Навигация
Формирование порошковых материалов
48897
знаков
0
таблиц
0
изображений
3. Формирование порошковых материалов.
Понятие формование. Формование (придание порошковой массе определенной формы) металлического порошка представляет собой технологическую операцию, в результате которой металлический порошок образует порошковую формовку, то есть тело с заданной формой, размерами и плотностью.
Элементы механики и реологии деформируемого тела. Элементы механики и реологии деформируемого тела возможность феноменологического описания многих закономерностей прессования и спекания, но важным является и микроскопический подход к этим процессам, основанный на концепциях твердого тела.
Общие сведения о механизмах процесса массопереноса. Изменение плотности при прессовании и спекании обусловлено многими процессами, различными по своей природе: взаимным скольжением элементов структуры относительно друг друга, пластической деформацией, вязким течением, диффузионными явлениями. Большинство из этих процессов имеет термоактивационный характер, а пластическая деформация, кроме того, и пороговый. Преимущественным механизмом диффузии в твердых телах считается вакансионный, и энергия активации представляется состоящей из слагаемых, зависящих от параметров образования и движения вакансий. В процессах спекания и горячего прессования важную роль играет течение вещества – ползучесть. При нагреве вязкого тела, в том числе и порошкового, происходят и рекрестализационные процессы, связанные с переходом мкроструктуры в более стабильное состояние.
Основы процесса уплотнения порошкообразных материалов. Рассматриваемый класс материалов, как и все твердые тела, в зависимости от условий нагружения и деформации может проявлять упругие, пластические и вязкие свойства. Пластическое разрушение возникает в теле при достижении в нем предельного состояния. Пластическая деформация тел, сопровождающаяся их хрупким разрушением, не может быть рассмотрена как процесс, лежащий в основе механизма уплотнения порошкового материала. Таким образом, можно заключить, что кинетика процесса уплотнения полностью определяется условиями пластической деформации сжимаемого пористого тела, механические свойства которого зависят от технологических свойств исходного порошкового материала и его плотности в некоторый момент времени.
Пластическое разрушение. Предельное состояние можно интерпретировать как состояние, предшествующее разрушению. Пластическое течение и хрупкое разрушение – называют состоянием пластического разрушения.
Экспериментальное исследование механических свойств пористых сжимаемых тел. Схема “сдвига” при достаточной простоте реализации позволяет контролировать суммарную величину нагрузок, приложенных к телу, и величину перемещений сдвигаемых объемов брикетов в двух взаимно перпендикулярных направлениях. Установки трехосного нагружения, несмотря на наличие некоторого распределения по объему тела, дают более точные значения напряжений. Цель эксперимента состояла в определении величин сжимающих и сдвигающих усилий, сочетание которых приводит к пластическому разрушению образца и выявлению условий перехода деформации хрупкого разрушения в развитое пластическое течение материала, когда должна наблюдаться соответствующая сдвигу деформация сжатия материала и увеличение его плотности. Без пластической деформации материала невозможно его уплотнение;
Развитие в сжимаемом теле пластических деформаций требует определенного сочетания касательных и сжимаемых напряжений на поверхностях скольжения. Увеличение плотности пористой среды не только зависит от величины сжимающих нагрузок и их изменения, но и является функцией полученной телом пластической деформации.
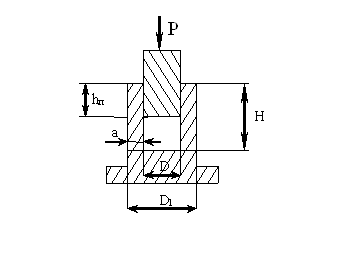
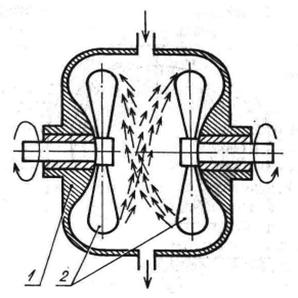
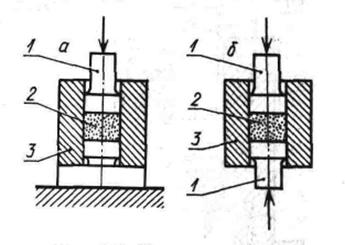
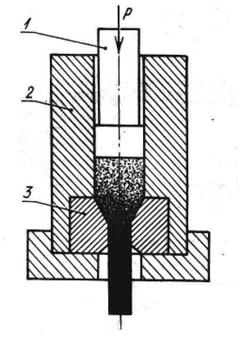
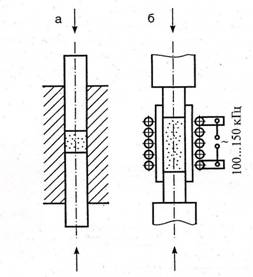
Прессование представляет собой формование металлического порошка в пресс – форме под воздействием давления. При насыпании порошка в форму поверхностные слои частиц воспринимают контактную нагрузку.
