Литературный обзор существующих
Производственные операции, осуществляемые на аглофабрике
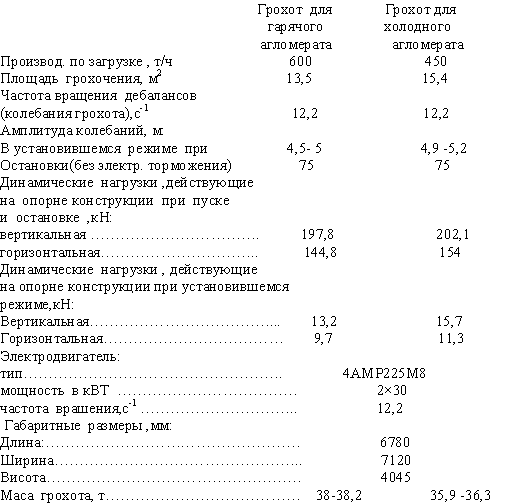
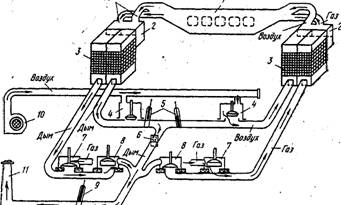
Характеристика и конструкция агломашины
Задачи управления процессом спекания
Описание, выбранной системы АСУ
ФУНКЦИОНАЛЬНАЯ СХЕМА АВТОМАТИЗАЦИИ
Разработка контура регулирования температуры
Проектирование принципиальной электрической схемы контура регулирования соотношением «топливо-воздух»
Навигация
ФУНКЦИОНАЛЬНАЯ СХЕМА АВТОМАТИЗАЦИИ
Автоматизация процесса спекания аглошихты
99103
знака
13
таблиц
0
изображений
5 ФУНКЦИОНАЛЬНАЯ СХЕМА АВТОМАТИЗАЦИИ
Функциональная схема автоматизации – основная схема проекта и показывает функционально-блочную структуру управления, а также степень оснащения объекта управления устройствами контроля и управления.
На функциональной схеме в дипломном проекте изображена система автоматизации процесса спекания агломерата на агломерационной фабрике ОАО «ММК им. Ильича» (лист 3).
В соответствии с поставленными задачами разработаны контуры:
- автоматического контроля температуры в зажигательном горне;
- автоматического регулирования температуры в зажигательном горне;
- автоматического контроля температуры в коллекторе спекания;
- автоматического контроля температуры в коллекторе охлаждения;
- автоматического контроля температуры природного газа на аглокорпус;
- автоматического контроля температуры в вакуумкамерах №16-21, 31;
- автоматического контроля и регулирования законченности процесса спекания;
- автоматического контроля температуры отходящих газов перед эксгаустером;
- автоматического контроля температуры отходящих газов перед скрубберами;
- автоматического контроля разрежения перед эксгаустером;
- автоматического контроля разрежения в коллекторе спекания;
- автоматического контроля разрежения в коллекторе охлаждения;
- автоматического контроля разрежения в вакуумкамерах №1-17;
- автоматического контроля давления природного газа в горн;
- автоматического контроля давления воздуха в горн;
- автоматического контроля расхода природного газа в горн;
- автоматического контроля расхода природного газа на аглокорпус;
- автоматического контроля расхода воздуха в горн;
- автоматического регулирования соотношения «топливо-воздух»;
- автоматического контроля уровня шихты в промбункере;
- автоматического контроля скорости аглоленты;
- аварийной сигнализации агломашины.
Рассмотрим более подробно разработанные контуры.
Контур автоматического контроля температуры в зажигательном горне: измерение температуры осуществляется первичным пирометрическим преобразователем ППТ121-01 (поз.1-1), с которого сигнал поступает на вторичный измерительный преобразователь ПВ-0 (поз.1-2), который выдает стандартный сигнал 0-5 мА на вторичный регистрирующий прибор Диск-250-1121 (поз.1-3) и на микроконтроллер Symatic S7-300. С микроконтроллера сигнал поступает в ЭВМ.
