являются начальными буквами названий соответствующих посадок.
Условные обозначения полей допусков и посадок в системе ОСТ и ЕСДП СЭВ аналогичны. Цифровыми индексами указывают классы точности, к которым относятся данные поля допусков. При условных обозначениях полей допусков 2-го класса точности, наиболее распространённого, цифру 2 не ставят. Следовательно, поля допусков А, Пр относятся ко 2-му классу точности; Аз, Шз – к 3-му и т.д.
Основные особенности системы допусков для размеров от 0.1 до 1 мм: установлены классы точности с 03 по 7-й включительно; посадки 3-х видов содержатся в 1-4-м классах; в системах отверстия и вала имеется примерно одинаковое число посадок; выделены два ряда предпочтительных полей допусков.
Основные особенности системы допусков для размеров свыше 500 до 10000 мм; группа размеров разбита на 13 интервалов; установлены классы точности 1, 2, 2а, 3, 3а, 4, 5, 7-11; посадки содержатся в классах точности 2-5; в системах вала нет посадок с натягом и уменьшено число переходных посадок.
Часть 3. Номенклатура сертифицируемых услуг (работ) и порядок их сертификации.
В соответствии с Постановлением Правительства РФ от 13 июля 1997 года № 1013 в Перечень работ и услуг, подлежащих обязательной сертификации, включены следующие группы бытовых услуг:
ремонт и техническое обслуживание бытовой радиоэлектронной аппаратуры, бытовых машин и бытовых приборов;
техническое обслуживание и ремонт автотранспортных средств;
химическая чистка и крашение;
транспортные услуги (услуги по перевозке пассажиров автомобильным транспортом);
жилищно-коммунальные услуги (услуги гостиниц и прочих мест проживания);
туристические и экскурсионные услуги;
услуги парикмахерских;
услуги торговли и общественного питания.
В Номенклатуру продукции и услуг, введённую с 1 октября 1998 года, вошли те виды услуг (в рамках перечисленных выше групп услуг), по которым имеются утверждённые системы сертификации.
Сертификация работ и услуг осуществляется в той же последовательности, что и сертификация продукции, и предусматривает шесть этапов:
подача заявки на сертификацию;
рассмотрение и принятие решения по заявке;
оценка соответствия работ и услуг установленным требованиям;
принятие решения о возможности выдачи сертификата;
выдача сертификата и лицензии на применение знака соответствия;
инспекционный контроль сертифицированных работ и услуг.
Сравнивая содержание этапов сертификации продукции и сертификации работ (услуг), необходимо обратить внимание на сущность этапа 3 (оценка соответствия работ и услуг установленным требованиям). В общем виде она включает: оценку выполнения работ и оказания услуг; проверку, испытание результатов работ и услуг. Итоги первой процедуры отражают в актах, итоги второй – в протоколах испытаний.
Как и при сертификации продукции, во всех схемах могут быть использованы дополнительные документы, подтверждающие соответствие установленным требованиям и полученные вне самой процедуры сертификации. Речь идёт о результатах социологических обследований, экспертных оценках, протоколах испытаний продукции как результата услуги, заключениях федеральных органов исполнительной власти и т.д. Эти документы могут служить основанием для сокращения работ по оценки, проверки и инспекционному контролю работ и услуг.
При проверки результатов работ и услуг наиболее широко используются социологические и экспертные методы. Например, для оценки качества обслуживания в магазине, предприятии общественного питания производится опрос посетителей. В ремонтных предприятиях с помощью книги заказов, содержащей фамилии и телефоны заказчиков, связываются с клиентами и выясняют их отзывы о качестве ремонта и обслуживания. Экспертные методы необходимы для тех случаев, когда квалифицированная оценка результатов работ и услуг невозможна без участия группы опытных специалистов-экспертов.
Белгородский индустриальный колледж
По предмету: Стандартизация
Выполнил: Кущёв А.А.
Проверила: Прокопенко Е.Б.
2001 г.
Часть 1
Работы по классификации и кодированию технико-экономической и социальной информации являются необходимой составляющей работ в таких областях деятельности, как статистика, финансовая и правоохранительная деятельность, банковское дело, бухгалтерский учёт, стандартизация, производство продукции и предоставление услуг, таможенное дело, транспорт, торговля, внешнеэкономическая деятельность.
Указания работы осуществляются с целью унификации и стандартизации информационного обеспечения процессов хозяйственной деятельности. Например с целью автоматизированного учёта движения товаров во внутренней и внешней торговле должны быть стандартизированы требования к их штриховому кодированию как условия информационного обеспечения деятельности торговых организаций. Для статического учёта выпуска специалистов с высшим образованием, учёта выпуска специалистов в целом должны быть стандартизированы классификация и кодирование специальностей по образованию.
Главный результат работ по ЕСКК – создание классификаторов ТЭСИ – официальных документов, представляющих собой систематизированный свод наименований и кодов классификационных группировок и (или) объектов классификации в области ТЭСИ. В зависимости от уровня утверждения и сферы применения различают классификаторы общероссийские, отраслевые и классификаторы предприятия. Общероссийские классификаторы (ОК) приравниваются к государственным стандартам.