Энергия прессования расходуется на преодоление трения между частицами, внешнего трения и на деформирование частиц. Все виды прессования имеют собственный механизм уплотнения, подчиняются различным закономерностям, но для всех них одним из наиболее важных вопросов является выяснение зависимости плотности порошкового тела от давления. Сложность физических процессов , наблюдаемых в течение уплотнения порошковых материалов в закрытых пресс – формах, не позволила до сих пор построить всеобщую физико – математическую теорию прессования. Поэтому до сих пор нет аналитического выражения, которое было бы универсальным для прессования различных материалов и широкого интервала давлений. Общим недостатком почти всех уравнений прессования является то, что они не учитываются реальной граничной плотности, достижимой в данном порошке. В НГТУ использован энергетический подход к проблеме уплотнения пористого тела при динамическом и статическом горячем прессовании.
Боковое давление при прессовании. При приложении давления деформация порошковой массы может происходить за счет нормальной деформации контактов частиц и их относительного сдвига. При увеличении давления прессования происходит рост площадок взаимных контактов. Важной характеристикой прессования является коэффициент бокового давления ξ, представляющий собою отношение бокового давления к давлению прессования Ν и качественно характеризующий пластичность уплотняемого материала.
Распределение плотности в спрессованных брикетах. Внешнее трение прессуемого порошка о стенки пресс – формы определяет усилие, необходимое для выталкивания брикта после его прессования и называемое давлением выталкивания. Давление выталкивания всегда меньше потерь давления на трение порошка о стенки пресс – формы, что связано с изменением объема спрессованного брикета после снятия давления. Разрыв контактов между частицами на большом протяжении может вызвать разрушение целостности прессовок, называемое расслоем.
Структурные изменения при прессовании. Структурные изменения в брикетах при прессовании определяются двумя группами факторов: уменьшением прироста и превращениями в структуре материала частиц. Можно полагать что прессование в конечном счете осуществляется за счет снижения общего запаса энергии порошковой системы. В традиционных понятиях все свойства порошковых материалов являются функцией контактного сечения, а площадь этого сечения определяется значением нормального к нему сжимающего напряжения.
4.Спекание порошковых материалов.
Определение спекания. Спекание порошков является третьим способом получения поликристаллических тел самой различной химической природы: металлов и их соединений, оксидов, ковалентных кристаллов. Спекание есть нагрев и выдержка порошковой формовки при температуре ниже точки плавления основного компонента с целью обеспечения заданных механических и физико–химических свойств.
Свойства твердых тел и связь их с дисперсностью. При изучении механизма и кинетики процессов, происходящих в спекающемся пористом теле, необходимо иметь в виду особенности фазового равновесия, поскольку “ фаза вещества ” и “фаза пустоты ” имеют такие размеры, когда эффекты, обусловленные искривленностью границы между сосуществующими фазами, могут оказаться значительными. Основной причиной различия свойств дисперсных и макроскопических объектов является повышенная кривизна поверхностей первых, приводящая к появлению давлений на границе раздела твердых дисперсных фаз, различию давлений паров металлов над поверхностями с разной кривизной и соответствующих плотностей вакансий.
Непороговая и пороговая ползучесть. Спекание пористого тела сопровождается ползучестью вещества. При прочих равных условиях кинетика уплотнения зависит от механизма ползучести, т. е. способности материала медленно и непрерывно деформироваться под действием постоянной нагрузки. При температуре достаточно высокой для того чтобы термически активируемое диффузионное перемещение атомов осуществлялось с надлежащей скоростью, следует различать непороговые механизмы, которые могут определять деформирование при малых напряжениях σ, и пороговые, проявляющиеся при напряжениях, превосходящих некоторое предельное значение σ*. Общим признаком всех механизмов непороговой ползучести (НП) является направлены поток вакансий под влиянием разности их химического потенциала.
