Навигация
ВЫБОР МАШИН И МЕХАНИЗМОВ
24576
знаков
4
таблицы
47
изображений
3. ВЫБОР МАШИН И МЕХАНИЗМОВ.
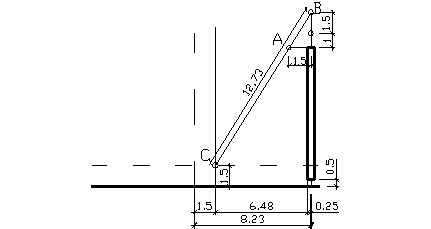
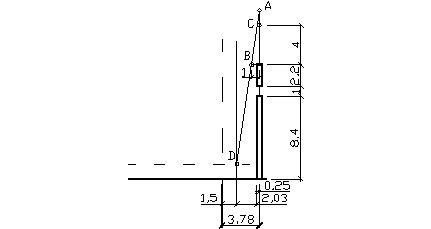
Срезка растительного слоя осуществляется с помощью больдозера марки ДЗ-259. Разработка грунта II группы ведется экскаватором Э-651 (драглайн). Основные характеристики экскаватора Э-651:
объем ковша - 0,65 м3;
длина стрелы - 10м;
наибольший радиус копания - 10,2 м;
наибольшая глубина копания:
при боковом проходе - 3,8 м;
при торцевом проходе - 5,6 м;
- наибольший радиус выгрузки - 8,3 м.
Для отвозки грунта от экскаватора применяются автосамосвалы грузоподъемностью от 1,5 до 40 т. с кузовами, опрокидывающимися обычно назад или в стороны. Определим расчетное количество автомобилей КАМАЗ (емкость кузова 7м3), необходимых для перевозки грунта:
Сменная производительность экскаватора:
 (29)
(29)
Здесь: 1,25 – коэффициент разрыхления грунта;
Время цикла одного автомобиля (при условии, что грунт вывозим за 8 км со средней скоростью 30 км/ч):
![]() , (30)
, (30)
где:  - время
погрузки;
- время
погрузки;

![]()
![]()
Количество рейсов на 1 автомобиль КАМАЗ за 1 смену:
 (31)
(31)
Объем грунта, перевозимый автомобилем КАМАЗ за 1 смену:
![]() (32)
(32)
Количество самосвалов КАМАЗ:
 (33)
(33)
Опалубочные и арматурные работы осуществляются с помощью крана. Для выполнения этих работ принимаем кран на гусеничном ходу с максимальной грузоподъемностью 16т.
Доставка бетонной смеси осуществляется с помощью автобетоносместителя на базе автомобиля КАМАЗ с Vмикс= 4 м3. Рассчитаем необходимое количество автобетоносметсителей:
1. Количество необходимого в смену бетона:
 (34)
(34)
2. Время цикла одного автобетоносмесителя КАМАЗ:
![]() (35)
(35)
3. Количество рейсов автотобетоносмесителя КАМАЗ за 1 смену:
 (36)
(36)
4. Объем бетона, перевозимого автомобилем за 1 смену:
![]() (37)
(37)
5. Количество автобетоносмесителей КАМАЗ, необходимое для работы в 1 смену:
 (38)
(38)
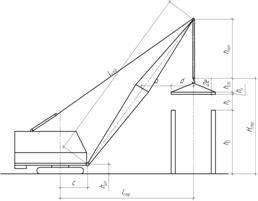
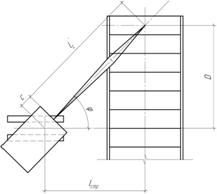
Монтажные работы осуществляем с помощью гусеничного крана марки МКГ-25БР со стрелой 18,5 м.
