Литературный обзор существующих
Производственные операции, осуществляемые на аглофабрике
Характеристика и конструкция агломашины
Задачи управления процессом спекания
Описание, выбранной системы АСУ
ФУНКЦИОНАЛЬНАЯ СХЕМА АВТОМАТИЗАЦИИ
Разработка контура регулирования температуры
Проектирование принципиальной электрической схемы контура регулирования соотношением «топливо-воздух»
Навигация
Характеристика и конструкция агломашины
Автоматизация процесса спекания аглошихты
99103
знака
13
таблиц
0
изображений
2.2 Характеристика и конструкция агломашины
Самым распространенным способом агломерации является спекание на ленточных агломерационных машинах непрерывного действия, при котором через слой спекаемых материалов просасывается воздух.
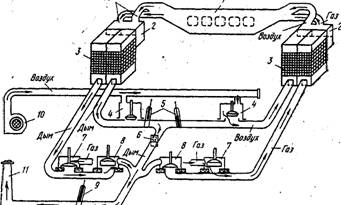
Схема ленточной агломерационной машины показана на рисунке 2.2.
Рисунок 2.2 – Ленточная агломерационная машина непрерывного действия:
1, 2 – бункеры, 3 – барабанный смеситель, 4 – промежуточный бункер, 5 – ведущий барабан, приводиться в движение двигателем постоянного тока, 6 – зажигательный горн, 7- вакуум-камеры, 8 – ведомый барабан машины, 9 – эксгаустер.
Характеристика агломерационной машины аглофабрики «ММК им. Ильича», подробная конструкция которой представлена в графической части дипломного проекта на листе 1:
Тип – АКМ-1,2,3-85/160
Количество – 12 шт
Площадь просасывания общая – 160 м2
Длина площади просасывания – 65 м2
Ширина рабочей поверхности – 2,7 м
Производительность – 170 т/час, годного 125 т/час
Скорость движения палет – 1,5-6,0 м/мин
Максимальная толщина спекаемого слоя – 350 мм
Тип электродвигателя – ДП-52
Мощность – 32 квт
Обороты – 730 об/мин
Тахогенератор – ЭТ-7/110
Обороты тахогенератора – 1950 об/мин
Колосники – по ТУ 14-12-44-84
Техническая характеристика эксгаустера:
Тип - 9000-11-2
Производительность – 2000 м3/мин
Начальное давление при входе во всасывающий патрубок – 0,9 атм.
Начальная температура газа – 70ºС
Создаваемый напор (повышение давления) – 1600 мм.вод.ст.
Техническая характеристика дымососа:
Тип - Д-21, 5х2
Производительность отнесенная к 0ºС и 760 мм.рт.ст. – 4500 м3/мин
Начальная температура газа – 200ºС
Создаваемый напор (повышение давления) – 470 мм.вод.ст.
Техническая характеристика газового горна:
Площадь горна – 6,8 м2
Объем топочного пространства – 5,2 м2
Тип горелок – ГПН
Количество горелок – 4 шт
Расход газа на горн – 500-700 м3/час
Расход воздуха – 5000-8400 м3/час
Тепловая мощность горна – 3,6-4,2·106
2.3 Процесс спекания агломерата на агломашинеПод процессом спекания понимают совокупность превращений при которых сжигаемое просасываемое воздухом твердое топливо в слое шихты обеспечивает развитие высоких температур в зоне горения и оплавление материалов. В результате получается спек, обладающий необходимыми физико-химическими свойствами. Основными параметрами, характеризующими процесс спекания являются температура поверхности зажженной шихты, высота слоя, скорость спекания, температура в зоне горения, время пребывания шихты на ленте (скорость ленты) и степень законченности спекания.
Начальной стадией спекания является зажигание шихты, при котором необходимо воспламенить частицы содержащегося в ней топлива и внести в слой количество тепла, обеспечивающее дальнейшее развитие горения. Наряду с обеспечением необходимых температуры и количества тепла следует иметь в зажигательном горне соответствующий состав продуктов сгорания с тем, чтобы в них содержалось достаточное количество кислорода, идущего на сжигание топлива в слое.
Чтобы в горн не подсасывался со стороны холодный воздух или не выбивалось из него пламя, особенно со стороны бортов тележек, необходимо поддерживать определенное давление, а для обеспечения перемещения зоны горения и просасывания газов через слой создавать в вакуум-камерах под горном соответствующее разрежение.
При зажигании шихты основными факторами являются температура поверхности и количество тепла, аккумулируемое в верхнем слое шихты.
