Навигация
Разработка режимов термической обработки
34339
знаков
6
таблиц
0
изображений
3. Разработка режимов термической обработки
Основными видами термической обработки, различно изменяющими структуру и свойства стали и назначаемыми в зависимости от требований, предъявляемых к полуфабрикатам (отливкам, поковкам, прокату и т.д.) и готовым изделиям, являются отжиг, нормализация, закалка и отпуск.
Отжиг I рода
Этот вид отжига в зависимости от температурных условий выполнения устраняет физическую или химическую неоднородность, созданную предшествующими обработками. Характерная особенность этого отжига состоит в том, что устранение неоднородности происходит независимо от того, протекают ли в сплавах при этой обработке фазовые превращения или нет. Поэтому отжиг I рода можно производить при температурах выше или ниже температур фазовых превращений.
Гомогенизация.
Диффузионный отжиг применяют для слитков легированной стали с целью уменьшения дендритной или внутрикристаллической ликвации, которая повышает склонность стали, обрабатываемой давлением, к хрупкому разрушению, к анизотропии свойств и возникновению таких дефектов, как шиферность и флокены.
Оющая продолжительность диффузионного отжига (нагрев, выдержка и медленное охлаждение) больших садок металла достигает 50-100 часов и более. Продолжительность выдержки – 8-20 часов.
Для удаления поверхностных дефектов слитки после отжига иногда подвергают нагреву при 670-680 С в течение 1-16 часов, что снижает твердость.
Рекристаллизационный отжиг – нагрев холоднодеформированной стали выше температуры рекристаллизации, выдержка при этой температуре с последующим охлаждением. Этот вид отжига применяют и после холодной обработки давлением и как промежуточную операцию для снятия наклепа между операциями холодного деформирования.температура отжига для достижения рекристаллизации по всему объему и сокращения времени процесса превышает температуру порога рекристаллизации. Продолжительность нагрева от 0.5 до 1.5 часов. Отжиг для снятия остаточных напряжений применяют для отливок, сварных изделий, деталей после оюработки резанием и др., в которых в процессе предшествующих технологических операций из-за неравномерного охлаждения, неоднородной пластической деформации и т.п. возникли остаточные напряжения. отжиг стальных изделий проводится при температуре 160-700 С с последующим медленным охлаждением. Отжиг для снятия сварных напряжений проводится при 650-700 С.
Отжиг II рода
Заключается в нагревестали до температуры выше точки Ас3 или Ас1, выдержке и последующим, как правило, медленном охлаждении, в результате которого фазовые превращения приводят к достижению практически равновесного структурного состояния.
После отжига углеродистой стали получаются структуры: феррит и перлит в доэвтектоидных сталях, перлит в эфтектоидной стали, перлит и первичный цементит в доэфтектоидных сталях. После отжига сталь обладает низкой твердостью и прочностью при высокой пластичности. Фазовая перекристаллизация, происходящая при отжиге, измельчает зерно и устраняет видмонштеттову и другие неблагоприятные структуры стали.
Отжиг в промышленности в большинстве случаев является подготовительной термической обработкой. Отжигу подвергают отливки, поковки, прокат. Понижая проюность и твердость, отжиг улучшает обработку резанием средне и высокоуглеродистой стали. Измельчая зерно, снимая внутреннее напряжение и уменьшая структурную неоднородность, он способствует повышению пластичности и вязкости. Иногда отжиг является окончательной термической обработкой.
Различают следующие виды отжига: полный, изотермический, неполный.
НормализацияОна заключается в нагреве доэвтектоидной стали до температуры, превышающей точку Ас3 на 50 С, а эвтектоидной стали выше Аст также на 50 С, непродолжительной выдержке для прогрева садки и завершения фазовых превращений и охлаждений на воздухе. Нормализация вызывает полную фазовую перекрристаллизацию стали и устраняет крупнозернистую структуру, полученную при литье или прокатке, ковке или штамповке.
Ускоренное охлаждение на воздухе приводит к распаду аустенита при более низких температурах, что повышает дисперсность ферритно-цементитной структуры и увеличивает количество перлита. Это повышает на 10-15% прочность и твердость нормализованной средне и высокоуглеродистой стали по сравнению с отожженной.
Нормализация горячекатанной стали повышает ее сопротивление хрупкому разрушению, что характеризуется снижением порога хладноломкости и повышением работы развития трещины.