4. ВЫБОР И ОБОСНОВАНИЕ ПРИНЯТЫХ ТЕХНОЛОГИЧЕСКИХ РЕШЕНИЙ
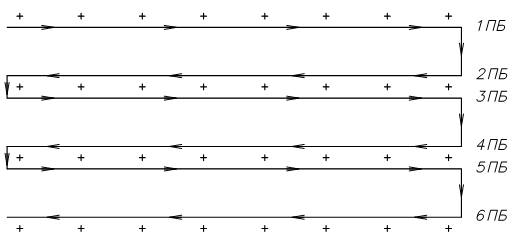
1) Производство земляных работ зависит от трудности разработки грунта, рельефа местности и гидро-геологических условий. В данном случае разработка грунта ведется с помощью больдозера, т.к. необходимо сделать неглубокую и протяженную выемку с резервом для перемещения насыпи на расстояние до 100м. Бульдозеры применяются также для окучивания грунтов, обратной засыпки в пазух котлованов и траншей, зачистки дна котлованов после экскаваторных работ, для разравнивания и планировки грунта. Разработку ведут от начала выемки к середине, при этом должна быть обеспечена эффективная работа бульдозера под уклон. При разработке грунта бульдозером применяется траншейная схема.
2) Разработка котлована ведется с помощью экскаватора Э-651, оборудованного драглайном. Емкость ковша драглайна составляет 0,65 куб.м.
3) Зачистка основания под фундамент производится вручную, при помощи землекопа 3 разряда.
4) Устройство подготовки под основание фундамента.
5) Опалубку фундаментов под колонны каркаса собирают из готовых элементов разборно-переставной опалубки-щитов, коробов и др., а также поддерживающих балок, схваток, натяженных крюков и пр. При выполнении опалубочных работ необходимо строго соблюдать проектные размеры сечений длины и ширины всех элементов возводимых конструкций. В зависимости от типа опалубки действующими правилами производства и приемки бетонных и железобетонных работ (СниП III-В 1-70, табл. 2 и 3) установлены опалубки. Оборачиваемость опалубки является важнейшим фактором снижения себестоимости строительства, она увеличивается при многократном повторении одних и тех же типоразмеров элементов и при сокращении их числа, а также в результате применения наиболее рациональных типов инвентарной опалубки.
6) Арматурные работы состоят из двух самостоятельных рабочих операций: заготовки и установки арматуры. Заготовка арматуры начинается до начала опалубочных работ и укладывается по мере установки опалубки. Заготавливается арматура, как правило, на арматурно-сварочных заводах или в цехах заводов железобетонных конструкций, где процессы изготовления максимально механизированы. В данном строительстве применяются готовые арматурные сетки, поставляемые в виде товарной продукции. Арматурную сталь принимают в соответствии с заводским паспортом, в котором указаны: наименование завода-изготовителя, марка стали, номер плавки, химический состав и механические характеристики стали. Соединение арматурной стали выполняется, как правило, электросваркой.
7) До начала укладки бетонной смеси, опалубку и арматуру необходимо тщательно проверить. Опалубку следует очистить от щепы и мусора, в ней не должно быть щелей. В зависимости от видов конструкции могут меняться приемы укладки бетонной смеси. Бетонная смесь должна укладываться участками без перерыва. Возможно применение самоходной бетоноукладочной машины. При таком решении обеспечивается равномерная подача бетонной смеси требуемыми слоями. Завершающим этапом укладки бетонной смеси является его уплотнение.
8) После затвердения бетонной смеси и приобретения бетоном заданной прочности опалубку разбирают. Этот процесс называется разапалубкой. При разапалубке необходимо обеспечить одновременное, равномеренное и постепенное опускание всей опалубки.
9) Гидроизоляция: могут быть применены любые виды гидроизоляции, жесткая, обмазочная, окрасочная, оклеечная, пластичная, листовая. Гидроизоляционные работы организуются и выполняются в соответствии с проектом производства работ, в котором определяются периодичность и продолжительность работ, согласованные со сроками и методами производства смежных строительно-монтажных работ, и способы их механизации. Производство гидроизоляционных работ на открытом воздухе допускается при температуре наружного воздуха не ниже +5°С и при отсутствии атмосферных осадков.