Контур автоматического контроля температуры в коллекторе спекания: сигнал с термоэлектрического преобразователя ТХК-1087 (поз.4-1) поступает на вторичный регистрирующий прибор Диск-250-1121 (поз.4-2), на микроконтроллер и на ЭВМ.
Расположение приборов в контурах автоматического контроля температуры в коллекторе охлаждения, температуры природного газа на аглокорпус, температуры в вакуумкамерах №16-21, 31, температуры отходящих газов перед эксгаустером и перед скрубберами аналогично контуру контроля температуры в коллекторе спекания.
Контур автоматического контроля разрежения перед эксгаустером, в коллекторе спекания и коллекторе охлаждения, вакуумкамерах №1-17 осуществляется с помощью измерительного преобразователя разряжения «САПФИР-22М-ДВ», сигнал с которых поступает на вторичный регистрирующий прибор Диск-250-1121, на микроконтроллер и на ЭВМ.
Контур автоматического контроля давления природного газа и воздуха в горн: состоит из датчика-реле напора ДН-40 (поз.22-1, 23-1), преобразователь МЕТРАН-45 (поз.22-2, 23-2) и вторичного регистрирующего прибора Диск-250 (поз.22-3, 23-3). Кроме того сигнал поступает на микроконтроллер и на ЭВМ. Здесь работает аварийная сигнализация: при ослаблении давления газа срабатывает звуковая или световая сигнализация, а затем останавливается работа машины.
Контур автоматического контроля расхода воздуха, природного газа в горн и на аглокорпус абсолютно одинаковы по составу приборов: диафрагма (поз. 24-1, 25-1, 26-1), преобразователь измерительный разности давлений «САП-ФИР-22М-ДД-2410» (поз. 24-2, 25-2, 26-2), блок извлечения корня БИК-1,1 (поз.24-3, 25-3, 26-3), вторичный регистрирующий прибор Диск-250-1121 (поз.24-4, 25-4, 26-4), выходной сигнал с которого поступает на микроконтроллер Symatic S7-300 и на ЭВМ.
Контур автоматического контроля скорости агломашины: состоит из тахогенератора постоянного тока ТГМ-30 (поз.28-1), сигнал с которого поступает на микроконтроллер и на ЭВМ.
Контур автоматического контроля уровня шихты в промбункере: состоит из датчика уровня (поз. 27-1), сигнал с которого поступает на измерительный преобразователь ЭП-8007 (поз.27-2), а затем на вторичный регистрирующий прибор Диск-250-1121 (поз. 27-3), выходной сигнал поступает на микроконтролер Symatic S7-300 и на ЭВМ.
Аварийная сигнализация агломашины осуществляется следующим образом: при падении разрежения в коллекторе спекания или давления природного газа, воздуха при подаче в горн ниже допустимого, происходит звуковая сигнализация при переключении кнопочно переключателя КЕ-011 на звонок МЗ-1, либо световая сигнализация, при переключении на световое табло ТСМ.
Далее приводятся основные параметры выбранных модулей микроконтроллера Simatic S7-300.
Блок питания PS 307 1В сконструирован для подключения к линейному напряжению 120/230 В переменного тока и снабжает вторичную сторону напряжением 5 В постоянного тока 4 А и 24 В постоянного тока 0,5 А.
Входное напряжение:
- номинальное значение ~120/230 В;
- допустимые диапазоны от 85 до 132 В от 170 до 264 В.
частота питающей сети:- номинальное значение 50/60 Гц;
- допустимый диапазон от 47 до 63 Гц.
- при 120 В перем. тока 0,55 А;
- при 230 В перем. тока 0,31 А.
Выходные напряжения:
- номинальное значение 5,1 В / 24 В;
- допустимые диапазоны 5 В: +2% / -0,5%; 24 В: ±5%;
Выходные токи 5 В: 4 А; 24 В: 0,5 А.
Блок питания PS 307 1Е сконструирован для подключения к линейному напряжению 120/230 В переменного тока и снабжает вторичную сторону напряжением 5 В постоянного тока 10 А и 24 В постоянного тока 1 А.
Входное напряжение:
- номинальное значение ~120/230 В;
- допустимые диапазоны от 85 до 132 В от 170 до 264 В.
частота питающей сети:- номинальное значение 50/60 Гц;
- допустимый диапазон от 47 до 63 Гц.