Определенное влияние на процесс зажигания оказывает величина разрежения под зажигаемым слоем. При слишком малом разрежении продукты горения просасываются медленно, что приводит к замедлению процесса зажигания, особенно скорости теплопередачи в нижние горизонты слоя, а также снижению скорости перемещения фронта горения твердого топлива. При повышенном разрежении теплопередача осуществляется слишком быстро, фронт горения отстает, концентрация тепла в зажигаемом слое снижается, в результате чего спек получается непрочным.
Спекание шихты ведется на колосниковой решетке паллет агломерационной машины методом просасывания воздуха. Просасываемый через слой шихты воздух образует зону горения высотой 15-35 мм с температурой 1400-1600°С, передвигающуюся вниз с вертикальной скоростью спекания мм/с. Спекаемая шихта перемещается от головной к хвостовой части машины со скоростью движения аглоленты мм/с. В таких условиях зона горения приобретает форму наклонного плоского слоя (рисунок 2.3). В зоне длиной происходит зажигание сырой шихты 1; в зоне горения 2
Рисунок 2.3 – Схема спекания шихты на агломашине
осуществляется спекание шихты на участке длиной ; готовый агломерат 4 образуется за зоной спекания. На участке длиной агломерат охлаждается просасываемым воздухом. Сырая шихта и агломерат размещается на постели 3.
Основные параметры агломерационного процесса при установившемся режиме связаны соотношением:
, (2.1)
где h – высота слоя шихты; - время спекания
Скорость движения поддерживается такой, чтобы процесс спекания заканчивался на заданной длине спекания . В зоне горения спекаемый материал сплавляется, образуя пористый агломерат.
Температура регулируется в ходе всего процесса спекания, т.к. от этого зависит качество спекаемой шихты. При нормальном ходе процесса спекания агломерат равномерно спечен и при выдаче с ленты раскален не более чем на 1/3 высоты «пирога». На незаконченность процесса спекания указывает низкая температура отходящих газов в последних вакуум-камерах и наличие не спекшейся шихты в изломе «пирога» у колосников паллет. Повышение температуры отходящих газов в коллекторе происходит вследствие замедления скорости движения паллет или кратковременной остановки агломерационной машины; повышения газопроницаемости шихты. Понижение температуры отходящих газов в коллекторе имеет место при: уменьшении содержания топлива в шихте по сравнению с оптимальным; переоплавление поверхности слоя шихты из-за высокой температуры зажигания; наличие большого количества вредных прососов воздуха; завышение скорости движения паллет.
3 процесс спекания – как объект автоматического управленияОсновными показателями хода технологического процесса агломерации (выходными величинами) является производительность агломашины и качество агломерата. Производительность агломашины измеряют в тонах годного агломерата, полученного за час работы. Качество оценивают по химическому составу агломерата, прочности и восстанавливаемости его. Косвенным обобщенным показателем качества агломерата может служить отношение FeO/Fe2O3 в готовом продукте, однозначно связанное с технологическими свойствами агломерата.
Результаты агломерационного процесса во многом зависят от управления процессом спекания. Сложность процесса спекания как объекта автоматического управления определяется его зависимостью от большого числа технологических факторов, таких как свойство шихты, количество топлива, условия зажигания и т.д.
Управление процессом спекания заключается в стабилизации его законченности в определенной точке по длине аглоленты и в подборе входных параметров с целью обеспечения максимальной производительности и высокого качества агломерата. Для оценки и контроля хода процесса спекания используются такие показатели, как температура и состав отходящих газов, освещенность в вакуум-камерах, магнитная проницаемость слоя и др.
Законченность процесса спекания может нарушаться в результате изменений состава шихты, её влажности, степени уплотнения, высоты слоя шихты и скорости движения аглоленты. Все указанные возмущения в конечном итоге проявляются через изменение скорости спекания шихты, которая, таким образом, является возмущающим воздействием для системы управления законченностью спекания.
В качестве показателей законченности спекания шихты обычно используется температурные показатели процесса: температура в одной из последних вакуум-камер, разность или сумма температур в разных вакуум-камерах, температура в общем газовом коллекторе. Применение микропроцессорной техники позволяет использовать некоторые комплексные показатели.
В общем случае процесс спекания может быть представлен как многомерный объект с вектором состояния (выходные или управляемые величины) и вектором управления (управляющие воздействия). На выходные параметры могут воздействовать и возмущающие воздействия.
Агломерационная машина является многопараметровым объектом, в котором две основные выходные величины – производительность агрегата и качество конечного продукта, при этом эти параметры существенно зависят от ряда входных воздействий: горизонтальной скорости движения агломерационной ленты, высоты спекаемого слоя, производительности эксгаустера, условий зажигания и физико-химических свойств шихты. Три последних входных величины можно заменить одним комплексным параметром – вертикальной скоростью спекания, а в качестве единого выходного параметра целесообразно принять активную длину агломерационной машины, в пределах которой завершается процесс спекания.