10) Обратная засыпка в пазух котлованов и траншей осуществляется с помощью бульдозера (см.п. 1).
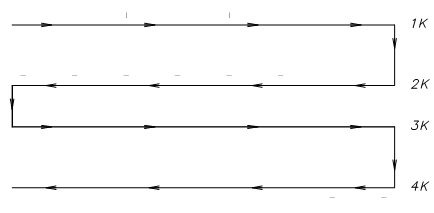
11) Монтаж колонн при помощи кондуктора. Монтаж конструкций начинают только после тщательной инструментальной проверки отметок и положения в плане опор, опорных и закладных деталей. Монтажный процесс оказывает решающее влияние на общую продолжительность строительства и организацию последующих работ. Монтаж колонн ведут по направлению вдоль пролета здания. При ширине пролета более 18м кран, перемещаясь вдоль одного из рядов колонн, устанавливает этот ряд колонн, монтируя по одной или по две колонны с одной стоянки, возвращается и ведет монтаж колонны с одной стоянки, возвращается и ведет монтаж колонн другого ряда. Устанавливать колонны второго ряда нецелесообразно, т.к. вызовет задержку монтажа остальных конструкций из-за недостаточной прочности стыков. Кондуктор позволяет автоматизировать процесс выверки колонн и применять принудительную установку ее в проектное положение. Монтаж колонн обычно ведут самоходными стреловыми и башенными кранами. Колонны промышленных зданий монтируют, предварительно раскладывая их у места монтажа, или непосредственно с транспортных средств, которыми их подают в зону действия монтажного крана. С транспортных средств колонны монтируют способом поворота на весу.
12) Монтаж подкрановых балок: перед монтажом на весу, осматривают состояние конструкций и подготавливают стыки, очищая закладные элементы или выпуски арматуры от пленок ржавчины. Затем проверяют и очищают опорные поверхности на колоннах. Подъем подкрановых балок осуществляется при помощи специальных или универсальных траверс или двухветвьевых стропов. Положение подкрановых балок в процессе их установки регулируют с помощью обычного монтажного инструмента, а после их раскладки на опорных консолях, не прибегая к помощи монтажного механизма, с помощью специальных приспособлений. После выверки сваривают закладные детали и производят расстроповку балки. В процессе монтажа подкрановых балок монтажники находятся на подмостях, оборудованных ограждениями. Эти подмости могут быть навесными, переставными или передвижными. На подмости поднимаются по лестницам, навешенным на колонны.
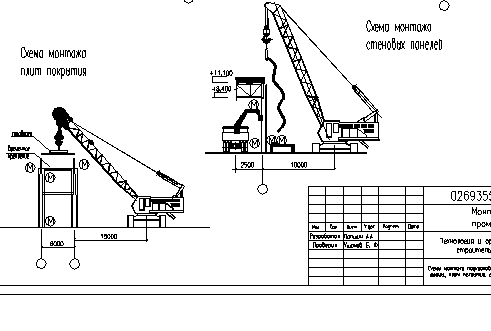
13) Монтаж плит покрытия. Плиты покрытия можно устанавливать по 2 схемам: продольной, когда плиты монтируются краном, перемещающимся вдоль пролета, и поперечной, когда кран движется поперек пролетов. При выборе кранов во втором случае необходимо проверить, смогут ли краны проходить под смонтированными подстропильными фермами или подкрановыми балками. Плиты покрытия перед монтажом укладывают в штабеля, располагаемые между колоннами, или подают на транспортных средствах непосредственно под монтаж. Для строповки плит покрытия применяют четырехветвевые стропы и балансирные траверсы, а при использовании кранов большой грузоподъемности - траверсы с гирляндной подвеской плит. Перед подъемом плиты снабжают инвентарным ограждением, которые крепятся к монтажным петлям. У крайних плит это ограждение остается на весь период работ по крыше, у остальных его снимают после установки смежной плиты. Каждую плиту приваривают в трех углах к закладным деталям ферм. Временная прихватка плит покрытий не допускается, поэтому плиты привариваются сразу швами указанных в проекте размеров. Количество расчетных швов, их расположение и размеры определяются проектом в соответствии с конструктивной схемой здания. Стыки между плитами покрытий можно заделывать одновременно с монтажом или после него, если нет специальных указаний в проекте.