Номинальный входной ток:
- при 120 В 1,14 А;
- при 230 В 0,57 А.
Выходные напряжения:
- номинальное значение 5,1 В / 24 В;
- допустимые диапазоны 5 В: +2% / -0,5%; 24 В: ±5%;
Выходные токи 5 В: 10 А; 24 В: 1,0 А.
Таблица 5.2 – Технические характеристики CPU 315-2DP
| Процессор | Pentium 120 МГц |
| Возможность расширения памяти | 16 Мбайт |
| Напряжение питания | 3,3 В |
| Кэш второго уровня | 250 Кбайт |
| Номинальное напряжение | 5 В пост. тока (от 4,75 до 5,25 В пост.тока) |
| Типовое потребление тока | 3,0 А |
| Максимально допустимое потребление тока | 3,5А |
| Максимально допустимые потери мощности | 17,5 Вт |
| Максимально допустимые потери мощности с интерфейсными субмодулями | 20,5 Вт |
| Рабочая память | 0,8 Мбайт или 1,6 Мбайт (встроенная) |
| Загрузочная память | 16 Кбайт (встроенная) |
| Размер отображения процесса, входы и выходы | 512 байт |
| Область адресов входов/выходов | 16 Кбайт |
| Цифровые входы/выходы Аналоговые входы/выходы | 131072 8192 |
Таблица 5.3 – Технические характеристики интерфейсных модулей IM 153-1
| Потребление тока из шины S7-300 5 В пост.тока IM 153-1 | Тип. 100 мА Макс. 120 мА |
| Потери энергии IM 153-1 | Тип. 500 мВт Макс. 600 мВт |
| Источник питания для устройства расширения | 5 В / 5 А на цепь |
Повторитель RS 485 усиливает сигналы данных на линиях шины и связывает шинные сегменты между собой.
Таблица 5.4 – Технические данные повторителя R 485
| Источник питания: - номинальное напряжение - пульсация | 24 В пост.тока от 18 пост.тока до 30 пост.тока |
| Потребление тока при номинальном напряжении: - без нагрузки в разъеме PG/OP - нагрузка в разъеме PG/OP (5В/90мА) - нагрузка в разъеме PG/OP (24В/100мА) | 100 мА 130 мА 200 мА |
| Скорость передачи | от 9,6 кбит/с до 12 Мбит/с |
Таблица 5.5 – Технические данные памяти
| Наименование | Потребление тока при 5 В | Токи при буферизации |
| МС 952 / 64 Кбайт / RAM | тип. 20 мА макс. 50 мА | тип. 0,5 мкА макс. 20 мкА |
| MC 952 / 64 Кбайт / 5 В флэш | тип. 15 мА макс. 35 мА | - |
Таблица 5.6 – Модуль ввода дискретных сигналов SM 321 (16 входов)
| Количество входов, которые могут управляться одновременно | 16 |
| Потребление тока и шины S7-400 (5 В пост.тока) | макс. 150 мА тип. 100 мА |
| Данные для выбора датчика | |
| Входное напряжение Номинальное значение | от 24 до 60 VUC |
| Для сигнала «1» | от 15 до 72 VDC от –15 до –72 VDC от 15 до 60 VAC |
| Для сигнала «0» | от –6 до +6 VDC от 0 до 5 VAC |
| Диапазон частот для сигналов переменного тока | от 47 до 63 Гц |
| Входной ток при сигнале «1» | от 4 до 10 мА |
Таблица 5.7 – Модуль ввода аналоговых сигналов SM 331 (8 входов)
| Диапазон измерения напряжения | ± 80 мВ,± 250 мВ,± 500 мВ, ± 1 В, ± 2,5 В, ± 5 В, ± 10 В, от 1 до 5 В |
| Диапазон измерения тока для 4-х проводных преобразователей | от 0 до 20 мА, от 4 до 20 мА, ± 20 мА |
| Диапазон измерения тока для 2-х проводных преобразователей | от 4 до 20 мА |
Модуль аналогового вывода SM 332:
- 4 выходов;
- разрешающая способность 13 бит;
- выходные диапазоны для напряжения;
- выходные диапазоны для тока;
- напряжение питания: 24 В пост.тока.