Процесс производства агломерата протекает в условиях возмущающих воздействий: изменения химико-минералогического и зернового состава компонентов спекаемой шихты, условий дозирования, транспортирования, смешения и увлажнения шихты, а также укладки шихты на агломерационную машину. Для устранения влияния возмущений на ход технологического процесса используют следующие основные управляющие воздействия: соотношение (дозирование) компонентов спекаемой шихты, содержание углерода (коксика) в шихте, влажность шихты, скорость движения аглоленты, разрежение в вакуум камерах и др.
Особенности процесса спекания и агломашины как объекта автоматического управления можно сформулировать следующим образом:
- агломашина представляет собой систему, характеризуемую многими входными и выходными параметрами;
- процесс непрерывный;
- работа агломашины подвержена резким возмущениям, связанным с произвольным изменением расхода шихты, запаздыванием системы и т.д.
Zi
|
Xi Yi
JE
Рисунок 3.1 – Агломашина как объект автоматического управления
Xi – входные параметры (управляющие переменные), контролируются непрерывно и периодически;
Zi – входные параметры (возмущающие воздействия), характеризующие химические и физические свойства компонентов шихты, а также конструктивные свойства оборудования, переменные указанной группы являются неконтролируемыми и периодически контролируемыми величинами;
Yi – выходные параметры – зависимые переменные (выходные показатели), характеризующие качество и количество конечного продукта процесса (прочность, основность, восстановимость агломерата, производительность агломашины).
Агломерационный процесс в целом характеризуется наличием обратных связей. Так, при неравномерной укладке шихты на аглоленту при изменении газопроницаемости отдельного участка шихты воздушные потоки по всей длине аглоленты перераспределяются, что создает эффект внутренних обратных связей. Значительное влияние на ход процесса оказывает добавка в шихту возврата. Наличие обратных связей значительно усложняет и затрудняет исследование процесса и его оптимизацию.
Входные параметры: влажность шихты; газопроницаемость шихты; содержание углерода в шихте; высота слоя шихты; скорость движения аглоленты; производительность эксгаустера; условия зажигания – температура горна (температура среды в горне), температура зажигания (температура над поверхностью спекаемой шихты), обобщенная температура, измеряемая при помощи термопары, установленной в середине горна, температура поверхности аглошихты; расход топлива; расход воздуха; расход компрессорного воздуха; расход воды на газоочистку, на скрубберы; длина аглоленты.
Выходные параметры: скорость спекания; состав и температура отходящих газов; разряжения в вакуум-камерах; температуры в вакуум-камерах; время пребывания шихты на аглоленте.
Возмущающие воздействия: изменение состава шихты; изменение влажности шихты; изменение степени уплотнения шихты; изменение высоты слоя шихты; изменение скорости движения аглоленты; подсосы холодного воздуха; изменение разряжения над зажигаемым слоем; изменение соотношения топливо-воздух.
Наиболее распространенным управляющим воздействием в системе автоматического управления процессом спекания является изменение скорости аглоленты. Для обеспечения окончания процесса спекания в одном и том же месте по длине аглоленты скорость аглоленты должна постоянно соответствовать скорости спекания шихты :
, (3.1)
где l – расстояние от места зажигания до точки измерения;
hc – заданная величина спеченного слоя в точке измерения.
Обычно добиваются окончания процесса спекания в конце аглоленты, т.е. при (где lл – рабочая длина ленты; Н – высота слоя шихты). При этом скорость аглоленты должны составлять:
(3.2)
Для реализации указанного соотношения необходимо контролировать скорость спекания шихты. Одним из показателей скорости спекания может служить расход воздуха, просасываемого через спекаемый слой.
Качество зажигания шихты существенным образом влияет на ход процесса спекания. При недостаточно интенсивном зажигании верхняя часть слоя может оказаться неспекшейся. Чрезмерно же высокая температура в горне и, следовательно, интенсивность зажигания приводит к оплавлению верхнего слоя агломерата, ухудшению газопроницаемости и снижению скорости спекания. Для каждых конкретных условий существует определенное значение интенсивности зажигания, при котором достигается высокая производительность агломашины и удовлетворительное качество агломерата. Количество тепла, вносимого в слой шихты при зажигании, зависит от температуры продуктов сгорания, продолжительности зажигания, расхода топлива на зажигание и др. Весьма важным является выделение тепла за счет горения твердого топлива, содержащегося в самой шихте. Определенные затруднения при автоматизации зажигания шихты связаны с отсутствием точных методов и средств контроля его эффективности. Кроме того, процесс зажигания подвержен влиянию целого ряда возмущающих воздействий (изменения теплоты сгорания топлива зажигания, состава и свойств шихты, скорости аглоленты и др.); значительное влияние оказывает величина разрежения под зажигаемым слоем.