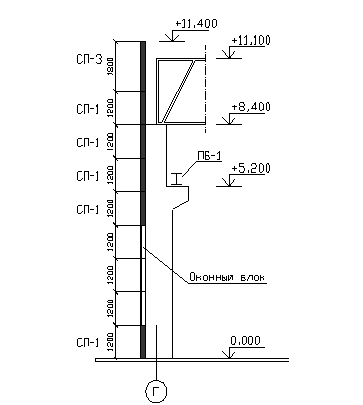
14) Монтаж стеновых панелей можно начинать только после окончания работ по монтажу несущих конструкций в конструктивном блоке здания. На монтаже стеновых панелей чаще применяются другие монтажные механизмы, т.к. здесь не требуется большой грузоподъемности и вылета крюка крана. В качестве монтажных механизмов используются стреловые самоходные краны, специально оборудованные самоходные краны. Применение башенных кранов на монтаже одноэтажных промышленных зданий зачастую нерентабельно - велики затраты труда и средств на устройство подкрановых путей. Наиболее сложным вопросом в организации работ по монтажу стен промышленных зданий является удачный выбор подмостей для монтажников. От подмостей здесь требуется большая мобильность, ибо монтаж одной панели продолжается не долго. Подмости не должны быть помехой для работы крана и подачи панели под монтаж, поэтому схема организации работ по монтажу стеновых панелей должна тщательно разрабатываться с учетом безопасной работы. В ряде случаев могут быть успешно использованы подмости и монтажные машины, оборудованные люльками.
15) Заделка стыков между панелями. Герметизацию и заделку швов в стеновых панелях следует выполнять сразу после монтажа панелей. Стеновые панели обычно монтируются одновременно с другими конструкциями здания в последовательности, установленной в проекте.
16) Заделка стыков сборных железобетонных конструкций во многом определяет прочность, устойчивость и долговечность здания. Конструктивное решение стыка оказывает существенное влияние на технологию монтажных работ, их трудоемкость и продолжительность, на затраты ручного труда, возможность быстрейшей загрузки смонтированных конструкций и на совмещение строительных процессов. Недостаточная пока технологичность устройства ряда стыков и большие объемы ручных операций задерживают комплексную механизацию монтажа железобетонных конструкций. При заделке стыков колонн с фундаментами 15-20% составляют ручные операции, а при заделке стыков несущих стеновых панелей - 70-75%. Процесс заделки стыков несущих сборных железобетонных конструкций состоит из сварки выпусков арматуры или закладных деталей, антикоррозийной защиты закладных деталей, замоноличивание стыков бетоном или раствором. К заделке стыков приступают только после выполнения антикоррозионной защиты закладных деталей. Монтаж покрытия (подстропильные фермы, стропильные балки и фермы, плиты покрытия) ведут отдельным потоком, на монтаже этих конструкций целесообразно применять самоходные краны, оборудованные гуськами и клювами. Монтаж покрытий можно вести как в продольном, так и в поперечном направлении.
ЛИТЕРАТУРА
Технология строительного производства: Учебник для вузов /Л. Д. Акимова, Н. Г. Амосов и др.; под ред. Г. М. Бадьина. – Л: Стройиздат, 1987. – 606 с.