Величина порогового напряжения σ* определяется конкретными механизмами торможения, размножения и движения дислокаций.
Геометрия контактной области. Строгое рассмотрение задачи о геометрии контактной области даже в простейших случаях контакта между двумя сферами и сферой и плоскостью сопряжено с большими трудностями в связи с необходимостью учета перераспределения вещества. Геометрическая активность в определенном пространственном распределении вакансий в контактной зоне, зависит от начального сплющивания при прессовании, при спекании уменьшается и определяется в основном радиусом кривизны поверхности контакта.
Движущие силы спекания термодинамическая целесообразность переноса вещества в области контактного перешейка обусловлена уменьшением общей поверхности и поверхностной энергии системы. Давление пара над изогнутой поверхностью может быть определено с помощью уравнения Лапласа. Вторая сила связана с наличием зависимости между концентрацией вакансий и кривизной. Вблизи изолированной поры концентрация вакансий выше равновесной возрастает с уменьшением пор. Концентрация вакансий в решетке вблизи межзерных границ, находящихся под напряжением σ , отличается от равновесной.
Непороговые механизмы формирования контакта при припекании одноименных твердых тел. В обдасти высоких температур, когда диффузионная подвижность атомов и упругость паров велика, преобладабт термоактивируемые процессы. При спекании центры частиц могут оставаться на месте или сближаться. Сближение центров при переносе массы непороговыми механизмами наблюдается в случае, если сток атомов расположен в объеме частиц, а не на их поверхности.
Механизм вязкого течения является определяющим в случае аморфных тел. Коэффициент вязкости, определяющий скорости этого процесса, с коэффициентом объемной самодиффузии. Вследствии направленного перемещения атомов из объема частиц к контактному перешейку увеличивается площадь контакта и сближаются центры. Процесс происходит под действием поверхностного натяжения.
Спекание реальных частиц. Релаксация напряжения вдоль контактной поверхности может происходить за счет поворота частицы, при котором уменьшается межфазная энергия. Движущая сила этого процесса зависит от угла дезориентации между решетками контактирующих частиц. Поворот частицы предполагает не изменение объема вещества в контактной зоне, а его перераспределение, которое может осуществляться диффузионным и дислокационным механизмами. При дислокационном механизме взаимное расталкивание винтовых дислокаций, находящихся в граничной плоскости, приводит к уменьшению их плотности и повороту частицы. В реальных случаях типичными могут быть контакты между частицами произвольной формы: коническими иглами, вершиной двугранного угла и плоскостью, иглой и плоскостью. Истинная структура контакта определяется геометрией элементов шероховатости, связанной с локальной кривизной элементов поверхности перешейки.
Пороговые механизмы формирования контакта при припекании одноименных твердых тел. Напряжение в зоне контакта между частицами или частицей и плоскостью находятся в сложнонапряженном состоянии, которое определяется как внешней по отношению к частицам силой P прижимающих, так и силой капиллярного давления Pk , обусловленный тенденцией к уменьшению свободной поверхностной энергии частиц.
Наглядным свидетельством пластичности в зоне контакта является образование скоплений дислокаций, приобретающего в случае правильной геометрии контакта симметричные очертания – “ розетки спекания ”.
Электрические эффекты в зоне контакта. При формировании контакта в режиме импульсного пропускания тока проявляется два эффекта: энерговыделение и увеличение дислокаций “ электронным ветром ”. Дислокационный механизм формирования контакта реален для металлов, обладающих высокой температуропроводностью.
Эффекты самоидентирования и самопрессования. В процессе формирования контакта под действием Pk осуществляется упругое и пластическое деформирование. Пластичность может обнаруживать себя в пластическом деформировании. Для проявления эффекта самоидентирования в контакте должен быть достигнут уровень напряжений, обеспечивающих его смятие.
Припекание разнородных тел. Процесс сложнее, чем при припекании однородных тел, так как проходит дополнительное выравнивание концентрации. Возможна объемная, поверхностная диффузия и диффузия через газовую фазу. Зарождается и развивается диффузионная пористость. Предельные случаи: полная нерастворимость и неограниченная растворимость, когда осложнения, связанные с формированием фаз в диффузионной зоне, не рассматриваются.
