Навигация
Выбор и обоснование типа производства
24498
знаков
9
таблиц
0
изображений
1.2. Выбор и обоснование типа производства
Типом производства называется классификационная категория производственного процесса, выделяемая признаками номенклатуры производимой продукции, стабильностью и объемом выпуска изделий. Различают три типа производства: единичное, серийное и массовое. Одно из основных характеристик типа производства является коэффициент закрепления операций, который представляет собой отношение числа всех технологических операций к числу рабочих мест при выполнении соответствующего технологического процесса изготовления продукции
где 0 – количество операций технологического процесса. Р – число рабочих мест, на которых выполняются данные операции.
Тип производства определяется по коэффициенту закрепления: если Kзо меньше 1, то массовый тип производства, а именно 0,4 < 1.
Рассчитаем коэффициент загрузки рабочих мест:
где N – программа выпуска деталей данного наименования, tшт - норма штучного времени для выполнения соответствующей операции, Fн – номинальный фонд времени оборудования в год при двухсменной работе (=4140) .
Результаты расчетов загрузки рабочих мест сводятся в таблицу.
| № операции | Наименование операции | Норма штучного перемени | Коэффициент загрузки рабочих мест |
| 5 | Фрезерная | 4,19 | 1,60 |
| 10 | Фрезерная | 6,22 | 2,38 |
| 15 | Расточная | 3,86 | 1,48 |
| 20 | Сверлильная | 5,17 | 1,98 |
2. Расчет основных параметров поточной линии.
2.1. Расчет такта выпуска и выбор вида поточной линии.
где Fд – действительный годовой фонд работы оборудования на поточной линии (3950), N – программа выпуска (95 000 деталей)
2.2. Выбор типа поточной линии.
При обосновании вида поточной линии особое внимание уделяется выяснению возможностей синхронизации операций, т.е. созданию равенства или кратности времени выполнения операций такту выпуска, т.е. должно выполнятся условие:
где S1,S2,Sn – соответственно количество оборудования на смежных операциях; tшт1,tшт2,tштn – трудоемкость смежных операций. Так как данное условие не выполняется, т.е. время выполнения операции не равно и не кратно такту, то поточная линия относится к прерывно-поточной.
2.3. Расчет потребного количества, оборудования (рабочих мест) на поточной линии.
Расчетное
число рабочих
мест, как правило,.
Получается
дробным. Поэтому
по каждой операции
устанавливается
принятое число
оборудования
Sпр путем
округления
расчетного
количества
Sp до
целого числа
в большую сторону.
Округление
в меньшую сторону
допускается
при перегрузке
оборудования
не более 6 %.
2.4. Расчет коэффициента загрузки оборудования.
где Sp - расчетное количество оборудования, Sпр – принятое количество оборудования;
Результаты расчетов сводятся в таблице.
Таблица. Количество оборудования (рабочих мест) на поточной линии
| № операции | Наименование операции | Наименование и модель оборудования | Параметры | |||
| tшт | Sp | Snp | nз | |||
| 05 | Фрезерная | Вертикально-фрезерный 6Р12 | 4,19 | 1,68 | 2,0 | 84 |
| 10 | Фрезерная | Горизонтально-фрезерный 6Н80Г | 6,22 | 2,50 | 3,0 | 83 |
| 15 | Расточная | Горизонтально-расточной 2705В | 3,86 | 1,55 | 2,0 | 77 |
| 20 | Сверлильная | Вертикально-сверлильный 2С135 | 5,17 | 2,08 | 3,0 | 69 |
2.5. Определение величины производственной площади поточной линии.
Величина
производственной
площади поточной
линии может
быть определена
формулой:
где Si – количество одноименного оборудования; fyi – удельная площадь на единицу оборудования, m – количество наименований моделей оборудования; F = 125 (м2).
Полученное значение величины производственной площади может быть уточнено по планировке поточной линии. При разработке планировки поточной линии макеты оборудования подбираются по каталогам согласно модели станков.
При размещении станков на планировке необходимо предусматривать кратчайшие пути движения детали не допуская обратных движений.
Похожие работы

... числу персонала – 84 человека, отражено на диаграмме 2.2.1. Диаграмма 2.2.1. Организационная структура и требования к персоналу представлены в Приложении 2. 2.3. Производственный план цеха по формованию внутренних стеновых панелей Начало производства внутренних стеновых панелей намечено на июль 2002 года. План производства на первый год работы формовочного цеха согласован с предварительным ...
... ткани арт. 7205, то и Ме мотального перехода, перематывающего уток, больше для ткани арт. 7205. II. Для объяснения влияния ассортимента на показатель мощности приготовительных отделов ткацкого производства составим таблицу 3.12., в которой индекс мощности раскрывается через индексы основных параметров технологического процесса и заправочные параметры. Индексы мощности отделов, перерабатывающих ...
... уборки зависит в основном от наличия техники и погодных условий. Лучшие результаты дает сочетание обоих способов. Оптимальный срок длительности уборки 10-12 дней. Основные показатели производства зерна. СХПК «Красный доброволец» находится в Петровском районе Тамбовской области в непосредственной близости от райцентра. ИНН 6813000079 СХПК «Красный доброволец» хозяйство среднего размера, ...

