Навигация
Министерство общего и профессионального образования Российской Федерации
Волгоградский государственный технический университет
Кафедра'' Технологии материалов''
РефератТема: '' Хонингование''.
Выполнил:
Студент гр. М-434
Синявин Д.А.
Проверил:
Волгоград 2000
| Содержание 1. Общие признаки процесса хонингования………………. 2. Области применения операции хонингования…………. 3. Особые случаи хонингования……………………………. 4. Инструмент для хонингования…………………………… 5. Электрохимическое хонингование………………………. Список используемой литературы…………………………... | 2 4 5 7 12 14 |
1. Общие признаки процесса хонингования
В настоящее время в серийном и массовом производстве при изготовлении ответственных деталей предъявляются высокие требования к точности и шероховатости поверхности: некруглость менее 1 мкм, волнистость менее 0,2 мкм, нецилиндричность и непрямолинейность образующей менее 2—5 мкм, параметр шероховатости Ra = 0,02- 0,8 мкм, отсутствие дефектного слоя металла (структурно-фазовых изменений, напряжений растяжения, микротрещин), определенные значения параметров формы микронеровностей и опорной поверхности.
Обеспечение этих требований достигается с помощью таких процессов абразивной обработки, как хонингование брусками из традиционных и сверхтвердых абразивных материалов. Этот процесс относят к процессу доводки; хонингование производится при одновременно выполняемых вращательном и возвратно-поступательном движениях инструмента (головки с брусками). На рис.1 приведена схема рабочего движения. Подача (разжим) брусков в радиальном направлении при хонинговании производится либо непрерывно, под воздействием постоянного усилия, либо периодически, на каждый двойной ход хонинговальной головки.
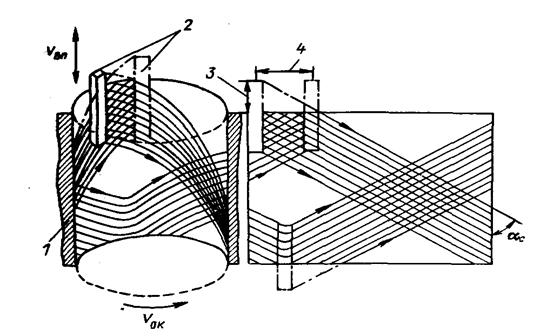
Рис.1 Схема движений бруска и детали при хонинговании:
1 — деталь; 2 — брусок; 3 — перебег; 4 — перекрытие (Vок — окружная скорость, Vвп — скорость возвратно-поступательного движения, αс — угол сетки)
При контакте рабочей поверхности бруска с обрабатываемой поверхностью заготовки происходит царапанье металла одновременно большим числом абразивных частиц. Размер таких частиц при хонинговании составляет 20—100 мкм, среднее число частиц на поверхности бруска 20—400 зерен на 1 мм2. Основными видами взаимодействия абразивных зерен с металлом являются микрорезание со снятием тончайших стружек и трение с пластическим оттеснением металла. Для интенсивного резания необходимо, чтобы абразивный брусок самозатачивался путем скалывания и вырывания затупившихся зерен из связки. При использовании брусков из сверхтвердых абразивных материалов (алмаза, эльбора) зерна длительное время сохраняют свою остроту, преобладает микроскалывание зерен, а не вырывание их, что значительно повышает стойкость брусков.
Путем выбора оптимальных характеристик брусков и регулирования параметров обработки (скорости, давления) можно управлять процессом обработки, осуществляя на первой стадии непрекращающееся резание металла в течение достаточно длительного времени, необходимого для исправления погрешностей формы заготовки, удаления исходной шероховатости и дефектного слоя. Скорость съема металла при этом составляет 2—4 мкм/с. Для получения поверхности с малой шероховатостью (Ra= 0,1—0,3 мкм при хонинговании), а также для создания благоприятного микрорельефа поверхности деталей и упрочненного поверхностного слоя металла процесс обработки на заключительной стадии может быть переведен в режим преобладающего граничного трения, при котором съем металла резко сокращается, а брусок выглаживает обрабатываемую поверхность. Такой переход можно осуществить, изменяя параметры обработки: повышая окружную скорость заготовки или инструмента, снижая давление бруска и частоту колебаний бруска.
Ранее применявшийся процесс обработки брусками с самопрекращением резания и съема металла был неуправляемым и не мог обеспечивать стабильного качества деталей, так как самопрекращение съема металла часто происходит значительно раньше, чем удаляется припуск, необходимый для исправления погрешностей формы и устранения дефектного слоя.
В отличие от шлифования, при котором контактная поверхность составляет незначительную часть рабочей поверхности круга, при хонинговании брусок постоянно соприкасается с деталью по всей рабочей поверхности, причем в начальный момент времени брусок прирабатывается к обрабатываемой поверхности. Такой контакт пары брусок — заготовка способствует повышению производительности обработки и точности формы деталей. Давление при хонинговании на поверхности контакта бруска с деталью составляет 0,1—1 МПа, что в 10—100 раз меньше, чем давление при шлифовании. Скорость резания при обработке брусками 10—100 м/мин, т. е. в 15—100 раз ниже, чем при шлифовании. В результате при хонинговании тепловыделение в зоне обработки значительно ниже, чем при шлифовании, а контактная температура не превышает 150—200 ° С. Таким образом, отсутствуют физические причины образования в поверхностном слое микротрещин и прижогов, а также остаточных напряжений растяжения.
При хонинговании в системе поддержания контакта бруска с деталью контакт замыкается кинематически, с помощью клиновой пары, жесткость системы прижима брусков высока, сила резания при наличии погрешностей формы заготовки непрерывно изменяется. Имеется ряд современных хонинговальных станков, на которых заготовка или хонинговальная головка также совершает дополнительное колебательное движение; такой процесс назван вибрационным хонингованием. Этот процесс особенно эффективен при хонинговании глухих отверстий.
Процесс хонингования используют главным образом как способ обработки отверстий. В настоящее время разработаны и используются станки и головки для наружного хонингования.
Хонингование применяют, для получения поверхностей с шероховатостью Ra= 0,16…0,32 мкм, в последнее время разработаны мелкозернистые бруски, с помощью которых осуществляется отделочное хонингование Ra= 0,06…0,1 мкм.
Таким образом, хонингование представляет собой процесс обработки связанный закрепленными абразивными зернами, осуществляемого с помощью инструмента – брусков – при относительно низких скоростях и давлениях в условиях одновременного контакта всей рабочей поверхности инструмента с заготовкой.
Похожие работы
... затем сушат в сушильном шкафу (t = 200С, = 10 мин). Технологическая карта восстановления гильзы цилиндра двигателя Д-240 представлена 8-ым листом графической части. 6. Охрана труда гильза цилиндр гальваномеханический восстановление 6.1 Меры безопасности при ремонте гильз ДВС Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной ...
... рекомендаций, содержащихся в этом документе, позволит своевременно и высококачественно проводить ремонт машин. Целью данного курсового проекта является разработка технологического процесса восстановления гильзы цилиндра двигателя автомобиля ЗИЛ-130, с применением передовых форм и методов ремонта (организации авторемонтного производства). Так же курсовое проектирование ставит перед собой цель ...
... и верхний торец гильзы. При установке гильзы используют приспособление. Которое крепится на столе станка. 6. Разработка технологического процесса восстановления гильз цилиндров двигателя ЗиЛ-130 Схема 1 Наименование дефекта Способ ремонта № операции Наименование и содержание операции Установочная база Износ зеркала гильзы Восстановление под ближайший ремонтный размер 1 2 ...





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...
0 комментариев