Химический состав шарикоподшипниковых сталей
Анализ способов выплавки шарикоподшипниковых сталей на Украине, в СНГ и за рубежом
Выплавка в электродуговых печах
Аналитический обзор литературы по вопросу технологии, способов выплавки и разливки
Выбор и рекомендации по использованию новых прогрессивных разработок в технологии выплавки шарикоподшипниковых сталей
Навигация
Аналитический обзор литературы по вопросу технологии, способов выплавки и разливки
Изучение теории и технологии выплавки шарикоподшипниковой стали марки ШХ4
50284
знака
0
таблиц
5
изображений
3. Аналитический обзор литературы по вопросу технологии, способов выплавки и разливки
шарикоподшипниковой стали за последние годы.
Подшипниковые стали выплавляют ещё с начала 20-го века (первой была сталь шх15, широко используемая и в настоящее время), и за это время в этой области было произведено множество исследований и экспериментов, направленных как на поиск закономерностей влияния химического состава, содержания и типа неметаллических включений, микро- и макроструктуры, так и на выявление зависимости качества готовых подшипников от способа их производства.
Среди металлургов и работников подшипниковой промышленности нет единого мнения о долевом влиянии технологических, конструктивных и металлургических факторов на долговечность подшипников, поскольку в большинстве исследований вопросы повышения качества подшипниковой стали решались в основном с точки зрения удовлетворения требований существующих стандартов без достаточной проверки связи между этими требованиями и долговечностью подшипников. Расхождение во мнениях объясняется тем, что испытание подшипников – это многофакторный эксперимент и очень трудно выделить влияние одного из действующих факторов. [8]
Разные исследователи по-разному оценивают уровень влияния различных факторов на качество подшипников.
Так, например, в совместной работе Первого государственного подшипникового завода (ПГПЗ) и запорожского машиностроительного института было установлено, что долговечность L90 подшипников типа 76210 шведской фирмы СКФ в 6 раз превосходит аналогичный показатель отечественных, австрийских и итальянских подшипников.
В то же время совместными исследованиями ВНИШ и УкрНИИспецстали по испытанию подшипников, изготовленных из металла шведской фирмы СКФ и отечественного производства по существующей на подшипниковых заводах технологии, установлено, что долговечность (L90) подшипников типа 76210 из шведской стали выше, чем из отечественной (завода «Днепроспецсталь»), всего на 30-45%.
Исследование подшипников после стендовых испытаний позволило сделать вывод, что качество металла отечественного производства и шведской фирмы СКФ по многим показателям одинаково.
Анализ результатов испытаний подшипников позволил сделать вывод, что влияние конструктивных параметров и технологических факторов (чистота поверхности, точность сборки, гранность тел качения и т.д.) значительно выше, чем влияние металлургического качества металла, в том числе природы и количества неметаллических включений. Высказанное положение может быть также подтверждено результатами испытаний долговечности различных типов подшипников, приведенных В.П. Жевтуновым (ВНИПП) на Всесоюзной конференции по подшипниковым сталям в г. Запорожье (1974г.). [8]
По мнению А. Кравчика (Польша), основным критерием оценки качества материала подшипников является усталостная контактная прочность, которая отражает стойкость материала против возникновения поверхностного выкрошивания “питтинг” на рабочих поверхностях подшипников. Механизм возникновения этих выкрошиваний является предметом противоречивых гипотез. По вопросу же о причинах, вызывающих наступление усталостного износа в случае усталости качения, как и при других видах усталостной прочности, вредное влияние оказывают разного рода неоднородности и несплошности материала, которые, выполняя роль концентраторов напряжений, вызывают их неравномерное распределение в соседних микрообластях, что ведёт к ускоренному разрушению материала. [9] Т.е. более важным он считает качество металла, из которого изготовлен подшипник.
Наряду с технологией выплавки одним из важнейших факторов, влияющих на макроструктуру и степень чистоты стали, является масса слитка. Разливку изложницы производят только сифонным способом. Масса слитка сталей ШХ15 и ШХ4 колеблется от 0,6 до 5,2 т, а сталей типа ШХ15СГ – от0,6 до3,8 т. По данным других источников, во всех странах используют слитки массой 2-5 т. Увеличение массы слитков до 5-6 т, вызванное стремлением интенсифицировать процесс разливки при увеличении ёмкости печей, ухудшает макроструктуру стали, степень её загрязнения. Очень малая масса слитка (0,5-1,0 т) не позволяет полностью устранить дендритную ликвацию и выровнять химическую неоднородность вследствие недостаточного обжатия при получении крупных заготовок.[1]
Очень перспективным направлением в этом плане является внедрение машин непрерывного литья заготовок. В этом случае, особенно при использовании метода «плавка на плавку», т.е. в случае, если сталеплавильные агрегаты имеют большую ёмкость и производительность, на предприятии можно ожидать существенного увеличения производительности, особенно за счёт уменьшения потерь с литниками и уменьшения количества дефектов в заготовках.
Существенного улучшения технико-экономических показателей производства можно добиться путём широкого применения и дальнейшего совершенствования методов и средств неразрушающего контроля качества заготовок и готовых изделий.
Одним из существенных элементов современной прогрессивной технологи производства подшипниковых сталей является широкое применение неразрушающих испытаний, которые придают выходному контролю высокую надёжность и обеспечивают полную и непрерывную информацию о качестве продукции в процессе её изготовления. Благодаря этому появляется возможность своевременно корректировать технологические процессы и поддерживать на заданном уровне показатели качества.
Основная область применения неразрушающих испытаний качества проката подшипниковых сталей – проверка макроструктуры, дефектов поверхности и изменений химического состава в поверхностных слоях.