ЕНиР Сборник 2 выпуск 1
ЕНиР Сборник 4 выпуск 1
ЕНиР Сборник 22 выпуск 1
Менеджмент: Методические указания для выполнения дипломных работ/ Составители: Л.С. Сосненко, А.А. Николаенко. - Челябинск: Изд. ЮУрГУ, 2000.- 36с
![]()
![]() Лист
Лист
![]()
![]() 060811.02.666.00.ПЗ 9
060811.02.666.00.ПЗ 9
Overview Лист1
Лист2
| Таблица 2 - Калькуляция трудовых затрат | |||||||||
| № | наименование работ | ед. измер. | объем работ | обосно-вание | норма времени | затраты труда | Состав звена | ||
| чел.час | маш.час | чел.см. | маш.см. | ||||||
| 1 | Срезка растительного слоя | 1000 м2 | 12.54 | Е 2-1-5 | 0.69 | 1.08 | машинист 6р(1) | ||
| 2 | Разработка котлована и траншеи | 100 м3 | 71.25 | Е 2-1-7 | 2.4 | 21.37 | машинист 6р(1) | ||
| 3 | Зачистка оснований под фундамент | 100 м3 | 2.14 | Е 2-1-60 | 8.4 | 2.24 | землякоп 3р(1) | ||
| 4 | Опалубочные работы (устройство) | м2 | 1216.08 | Е 4-1-34 | 0.4 | 60.80 | плотник 2р(1), 4р(1) | ||
| 5 | Арматурные работы: | Е 4-1-44 | |||||||
| - монтаж сеток весом до 70 кг | шт. | 316 | 0.36 | 14.22 | арматурщик 3р(1), 2р(2) | ||||
| - монтаж гориз. сеток до 300 кг | шт. | 104 | 0.42 | 5.46 | арматурщик 4р(1), 3р(3) | ||||
| 6 | Бетонные работы | м3 | 483.19 | Е 4-1-49 | 0.34 | 20.54 | бетонщик 4р(1), 2р(1) | ||
| 7 | Опалубочные работы (разборка) | м2 | 1216.08 | Е 4-1-34 | 0.1 | 15.20 | плотник 2р(1), 4р(1) | ||
| 8 | Гидроизоляция | м2 | - | ||||||
| 9 | Обратная засыпка в пазух котлов-в | 100 м3 | 66.42 | Е 2-1-34 | 0.38 | 3.15 | машинист 6р(1) | ||
| 10 | Монтаж колонн: | Е 4-1-4 | |||||||
| - фахверковых колонн весом 4,88 тн | шт. | 18 | 4.4 | 0.44 | 9.90 | 0.99 | монтажник констр-ций 5р(1),4р(1),3р(1),2р(1), машинист 6р(1) | ||
| - колонн крайних рядов весом 8,48 тн | шт. | 26 | 5.7 | 0.57 | 18.53 | 1.85 | монтажник констр-ций 5р(1),4р(1),3р(1),2р(1), машинист 6р(1) | ||
| - колонн средних рядов весом 10,6 тн | шт. | 26 | 7 | 0.7 | 22.75 | 2.28 | монтажник констр-ций 5р(1),4р(1),3р(1),2р(1), машинист 6р(1) | ||
| 11 | Заделка стыков колонн с фунд-том | шт. | 70 | Е 4-1-25 | 1.2 | 10.50 | монтажник констр-ций 4р(1),3р(1) | ||
| 12 | Монтаж подкрановых балок, Р до 3т. | шт. | 72 | Е 4-1-6 | 4.3 | 0.86 | 38.70 | 7.74 | монтажник констр-ций 5р(1),4р(1),3р(2),2р(1), машинист 6р(1) |
| 13 | Электросварка подкрановых балок | 10 м | 5.76 | Е 22-1-2 | 2.4 | 1.73 | электросварщик 6р(1) | ||
| 14 | Заделка стыков подкр. балок: | Е 4-1-25 | |||||||
| - устройство опалубки | шт. | 78 | 0.64 | 6.24 | плотник 4р(1), 3р(1) | ||||
| - бетонные работы | шт. | 78 | 0.34 | 3.32 | монтажник констр-ций 4р(1),3р(1) | ||||
| - разборка опалубки | шт. | 78 | 0.97 | 9.46 | плотник 4р(1), 3р(1) | ||||
