Навигация
Инструмент для хонингования
28115
знаков
4
таблицы
5
изображений
4. Инструмент для хонингования
При хонинговании используют бруски изготовленный методом прессования на керамической и бакелитовой основе. Абразивным материалом являются белый электрокорунд марок 23А, 24А, 25А и зеленый карбид кремния марок 63С, 64С, а также в качестве абразива используется алмаз и эльбор. Для хонингования используют бруски 2-х типов: БКв – квадратные, БП – плоские. Размеры: длина от 15 до 200 мм ширина и высота от 2 до 80 мм.


![]()
![]() 1 2 3 1
1 2 3 1
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
а) в)
![]()
![]() 3 1
3 1
б) г)
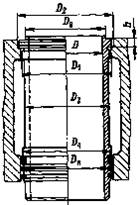
Рис.3 Типы брусков из сверхтвердых материалов
а) – алмазный брусок, б) – эльборный брусок типа ЛБС, в) - эльборный брусок типа ЛБП, г)- эльборный брусок типа Л1БП
1- корпус,2- алмазоносный слой, 3- эльбороносный слой
Широкое распространение на операциях хонингования получили алмазные бруски, что обусловлено значительным повышением их стойкости и режущей способности по сравнению с брусками из электрокорунда и карбида кремния. При выборе размеров алмазных брусков руководствуются следующими соотношениями: суммарная ширина комплекта брусков составляет 0,15—0,35 длины окружности обрабатываемого отверстия. Длина бруска составляет:(0,7—1)l (l—длина обрабатываемого отверстия) при D<1 (D-диаметр); (0,5—0,8)l при D=1—3. При использовании широких брусков в них прорезают продольные пазы для улучшения подвода смазочно-охлаждающей жидкости и вымывания отходов.
Рекомендации по выбору марки алмазного порошка в зависимости от обрабатываемого материала приведены в табл.1.
Таблица1
Выбор марки алмазного порошка в брусках при хонинговании
| Материал обрабатываемой детали | Вид операции | Марка алмаза |
| Серый и хромофосфористый чугун | Черновая Получистовая Чистовая | АС20,АС32,АРК4 АС15, АС20 АС6, АРВ1 |
| Закаленный серый и легированный чугун, 40 HRC | Черновая Получистовая Чистовая | АС32,АРК4 АС15, АС20 АС6, АРВ1 |
| Улучшенная и нетермообработанная сталь | Черновая Чистовая | АС20,АС15 АС6, АРВ1 |
| Закаленная сталь, 46- 52 HRC | Черновая Чистовая | АС15, АС20 АС6, АРВ1 |
| Закаленная и азотированная сталь 58 – 65 HRC | Черновая Чистовая | АС20,АС32 АС6, АРВ1 |
| Анодированные алюминиевые сплавы | Черновая Чистовая | АС6, АРВ1 АРВ1,АСМ |
| Хромовые покрытия | Черновая Чистовая | АС15, АРВ1 АС4, АСМ |
Концентрация алмаза в бруске во многом определяет экономичность операций хонингования. Так, при обработке чугуна следует использовать 50 %-ную и 75 %-ную концентрацию, при обработке стали — 100 %-ную концентрацию. При обработке отверстий с большим отношением L/D в стальных закаленных деталях топливной аппаратуры целесообразно применять 150 %-ную концентрацию. Данные по выбору зернистости алмазных брусков в зависимости от обрабатываемого материала, снимаемого припуска и требуемой шероховатости приведены в табл. 2.
Кроме металлических и металлокерамических связок используются также алмазные бруски на эластичных органических связках; их применяют на окончательных операциях, когда необходимо получить параметр шероховатости Ra= 0,16 мкм. Вследствие высокой упругости этих связок глубина внедрения алмазных зерен в металл уменьшается, хонингование осуществляется в режиме трения — выглаживания.