Взаимно растворимые и нерастворимые тела. Полная взаимная нерастворимость реализуется в случае большой разницы в температурах и диффузионной подвижности атомов. Форма тугоплавкой частицы не изменяется.
Гомогенизация напряжений и вакансий. Оценка показывает, что гомогенное зарождение жизнеспособного зародыша поры предполагает флуктуационное объединение N вакансий. При большем их числе вероятность такого такого события исчезающая мала, поэтому зародыши могут быть только трещины и микрополости. Задача диффузионной гомогенизации в сферических образцах может решаться применительно к двум граничным условиям: при наличии источника конечной или бесконечной мощностью.
Источник бесконечной мощности. Всего сорта А, диффундируя по поверхности частиц B, будет их обволакивать, покрывая слоем, из которого происходит поток А в B. Так мощность потока убывает, наступит время, начиная с которого слой А на поверхности B станет достаточно толстым, чтобы быть фазой и, следовательно, источником бесконечной мощности.
Источник конечной мощности сосредоточен в слое толщиной h < < R с концентрацией C0 на сфере. Со временем отжига концентрация в слое убывает. После завершения гомогенизации в сфере образуется однородный раствор с концентрацией.
Припекание взаимно растворимых тел. При припекании одноименных веществ движущей силой процесса является градиент термодинамического потенциала, обусловленный градиентом концентрации вакансий, возникающий на изогнутых поверхностях. В процессе припекания частиц из однородных сплавов обогащение одним из компонентов может происходить с помощью механизма поверхностной диффузии или механизма переноса вещества через газовую фазу вследствие различных парциальных давлений упругости паров компонентов.
Роль жидкой и газовой вазы при спекании. Жидкая фаза может появляться либо при температуре плавления легкоплавкого компонента либо при более низкой температуре вследствие контактного плавления. Если объем легкоплавкого компонента мал, в контактной области между одноименными тугоплавкими частицами появляется прослойка расплава, в которой частично или полностью растворяется тугоплавкое вещество.
Роль газовой фазы в процессе припекании разнородных металлов велика, если велика упругость паров одного из металлов. Эффект переноса через газовую фазу аналогичен наблюдаемом при поверхностной диффузии.
Характеристики изолированной поры в твердом теле. Форма поры зависит от состояния, в котором она находится. Равновесное – когда пора заполнена нерастворимым в веществе матрицы газом, находящимся под давлением, равным поверхностному давлению. Распределение напряжений вокруг изолированной поры и их величина определяют и механизм, и кинетику переноса массы, сопутствующего залечиванию поры. Распределение вакансий вокруг изолированной сферической поры в кристалле обусловлено нескомпенсированностью давлений – лапласовского внешнего и газового. Оно неоднородно, что вызывает появление диффузионного потока, изменяющего объем поры.
Непороговые механизмы залечивания изолированной поры. Процесс залечивания всегда сопровождается понижением энергии системы, обусловленной либо наличием поры, либо действием внешних сил. Процесс залечивания изолированной поры в однородной изотропной среде рассматривается под влиянием лапласовского и приложенного извне давлений, заведомо недостаточных для эмиссии дислокационных петель из ее объема. Деформация происходит при малых напряжениях, и ее скорость пропорциональна первой их степени напряжений. При непороговом залечивании важны диффузионные потоки в объеме матрицы. Потоки поверхностной диффузии вдоль поверхности поры могут лишь изменить ее форму, не изменяя объема.
Если пора огранена атомно – гладкими поверхностями, залечивание осложняется. Оседание атомов на них может стать “ пороговым ”. В этом случае испарение вакансий может начаться с трехграничной вершины поры, при этом образование зародыша не предпологается, и механизм становится непороговым.
Пороговые механизмы залечивания изолированной поры. Кинетика процесса залечивания поры пороговыми механизмами может быть описана как в рамках феноменологического подхода, не предполагающего использование конкретных модельных представлений о механизме переноса массы, так и с использованием представлений о дислокационных механизмах массопереноса. При пороговых механизмах поставки вещества в залечивающуюся пору структура матрицы вокруг нее может испытывать существенные изменения, что, в свою очередь, может исказить и механизм, и кинетику ее залечивания.