| 15 | Монтаж строп. ферм (пролет 24 м.) | шт. | 39 | Е 4-1-6 | 9.5 | 1.9 | 46.31 | 9.26 | монтажник констр-ций 6р(1),5р(1),4р(1),3р(1),2р(1), маш-ст 6р(1) |
| 16 | Электросварка соединений ферм | 10 м | 3.12 | Е 22-1-2 | 2.4 | 0.94 | электросварщик 6р(1) | ||
| 17 | Монтаж плит покрытия (S=3x6=18м2) | шт. | 288 | Е 4-1-7 | 1.2 | 0.3 | 43.20 | 10.80 | монтажник констр-ций 4р(1),3р(2),2р(1), машинист 6р(1) |
| 18 | Электросварка плит к фермам | 10 м | 5.18 | Е 22-1-2 | 2.4 | 1.56 | электросварщик 6р(1) | ||
| 19 | Заливка швов между плитами вручную | 100 м | 24.48 | Е 4-1-26 | 6.4 | 19.58 | монтажник констр-ций 4р(1),3р(1) | ||
| 20 | Монтаж фундаментных балок, Р
Министерство образования Российской Федерации Южно-Уральский государственный университет Заочный инженерно-экономический факультет Кафедра “Экономика, управление и инвестиции” КУРСОВОЙ ПРОЕКТ по предмету: «Технология строительного производства» на тему: «Технология возведения одноэтажного промышленного здания» Выполнил: студент гр. ЗФ585-В Исаков Н. С. Проверил: Щур В. Ф. Челябинск | ||||||||

Похожие работы
... 2 1-2 8-04 8-13 8-39 8-47 1 ПП 8-47 9-21 0,57 0,08 0,9 3 1-3 8-38 8-47 9-13 9-21 1 ПП 9-21 9-55 0,57 0,08 0,9 4 1-1 9-12 9-21 9-47 9-55 1 ПП 9-55 10-29 0,57 0.08 0,9 12. Расчет потребности в материалах и полуфабрикатах для монтажа одноэтажных промышленных зданий № Наименование технологического процесса Ед. изм Объем работ ...
... 0,5х0,6м, высота подкрановой балки1м, высота стропильной балки1,64 м, плиты покрытия1,5х6м, стеновые панели6х1,8;6х1,2м. Обоснование метода монтажа и определение размеров монтажных захваток. Конструкции одноэтажного промышленного здания монтируются стреловыми кранами на гусеничном или пневмо ходу При строительстве обычно применяют смешанный метод монтажа Первым комплектом ...
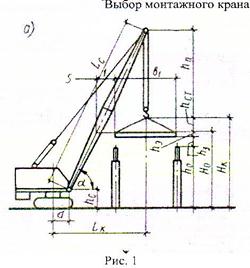
... для определения основных параметров монтажного крана Таким образом, необходимо подобрать наиболее эффективный комплект монтажных кранов для монтажа сборных железобетонных конструкций одноэтажного промышленного здания. – Учитывая то, что каркас здания состоит из крупных элементов, которые за исключением сборных плит, располагаемых перед монтажом на довольно значительном расстоянии друг от ...
... 3 Общая трудоемкость чел./дн. 1126,99 4 Общая машиноемкость маш./см. 178,94 5 Выработка м3/(чел./дн) 1,62 6 Заработная плата 1 рабочего руб. /(чел./дн) 6,24 10. Монтаж конструкций одноэтажных промышленных зданий Общие сведения. Номенклатура типовых железобетонных конструкций позволяет возводить одноэтажные промышленные здания, состоящие из одного или нескольких пролетов, ...
0 комментариев