Таблица 5.8 – Модуль аналогового вывода SM 332
| Выходной диапазон (номинальные значения) | ± 10 В от 0 до 10 В от 1 до 5 В ± 20 мА от 0 до 20 мА от 4 до 20 мА |
Модуль с релейным выходом SM 332:
- 8 выходов;
- номинальное выходное напряжение: до 230 В перем.тока / 125 В пост. тока
Таблица 5.9 – Модуль аналогового вывода SM 332
| Номинальное напряжение на L+ Допустимый диапазон | от 5 до 264 В перем. тока от 5 до 125 В пост.тока |
| Суммарный ток выходов (на группу) до 40˚С до 60 ˚С | Без вент. / с вентил. 10 А / 10 А 5 А / 10 А |
| Допустимая разность потенциалов между группами на стороне процесса/стороне управления | 500 В перем.тока 1500 перем.тока |
| Тип контакта | Вид А |
| Сопротивление контакта | Макс. 100 Ом |
| Минимальный ток нагрузки | 10 мА |
| Потери мощности модуля | тип. 4,5 Вт, макс. 25 Вт |
В качестве ЭВМ выбран Pentium III-650, 17’’ SVGA, 128 Mb, который прошел промышленное испытание. Для вывода на печать данных выбран широкоформатный принтер Epson FX-1880.
6 СПЕЦИАльная часть диплома
В специальной части диплома разрабатываются основные контуры по регулированию процессом спекания аглошихты на агломашине. Проектируется контур управления процессом зажигания в горне, так как от температуры в зоне горения зависит качество спекания шихты. При рассмотрении технологии производства было выяснено, что скорость движения ленты на машине оказывает существенное влияние на законченность процесса спекания. Поэтому, разработан контур по регулированию скорости агломашины или законченностью спекания. На горение оказывает влияние также и расход природного газа и воздуха. Учитывая это, разработан контур по регулированию соотношения «топливо-воздух», который также является немаловажным по своей значимости в процессе спекания.
Похожие работы
... коксовая мелочь и антрацитовый штыб. Коксовая мелочь поставляется крупностью фракций, согласно требованиям, 0-25мм. Аглодобавки. Отходы металлургического производства, поступающие на аглофабрику, должны подготавливаться по месту их образования и соответствовать требованиям, предъявляемым к агломерационной шихте. Окалина и сварочный шлак должны сортироваться и дробится до крупности не более 10мм ...
... 5 1513 950 6 1719 1073.7 Основным топливом доменного процесса является кокс. Используется кокс мариупольского коксохимического завода. В качестве заменителей кокса наиболее широко используется природный и коксовый газы, а также жидкое и пылевидное топливо. Комбинат “Азовсталь” работает на криворожском и камышбурунском железорудном сырье. Среднее содержание железа в криворожской ...
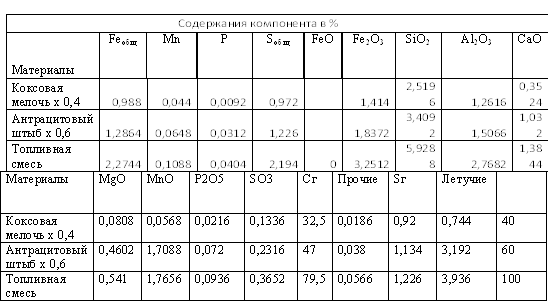
... Степень десульфурации шихты – 90%. 1.8 Потери при прокаливании (ППП) в агломерате – 0, 57%. 2 Основные технологические решения Согласно исходных данных для проектирования технологи производства агломерата применяют такие исходные компоненты шихты: железородный концентрат, аглоруда, колошниковая пыль, флюсующие добавки –известняк и доломитизированый известняк, топливные добавки – коксовая ...
... и использования отходов производства, используется устаревшая система охлаждения печей. Руководством Макеевского металлургического завода принято решение дальнейшей эксплуатации мартеновского цеха с применением некоторых усовершенствований, перевод производства стали на другую, более современную технологию не предполагается. 2.8 Выводы Одной из острейших проблем на современном этапе ...
0 комментариев