Проверка качества этими методами носит в настоящее время дополнительный характер. И внедрение неразрушающих методов контроля в качестве основных, а также разработка более эффективных и прогрессивных технологий контроля, является в настоящее время одним из основных путей совершенствования производства подшипниковой стали как за рубежом, так и на Украине. Так в проект новых ГОСТов на подшипниковую сталь уже включены ультразвуковые методы контроля.
В настоящее время проводятся работы по создания критериев оценки качества при автоматизированном 100-%-ном неразрушающем контроле качества поверхности калиброванной стали. [8]
Следует также упомянуть высокие технико-экономические показатели, получаемые предприятиями при внедрении вакуумшлакового рафинирования металла. В стали, обработанной на промышленной УВСШ (установка рафинирования в столбе шлака), содержание кислорода ниже, чем в металле, обработанном синтетическим шлаком, в 2 раза (до 0,002% и менее), серы – в 2 раза (до 0,003% и менее), водорода в 1-1,5 раза (до 2,5-3,0см3/100г). Количество неметаллических включений после обработки шлаком рационального состава на УВСШ снижается в 3-5 раз по сравнению с металлом, обработанным по другим технологиям.
Эффективность использования способа вакуумирования стали с обработкой в столбе шлака определяется соотношением дополнительных затрат в металлургии, связанных с внедрением способа. И экономического эффекта от замены у потребителей металла обычной выплавки металлом, выплавленным с вакуумшлаковой обработкой.
Непосредственно на металлургическом заводе экономический эффект может быть получен за счёт увеличения производительности печей, доплат за качество металла, а также за счёт сокращения или устранения противофлокенной обработки проката. Народно-хозяйственный эффект же выразится главным образом в увеличении долговечности подшипников.
Сравнивая данные о стоимости внепечной обработки стали при использовании различных способов рафинирования (рисунок 2), можно сделать вывод о том. Что при достижении проектной производительности УВСШ удорожание металла не будет значительно превышать стоимость обработки на установках RH и DH и будет значительно ниже, чем при использовании способа ASEA-SKF (слив металла в ковш, вакуумная дегазация, электромагнитное перемешивание, дополнительный подогрев металла дугой и слив). В то же время способ ВСШ, как ни один из известных способов внепечной обработки, позволяет за короткое время комплексно решать проблему рафинирования стали, осуществляя её десульфурацию, раскисление, дегазацию и очищение от неметаллических включений. При соответствующем конструктивном оформлении установка ВСШ не сложнее в работе, чем установки типа RH и DH, а тепловые потери металла могут быть такими же, как на установках указанного типа.
Использование способа ВСШ для обработки конструкционных сталей других марок также может быть весьма эффективно, так как именно на этих сталях важно провести весь комплекс рафинирования металла от серы, газов и неметаллических включений, позволяющий значительно повысить механические и служебные свойства сталей, уменьшить металлоёмкость деталей машин и конструкций. Реализация процесса обработки стали в вакууме в столбе шлака позволит достигнуть качественно нового уровня свойств металла.

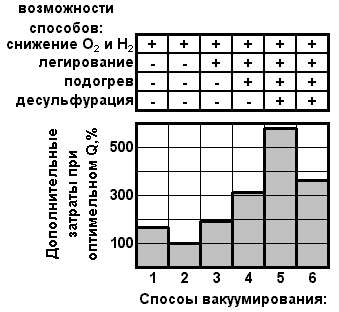
Рисунок 2 – Изменение затрат на вакуумную обработку в зависимости от количества обрабатываемого металла и применяемых способов обработки: 1-6 – способы вакуумирования: 1 – при обычной разливке, 2 – в ковше, 3- RH и DH, 4 – Финкл, 5 – ASEA-SKF, 6 – ВСШ
Следует отметить, что возможности способа вакуумшлакового рафинирования не ограничиваются только стандартным вариантом обработки. Большие преимущества могут быть получены также при совмещении данного способа рафинирования с горизонтальными и радиальными МНЛЗ, с модифицированием металла редкоземельными и щелочноземельными металлами, при работе установки ВСШ в комплексе со сталеплавильными агрегатами (конвертор, САНД), обладающими повышенной производительностью. Снабжение установки приспособлением для подогрева металла в процессе или после обработки позволит вывести вакуумшлаковое рафинирование по эффективности на один уровень с дорогостоящим способом ASEA-SKF при значительно меньших затратах. [10]
Многие исследования, проводимые в настоящее время, направлены уже даже не на совершенствование существующих технологий, а на разработку совершенно новых. Так в Японии находит ограниченное применение труднообрабатываемая жаропрочная быстрорежущая сталь SKH4A (18%W, 4%Cr, 1%Vn, 10%Co). [1] В США в последние годы создан новый жаропрочный материал для подшипников из нитрида кремния, долговечность которого на 300-800% выше долговечности обычных подшипниковых материалов, работающих в условиях высоких температур и в коррозионных средах. Исследования, выполненные в Америке, показали, что нитрид кремния, спрессованный в горячем состоянии, обеспечивает долговечность 5,7 вместо 1,8 млн. циклов в случае быстрорежущей инструментальной стали вакуумного переплава. Подшипник из нитрида кремния успешно работал при 9000С и скорости вращения вала 30 000 об/мин. [7]
В конечном итоге, в настоящее время очень важным для подшипниковой промышленности является максимальное объединение усилий учёных и технологов различных отраслей: химиков, физиков, металлургов, конструкторов, и в первую очередь экономистов, как нашего государства, так и других стран для обеспечения неуклонного роста производства и дальнейшего развития технологии производства недорогих, и самое главное высококачественных и долговечных подшипников, как металлических, так и на основе композиционных материалов, и, в будущем, создания практически вечных подшипников, срок службы которых будет измеряться не десятками лет, а столетиями.
0 комментариев