Назначение нормализации различно в зависимости от состава стали. Для низкоуглеродистых сталей нормализацию применяют вместо отжига. При повышении твердости нормализация обеспечивает большую производительность при обработке резанием и получении более высокой чистой поверхности. Для отливок из среднеуглеродистой стали нормализацию или нормализацию с высоким отпуском применяют вместо закалки и высокого отпуска. Механические свойства будут при этом несколько ниже, но изделия подвергнутся меньшей деформации по сравнению с получаемой при закалке и вероятность появления трещин практически исключается.
Нормализацию с последующим высоким отпуском (600-650 С) часто используют для исправления структуры легированных сталей вместо полного отжига, так как производительность и трудоемкость этих двух операций выше, чем одного отжига.
Для конкретной детали (распределительного вала) нормализация проходит при температуре 880 С с последующим охлаждением на воздухе.
ЗакалкаЗакалка – это термическая обработка, заключается в нагреве стали до температуры выше критической или температуры растворения избыточных фаз, выдержке и последующем охлаждении со скоростью, превышающей критическую. Закалка не является окончательной операцией термической обработки. Чтобы уменьшить хрупкость и напряжения, вызванные закалкой, и получить требуемые механические свойства сталь после закалки обязательно подвергают отпуску.
Инструментальную сталь в основном подвергают закалке и отпуску для повышения твердости, износостойкости и прочности, а конструкционную сталь – для повышения прочности, твердости, повышения достаточно высокой пластичности и вязкости, а для ряда сталей и высокой износостойкости.
Доэвтектоидной стали нагревают до температуры на 30-50 С выше точки Ас3. В этом случае сталь с исходной структурой перлит-феррит при нагреве приобретает аустенитную структуру, которая при последующем охлаждении со скоростью выше критической превращается в мартенсит. Закалку от температур соответствующих межкритическому интервалу (Ас1-Ас3), не применяются.
Заэвтектоидные стали под закалку нагревают несколько выше Ас1. При таком нагреве образуется аустенит при сохранении некоторого количества вторичного цементита. После охлаждения структура стали состоит из мартенсита и нерастворимых частиц карбидов, обладающих высокой твердостью. Интервал колебания температур закалки большинства сталей невелик (15-20 С).
Для многих сталей температура нагрева под закалку значительно превышает критические точки Ас1 и Ас3 (150-200 С), что необходимо для перевода в твердый раствор специальных карбидов и получения требуемой легированности аустенита.
Охлаждение при закалке должно обеспечить получение структуры мартенсита в пределах заданного сечения изделия и не должно вызвать закалочных дефектов: трещин, деформаций, короблений и высоких растягивающих остаточных напряжений в поверхностных слоях. Обычно для закалки используют неклеящие жидкости – воду, водные растворы солей и щелочей, масла.
Существуют различные способы закалки: непрерывной, прерывистой, ступенчатой, закалка с самоотпуском, изотермическая и светлая закалка.
Закаливаемость и прокаливаемость сталиЗакаливаемость – это способность стали повышать твердость в результате закалки. Закаливаемость стали определяется содержанием в стали углерода. Чем выше в мартенсите углерода, тем выше его твердость. Легирующие элементы оказывают относительно небольшое влияние на закаливаемость.
Прокаливаемость – это способность стали получать закаленный слой в мартенситной или тросто-мартенситной структурой и высокой твердостью на ту или иную глубину. Прокаливаемость определяется критической скоростью охлаждения, зависящей от состава стали. Если действительная скорость охлаждения в сердцевине изделия будет превышать критическую скорость закали, то сталь получит мартенситную структуру по всему сечению и тем самым будет иметь сквозную прокаливаемость. Если действительная скорость охлаждения в сердцевине будет меньше Vкрю, то изделие прокалится на некоторую глубину и прокаливаемость будет неполной. За глубину закаленного слоя условно принимают расстояние от поверхности до полумартенситной зоны. Диаметр заготовки, в центре которой после закалки в данной охлождающей среде образуется полумартенситная структура, называют критическим диаметром.
ОтпускОтпуск заключается в нагреве закаленной стали до температуры ниже Ас1, выдержке при заданной температуре и последующем охлаждении с определенной скоростью. Отпуск является окончательной операцией термической обработки, в результате которой сталь получает требуемые механические свойства. Кроме того, отпуск полностью или частично устраняет внутренние напряжения, возникающие при закалке. Эти напряжения снимаются тем полнее, чем выше температура отпуска.
Скорость охлаждения после отпуска также оказывает большое влияние на величину остаточных напряжений. Чем медленнее охлаждение, тем меньше остаточное напряжение. Быстрое охлаждение от 600 С создает новые тепловые напряжения. По этой причине изделия сложной формы воизбежание их коробления после отпуска при высоких температурах следует охлаждать медленно, а изделия из легированных сталей, склонных к обратимой отпускной хрупкости после отпуска при 500-600 С во всех случаях следует охлаждать быстро.