Основные положения по ЕСКК ТЭСИ – установлены Правилами по стандартизации (ПР 50 – 733 – 93).
Объектом ОК являются: продукция (ОК промышленной и сельскохозяйственной продукции, Ок строительной продукции); процессы (ОК работ и услуг в промышленности, торговле, материально-техническом снабжении, в сфере бытовых услуг населению и пр.); трудовые и природные ресурсы (ОК профессий рабочих, должностей служащих, ОК специальностей по образованию, ОК полезных ископаемых и подземных вод); структура народного хозяйства (ОК предприятий и организаций, ОК отраслей народного хозяйства); экономическая информация (ОК технико-экономических показателей, ОК валют, ОК информации по денежному обращению) и пр.
Основные потоки информации, используются в управлении хозяйством, связаны с промышленной и сельскохозяйственной продукцией, являются объектом производства и потребления, планирования и учёта, материально-технического снабжения и торговли и т.д. Для обработке данных о продукции в автоматизированных системах должен использоваться единый общегосударственный информационный язык. Носителем этого языка является Общероссийский классификатор промышленной и сельскохозяйственной продукции (ОКП).
Важность ОКП определяется такими стратегическими данными: предприятия, и организации нашей страны выпускают более 200 млн. наименований различной продукции; её производство и распределение осуществляют более 500 тыс. субъектов хозяйственной деятельности. В этих условиях практически не возможно осуществить планирование, учёт и распределение продукции без использования автоматизированной системы управления, которая зависит от совершенства ОКП как основы информационного обеспечения. ОКП включает 98 классов промышленной и сельскохозяйственной продукции.
В настоящее время ОКП как национальный сертификатор сосуществует с внешнеторговым классификатором, введённым в нашей стране в 1991г. в качестве основы таможенного тарифа – Товарной номенклатуры внешнеэкономической деятельности (ТН ВЭД). Для увязки группировок (ОКП и ТН ВЭД используется справочный инструментарий – «переходные ключи», которые представляют собой таблицы, где по каждому наименованию продукции параллельно даются коды по каждому классификатору.
Составной частью ЕСКК ТЭСИ является каталогизация продукции – процесс составления перечней производимой, экспортируемой и импортируемой продукции с её описанием. В основу каталогизации положены работы по классификации, кодированию и классификации. Каталогизация – одна из разновидностей информационной технологии.
Концентрированные в каталогах сведения о номенклатуре и показателях качества продукции одного назначения – ценный материал для последующего совершенствования стандартов на конкретную продукцию.
Велика роль каталогов в организации коммерческой деятельности. Через каталог изготовитель рекламирует свою продукцию. С помощью каталогов может осуществляться процедура электронного маркетинга – взаимный обмен информацией с использованием машинно-ориентированных форм между изготовителями, распределителями и потребителями продукции.
Итак организованная структура ФСК включает три звена:
изготовитель, составляющий КЛ в качестве приложения к ТУ;
Центр стандартизации и метрологии (ЦМС), который принимает КЛ при регистрации проекта ТУ, обобщает информацию о выпускаемой продукции в масштабах региона и выпускает каталоги по группам однородной продукции, т.е. формирует региональную базу данных «Продукция региона»;
Федеральный центр каталогизации Госстандарта России, который принимает информацию из ЦМС, обобщает информацию о выпускаемой продукции в масштабах страны и формирует федеральную базу данных «Продукция России».
Часть 2
Любую деталь можно представить как совокупность геометрических, идеально точных объёмов, имеющих цилиндрические, плоские, конические, эвольвентные и другие поверхности. Например вал образован сочетанием ряда цилиндров. В процессе изготовления деталей и эксплуатации машин возникают погрешности не только размеров, но также формы и расположения номинальных поверхностей. Кроме того, режущие элементы любого инструмента оставляют на обработанных поверхностях следы в виде чередующихся выступов и впадин. Эти неровности создают шероховатость и волнистость поверхностей. Таким образом, в чертежах форму деталей задают идеально точными номинальными поверхностями, плоскостями, профилями. Изготовленные детали имеют реальные поверхности, плоскости, профили, которые отличаются от номинальных отклонениями формы и расположения, а также шероховатостью и волнистостью.
Прилегающая плоскость – плоскость, соприкасающаяся с реальной поверхностью и расположенная так, чтобы отклонение ∆ от неё до наиболее удалённой точки реальной поверхности в пределах нормируемого участка имело минимальное значение. Прилегающая прямая – прямая соприкасающаяся с реальным профилем и расположенная так, чтобы отклонение от неё до наиболее удалённой точки реального профиля в пределах нормируемого участка имело минимальное значение. Прилегающая окружность – окружность минимального диаметра, описанная вокруг реального профиля наружной поверхности вращения, или максимального диаметра, вписанная в реальный профиль внутренней поверхностью вращения. Прилегающий цилиндр – цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности, или максимального диаметра, вписанный в реальную внутреннюю поверхность.