Эластичными брусками зернистостью 40/28 получают параметр шероховатости Ra =0,08—0,1 мкм; брусками зернистостью 20/14—Ra == 0,05 — 0,06 мкм; брусками зернистостью 10/7—Ra == 0,03 — 0,04 мкм. Эластичные бруски используют для нового технологического процесса — плосковершинного хонингования. Этот вид хонингования применяют для обработки гильз двигателей, и заключается он в последовательном осуществлении двух операций: предварительного хонингования алмазными брусками на металлической связке АС32 125/100 Ml 100% и окончательного хонингования эластичными брусками АСМ 80/63 Р11 100%. В результате такой обработки значительно повышается износостойкость гильз, уменьшается расход масла.
При выборе абразивного материала бруска придерживаются общепринятого принципа: для обработки стали необходимы бруски из электрокорунда, а для обработки чугуна и цветных металлов — из карбида кремния. Возможны отклонения от такого выбора: часто при обработке стали на операции предварительного хонингования применяют бруски из белого электрокорунда, а на операции окончательного хонингования — бруски из зеленого карбида кремния, обеспечивающие менее шероховатую поверхность.
Важную роль в брусках играет связка. Большинство абразивных брусков выпускаются на керамической связке, обладающей пористостью и хрупкостью, обеспечивающей самозатачивание бруска. В то же время из-за хрупкости связки могут происходить сколы кромки брусков, и осколки, попадая между обрабатываемой поверхностью и брусками, наносят на обрабатываемую поверхность риски и царапины. Неравномерная твердость брусков часто является причиной налипания металла на более твердые участки рабочей поверхности брусков, что также приводит к появлению на обрабатываемой поверхности рисок и царапин. Эти недостатки хонинговальных брусков на керамической связке затрудняют обработку не термообработанных стальных деталей, а для обработки деталей из алюминиевых и медных сплавов они в большинстве случаев непригодны.
Широкое распространение на предварительных операциях получили крупнозернистые хонинговальные бруски на бакелитовой связке. Они обладают высокой прочностью на изгиб и эластичностью, вследствие чего при хонинговании уменьшается число сколов. Преимуществом таких брусков является увеличение съема металла на 20—60 %.
С уменьшением размера зерен шероховатость поверхности уменьшается; высота неровностей Рг зависит от размера зерна ds и составляет (0,04—0,1)ds. С переходом на крупнозернистые бруски съем металла возрастает, например, с увеличением зерен в 2 раза съем металла возрастает примерно на 25—30 %.
На окончательной операции при хонинговании в два-три перехода и при хонинговании в один переход выбор зернистости брусков определяется требованиями к шероховатости обработанной поверхности детали. На предварительной операции применяют более крупнозернистые бруски, чтобы получить наибольшую производительность. При выборе твердости брусков ориентируются на середину диапазона твердостей для соответствующей зернистости бруска, материала детали и снимаемого припуска. При необходимости выбранную твердость брусков корректируют исходя из некоторых соображений.
1. Чем грубее исходная поверхность детали и чем интенсивнее съем металла, тем тверже должны быть бруски.
2. Чем меньше отношение длины отверстия к диаметру, тем тверже должны быть бруски. В момент выхода концов брусков за край отверстия их давление возрастает на 40—100 % за счет уменьшения площади касания бруска с поверхностью металла, и при обратном ходе край отверстия выкрашивает наиболее выступающие абразивные зерна.
Похожие работы
... затем сушат в сушильном шкафу (t = 200С, = 10 мин). Технологическая карта восстановления гильзы цилиндра двигателя Д-240 представлена 8-ым листом графической части. 6. Охрана труда гильза цилиндр гальваномеханический восстановление 6.1 Меры безопасности при ремонте гильз ДВС Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной ...
... рекомендаций, содержащихся в этом документе, позволит своевременно и высококачественно проводить ремонт машин. Целью данного курсового проекта является разработка технологического процесса восстановления гильзы цилиндра двигателя автомобиля ЗИЛ-130, с применением передовых форм и методов ремонта (организации авторемонтного производства). Так же курсовое проектирование ставит перед собой цель ...
... и верхний торец гильзы. При установке гильзы используют приспособление. Которое крепится на столе станка. 6. Разработка технологического процесса восстановления гильз цилиндров двигателя ЗиЛ-130 Схема 1 Наименование дефекта Способ ремонта № операции Наименование и содержание операции Установочная база Износ зеркала гильзы Восстановление под ближайший ремонтный размер 1 2 ...





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...
0 комментариев