Таким образом, результаты процесса зажигания определяются рядом факторов, которые в значительной степени взаимозависимы. В связи с этим в качестве основного показателя процесса зажигания часто применяют расход тепла зажигания , приходящегося на единицу поверхности слоя шихты. Расход топлива в горне определяется в данном случае выражением:
, (3.3)
где - расход топлива на зажигание; - ширина слоя шихты;
- скорость аглоленты; - удельная теплота сгорания топлива;
- тепловой к.п.д. зажигательного горна.
Тепловой режим процесса можно контролировать, измеряя интенсивность свечения зажженной шихты после горна. Интенсивность излучения зависит от содержания топлива в шихте. На интенсивность свечения поверхности пирога заметно влияет влажность шихты, разрежение в вакуум-камерах, продолжительность пребывания шихты под зажигательным горном, температура горна, крупность топлива и др. Таким образом, датчик светимости шихты может давать достоверные показания только при условии стабилизации некоторых параметров (влажности шихты, температуры горна) или введения коррекции (по скорости движения ленты, по разрежению).
По ходу процесса изменяется состав продуктов сгорания. Важнейшим фактором, определяющим состав отходящих газов, является содержание топлива в слое. Так как отношение СО:СО2 в газе зависит от температуры сгорания углерода, то эту зависимость можно использовать для оценки температуры в зоне спекания по составу газа.
Один из основных показателей, характеризующих тепловой режим спекания, - механические свойства агломерата. Эти свойства обычно определяются путем различных испытаний, таких как разрушение агломерата во вращающемся барабане, сбрасыванием и др. При разгрузке агломерата с агломашины на колосниковый грохот также происходит своего рода испытание на прочность агломерата в естественных условиях. Количество выделяемого на грохоте возврата характеризует прочность получаемого агломерата. Таким образом, непрерывный контроль выхода возврата позволяет получать информацию об одном из важнейших свойств агломерата – его прочности.
Обеспечение высоких показателей агломерационного процесса может быть достигнуто путем его оптимизации, что предполагает выполнение качественного металлургического расчета аглошихты, обеспечение необходимого усреднения материалов, поступающих в шихтовое отделение, повышение точности дозирования компонентов. Весьма перспективными в этой связи являются разработки и применение средств контроля химического состава компонентов. К оптимизации процесса относится выбор наиболее рациональных режимов зажигания и спекания шихты. В ходе процесса спекания оптимизирующие воздействия обычно направлены на изменение содержания углерода в шихте, влажности шихты и высоты спекаемого слоя. Непременным условием обеспечения автоматической оптимизации процесса является наличие на отдельных его участках автоматических систем стабилизации основных параметров.
Похожие работы
... коксовая мелочь и антрацитовый штыб. Коксовая мелочь поставляется крупностью фракций, согласно требованиям, 0-25мм. Аглодобавки. Отходы металлургического производства, поступающие на аглофабрику, должны подготавливаться по месту их образования и соответствовать требованиям, предъявляемым к агломерационной шихте. Окалина и сварочный шлак должны сортироваться и дробится до крупности не более 10мм ...
... 5 1513 950 6 1719 1073.7 Основным топливом доменного процесса является кокс. Используется кокс мариупольского коксохимического завода. В качестве заменителей кокса наиболее широко используется природный и коксовый газы, а также жидкое и пылевидное топливо. Комбинат “Азовсталь” работает на криворожском и камышбурунском железорудном сырье. Среднее содержание железа в криворожской ...
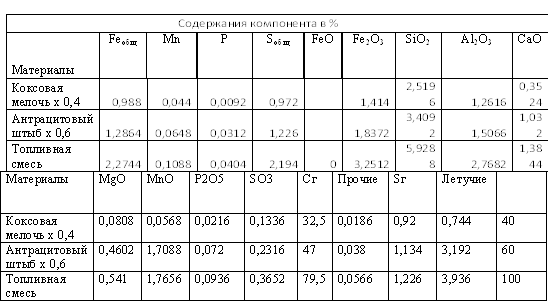
... Степень десульфурации шихты – 90%. 1.8 Потери при прокаливании (ППП) в агломерате – 0, 57%. 2 Основные технологические решения Согласно исходных данных для проектирования технологи производства агломерата применяют такие исходные компоненты шихты: железородный концентрат, аглоруда, колошниковая пыль, флюсующие добавки –известняк и доломитизированый известняк, топливные добавки – коксовая ...
... и использования отходов производства, используется устаревшая система охлаждения печей. Руководством Макеевского металлургического завода принято решение дальнейшей эксплуатации мартеновского цеха с применением некоторых усовершенствований, перевод производства стали на другую, более современную технологию не предполагается. 2.8 Выводы Одной из острейших проблем на современном этапе ...
0 комментариев