Ансамбль пор в реальном кристаллическом теле. В ансабле сферических пор уменьшение свободной поверхностной энергии может быть реализовано в двух процессах: залечивание пор (внешнее спекание) и коалесценция, когда пикнометрическая плотность неизменна (внутреннее спекание). Локальные напряжения в ансабле частиц, искажающие их исходную локализацию, могут возникнуть вследствие различия в размерах и, следовательно, величин усадки соответствующих контактах. Существенные изменения в геометрии ансамбля могут быть обусловлены частичными перекрытиями полей напряжений в области близко расположенных контактов. Существующая особенность усадки на контакт состоит в том, что спекание пространственных цепей (нитей) зависит от того, оказывается эта нить закрепленной с одного или двух концов.
Активированное спекание – это спекание порошковой формовки при воздействии химических и физических факторов, вызывающих интенсификацию спекания. Активность порошков не может определяться термически нестабильными искажениями, снимающимися при низких температурах (избыточная энергия, смещения атомов из состояния равновесия, микронапряжения, локализующиеся в пределах блоков, фрагментов). В процессе механического измельчения, наряду с увеличением поверхности, можно целенаправленно изменять форму, шероховатость и пористость порошков. Количество дислокаций, которые могут адсорбировать вакансии, увеличивается не пропорционально увеличению плотности дислокаций. При деформационном упрочнении снижается прессуемость. Термическая активация и более длительный срок пребывания в области температур интенсивного спекания обуславливают более сильную усадку в начале процесса при увеличении температуры или уменьшении скорости нагрева.
Физические методы – облучение (нейтронное, ультразвуковое), кристаллографические превращения, высокие давления. Облучение может активизировать порошок, создавая избыточные точечные дефекты, а также активировать процесс, вызывая генерирование точечных дефектов и неустойчивые состояния границ. С увеличением давления коэффициент диффузии понижается.
К химическим методам активирования порошков можно отнести все способы, обеспечивающие получение дисперсных частиц, например осаждение из растворов, восстановление смесей солей, выпаренных из растворов, синтез в плазме, синтез нестехиометрических соединений, а к химическим методам активирования процесса спекания – легирование металлами и соединениями, воздействие газовых сред, сублимацию. Различают три вида спекания: с высокой скоростью усадки, переменной малой.
Сверхпластичность пористой структуры. Сверхпластичность способность материала к большим равномерным пластическим деформациям без нарушения внутренней сплошности, появляющаяся при высоких гомологических температурах под влиянием очень низких, сильно зависящих от скорости деформации напряжений.
Влияние технологических факторов на спекание. Температура спекание – основной фактор, и в зависимости от нее процесс спекания формовок из однокомпонентных порошков можно разделить на три этапа. Ультрадисперсные порошки внутреннее спекание для них может сопровождаться появлением монокристалла, размеры которого существенно превосходят размеры частицы.
Механическое легирование – образование суперсплава при длительном совместном смешивании и механическом измельчении его компонентов.
Похожие работы
... и т.д., которые находят широкое распространение в электро- и радиотехнике. Методом порошковой металлургии можно также получить сплавы с точно заданным составом, обладающие очень низким и очень высоким электросопротивлением. Металлокерамические материалы применяют в электро- и радиовакуумной промышленности при изготовлении ламп накаливания, в рентгеновских трубках, катодных лампах, выпрямителях ...





... Нужно иметь ввиду, что минимальный припуск необходимо брать в пределах 0,05-0,07 мм. Детали, имеющие в структуре цементит, необходимо перед калибровкой отжиг. Глава 3.Изделия порошковой металлургии и их свойства: 3.1. Металлокерамические подшипники: Металлокерамические материалы являются в ряде случаев эффективными заменителями антифрикционных подшипниковых сплавов - бронзы, латуни и др. ...
... (псевдосплавы) для изготовления электрических контактов, которые получить другими способами невозможно; магнитные материалы для изготовления постоянных магнитов, магнитоэлектриков, ферритов и т. д. 2. Технология производства металлических порошков Получение металлических порошков является важнейшей операцией технологического процесса изготовления деталей из порошковых материалов, от которой ...

... металлического и неметаллического сырья, а также вторичного сырья машиностроительного и металлургического производства. Технологический процесс производства и обработки изделий и материалов методами порошковой металлургии включает получение порошков, их формование в заготовки, спекание (температурную обработку) и при необходимости окончательную обработку (доводку, калибровку, уплотняющее обжатие, ...
0 комментариев