Различают низкотемпературный, среднетемпературный и высокотемпературный отпуск.
Низкий отпуск проводят с нагревом до 150-200 С, реже до 240-250 С. при этом снижаются внутренние напряжения, мартенсит закалки проводится в отпущенный мартенсит, повышается прочность и немного улучшается вязкость без заметного снижения твердости. Закаленная сталь (0.5-1.3% С) после низкого отпуска сохраняет твердость в пределах HRC 58-63, а следовательно, высокую износостойкость. Однако такое изделие не выдерживает значительных динамических нагрузок.
Низкотемпературному отпуску подвергают поэтому режущий и измерительный инструмент из углеродистых и низколегированных сталей, а также датели, претерпевшие поверхностную закалку, цементацию, цианирование или нитроцементацию. Продолжительность отпуска обычно 1-2.5 часа, а для больших сечений и измерительных инструментов назначают более длительный отпуск.
Среднетемпературный отпуск выполняют при 350-500 С и применяют главным образом для пружин и рессор, а также для штампов. Такой отпуск обеспечивает высокий предел упругости, предел выносливости и реакционную стойкость. Структура стали (0.45-0.8% С) после среднего отпуска - троостит отпуска или троостомартенсит с твердостью HRC 40-50. Температуру отпуска надо выбирать таким образом, чтобы не вызвать необратимой отпускной зрупкости. Охлаждение после отпуска при 400-500 С следует проводить в воде, что способствует образованию на поверхности сжимающих остаточных напряжений, которые увеличивают предел выносливости пружин.
Высокотемпературный отпуск. Его проводят при 500-680 С. структура стали при высокого отпуска – сорбит отпуска.высокий отпуск создает наилучшее соотношение прочности и вязкости стали. Его проводят с целью:
Похожие работы
... ТЗР. Цена 1т. Отходов, принимаем 10% от стоимости материала. КИМ-0.76. 5. Рассчитаем стоимость технологической энергии Технологией изготовления детали предусмотрена термическая обработка. Нагрев детали производится с помощью электроэнергии. Затраты на электроэнергию для термической обработки деталей можно определить по формуле: Эт = Сп·Фд·Ну·Кз·Кс·Цэ, Где Сп - ...
... Рабочие колеса не должны иметь износа лопаток и дисков от коррозии и эрозии более 25% от их номинальной толщины. Изгиб лопаток не допускается. 4.2.2 Ведомость дефектов на ремонт центробежного насоса Таблица 4.3 - Ведомость дефектов на ремонт насоса Наименование узлов и деталей подлежащих ремонту Характер неисправности Метод устранения Необходимые материалы Наименование Кол-во Ед. ...

... до совпадения меток. Проворачивая вал, устанавливают кривошипы в положения, удобные для сочленения с шатунами, и собирают шатунные подшипники. Методы и технология ремонта коленчатых валов и их подшипников дизеля Д100 При текущем ремонте ТР-1 выполняют работы, предусмотренные для ТО-3, и, кроме того, делают следующее. Замеряют щупом суммарные ...
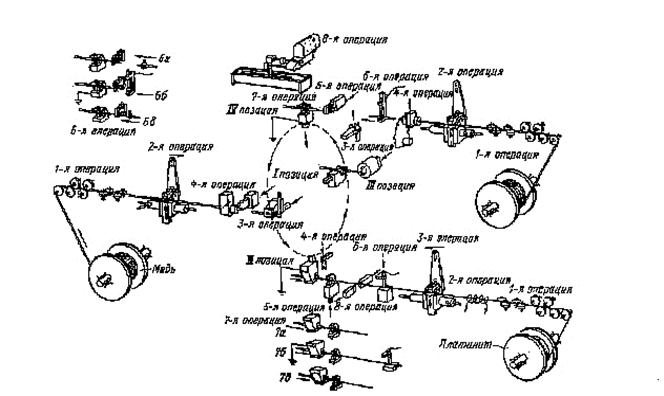
... t = 0.418*0.15*(1000-25)*0.1/0.0019*(1000-900)*3.39; t = 9,49 с. 3. ТЕХНОЛОГИЧЕСК АЯ ЧАСТЬ 3.1 Схема технологического процесса Рис. 3.1 Схема технологического процесса изготовления лампы накаливания 3.2 Изготовление вводов Важными заготовительными операциями в электроламповом ...
0 комментариев