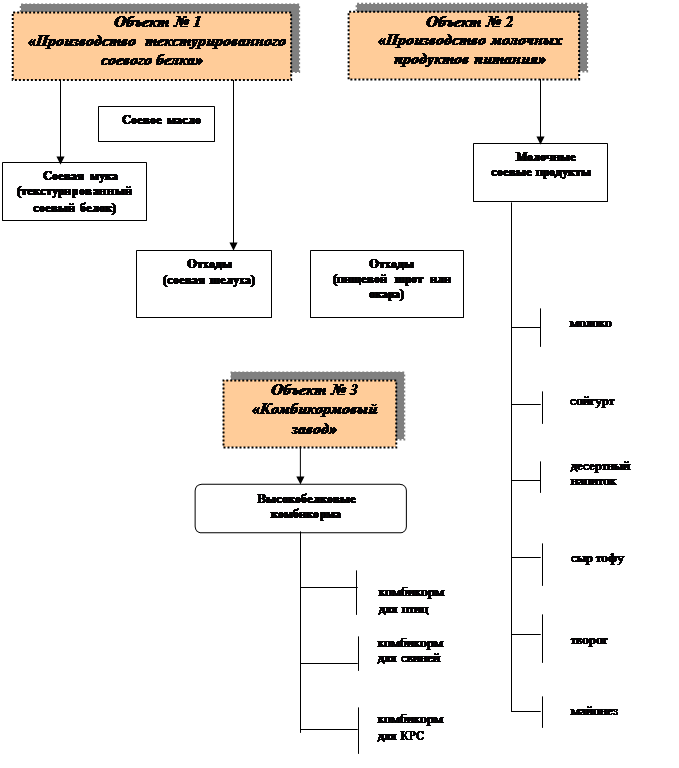
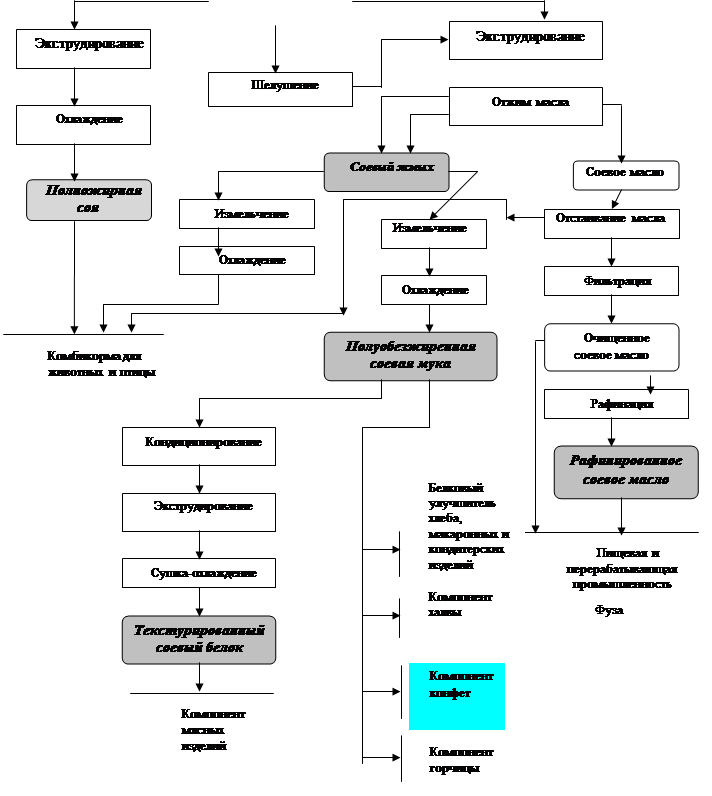
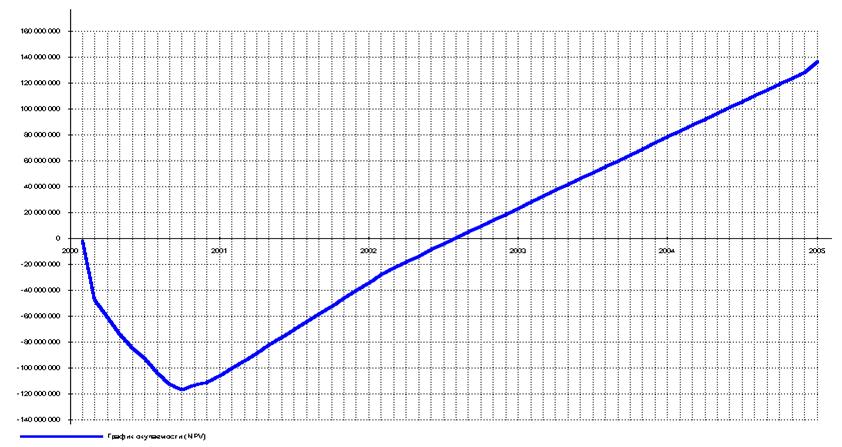
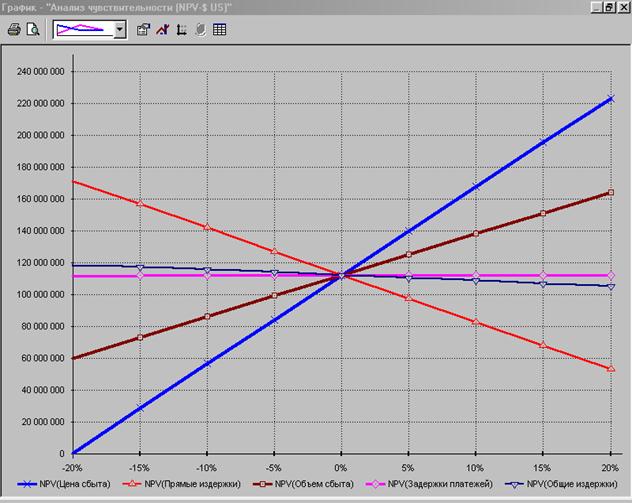
... и текстураты соевых белков являются наиболее распространенными производным сои с широко применяются в пищевой промышленности и производстве специализированных питательных смесей. Финансовая модель Оценка эффективности инвестиций в проект, являющийся предметом настоящего бизнес-плана, а также способности заемщика обслужить инвестиционный кредит, осуществлена с помощью финансовой модели. Периодом ...
0 комментариев