Часть 3
1. В подготовке Госстандартом Концепции (28) намечается переход от собственно сертификации как деятельности, осуществляемой третей стороной, к боле общему контролю безопасности – к оценке и подтверждению соответствия. Последняя предусматривает возможность использования наряду с сертификацией оценки соответствия непосредственно изготовителем (продавцом), т.е. первой стороной, а так же комбинацией из них.
Сейчас во внешних документах Госстандарта переходит от применения термина «сертификация» к понятию «оценка соответствия». Тем более что в Соглашении ГАТТ (ВТО) о технических барьерах в торговле, а также в международном терминологическом документе ИСО/МЭК2 использован именно это термин.
Суть Концепции не столько в гармонизации терминологии в области сертификации, сколько в переходе на более гибкие формы оценки соответствия к разнообразным формам, включая подтверждение соответствия через декларацию о соответствии.
2. Способы оценки и подтверждения предлагается (11) формировать исходя из модульного принципа ( по аналогии с европейскими модулями и с учётом положительного опыта работы по схемам сертификации РФ) и ранжировать по степени «жёсткости» - от использования только декларации поставщика о соответствии до сплошного контроля продукции третьей стороной. Согласно проекту ФЗ способы подтверждения соответствия и сформированные из них с учётом степени опасности продукции (услуги) схемы подтверждения соответствия утверждаются Правительством РФ.
3. Система оценки и подтверждения соответствия является одним из механизмов контроля качества и безопасности и поэтому должна гармонично сочетаться с другими формами контроля – государственным контролем и надзором, лицензированием, добровольной сертификацией.
Применительно к каждому из трёх состояний продукции (процесс создания, реализация, сервисное обслуживание) должны быть определены наиболее эффективные механизмы контроля.
Для определения видов продукции, в частности потенциально опасной, эффективным механизмом обеспечения качества и безопасности может стать допуск предприятий к производству через лицензирование.
Похожие работы
... разработки и производства в России технических средств для нанесения и считывания штриховых кодов. Но не менее важна стандартизация кодирования с учетом международных нормативных документов. Введение в России обязательного штрихового кодирования товаров создает условия для реализации одного из положений Законa «О защите прав потребителей» - права потребителя на получение необходимой и ...
... комиссии в Петербурге и Архангельске, в обязанности которых входила тщательная проверка качества экспортируемого Россией сырья (древесины, льна, пеньки и др.). Стандартизация, как правило, основывается на достижениях науки, техники и практического опыта. Она не только определяет уровень развития производства, определяет экономически оптимальные решения многих народно-хозяйственных, отраслевых и ...
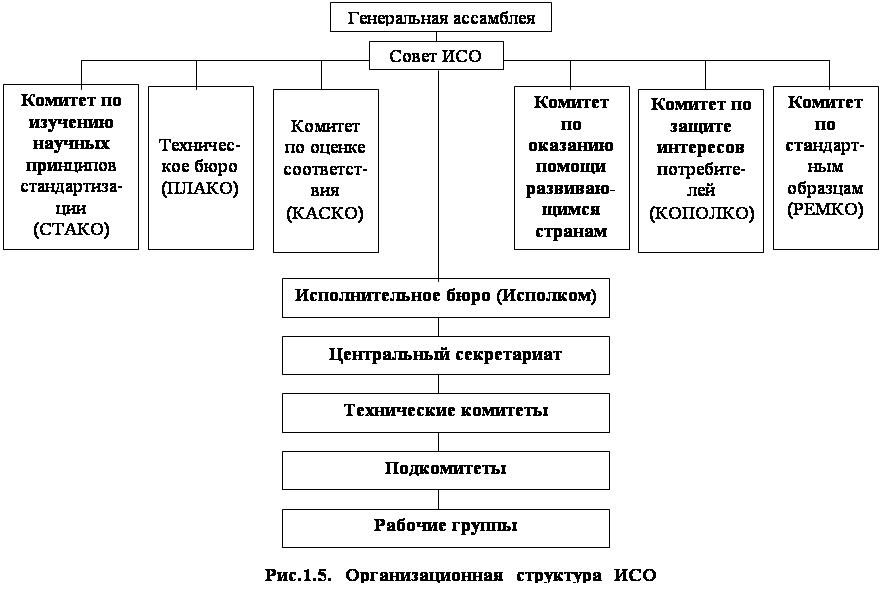

... оборудованию; 3 – Стандарты требований безопасности к производственным процессам; 4 - Стандарты требований к средствам защиты работающих. Стандарты группы “0” устанавливают: организационно-методические основы стандартизации в области безопасности труда (цели, задачи и структура, системы, внедрение и контроль за соблюдением стандартов ССБТ, терминология в области безопасности труда, ...
ы и принципы стандартизации, принятые в международной практике. Это предусматривает решение задач государственного масштаба, на реализацию которых направлена Концепция развития стандартизации в Республике Беларусь на период до 2005 г. Основные направления развития стандартизации в области строительства и архитектуры изложены в "Концепции государственной системы технического нормирования и ...
0 комментариев