Навигация
ЗАЩИТНО-ДЕКОРАТИВНОЕ ХРОМИРОВАНИЕ
37796
знаков
2
таблицы
0
изображений
6.2. ЗАЩИТНО-ДЕКОРАТИВНОЕ ХРОМИРОВАНИЕ.
Декоративному хромированию подвергаются детали из стали, меди, латуни, алюминия, алюминиевых и цинковых сплавов.
При декоративном покрытии стальных изделий хромом (ГОСТ 3002-45) хром является наружным слоем многослойного покрытия: медь (осажденная в цианистом электролите) – медь (осажденная в кислом электролите) – никель – хром или никель – медь (кислая) – никель – хром.
6.3. ПОКРЫТИЯ МОЛОЧНЫМ ХРОМОМ.
При осаждении хрома на многослойное покрытие защита основного металла детали от коррозии осуществляется прослойкой из меди и никеля.
В ряде случаев покрытие должно обеспечить не только защиту от коррозии, но и высокую стойкость против механического износа. Получение такого хромового покрытия может состоять в осаждении молочного хрома и увеличении толщины покрытия.
На пористость участков хрома сильное влияние оказывают режим электролиза и толщина покрытия. При увеличении толщины покрытия пористость блестящего хрома возрастает, а пористость молочных осадков понижается. Поэтому молочные осадки хрома лучше защищают основной металл детали от коррозии, обладают более высокой коррозионной стойкостью, чем блестящие осадки.
Неодинаковая коррозионная стойкость хромовых осадков объясняется различной степенью пассивности хрома на поверхности покрытия и по граням трещин.
Однако, несмотря на более высокую пассивность и химическую стойкость молочных осадков хрома по сравнению с блестящими, они плохо защищают деталь при одновременном действии на нее коррозионной среды и знакопеременной нагрузки.
6.4. ИЗНОСОСТОЙКИЕ ПОКРЫТИЯ ХРОМОМ.
Износостойкое хромирование получило три основных направления: 1) повышение износостойкости новых деталей машин и инструмента, подвергающихся механическому износу в процессе работы; 2) восстановление размеров изношенных деталей и 3) исправление деталей, размеры которых оказались заниженными при механической обработке.
Толщина хрома при износостойком покрытии хромом в большинстве случаев составляет 0,03-0,3 мм, в отдельных случаях ее увеличивают до 1,0 мм. Как правило, слой охлажденного хрома должен иметь одинаковую толщину по всей поверхности покрытия. Для достижения положительного эффекта в результате хромирования необходимы следующие условия.
Металл детали, являющийся основой для слоя хрома, должен иметь достаточно высокую твердость. Это особенно касается деталей, работающих при высоких удельных нагрузках при сосредоточенном их действии на отдельных участках поверхности покрытия.
При выборе технологического процесса хромирования необходимо считаться с условиями эксплуатации деталей. Если смазка трущихся поверхностей затруднена, а удельные нагрузки достаточно высоки, то следует применять покрытие пористым хромом. Во всех прочих случаях прибегают к осаждению плотных хромовых покрытий.
Наиболее часто износостойкому хромированию подвергаются стальные и чугунные детали машин. Химический состав металла покрываемой детали редко служит препятствием к хорошему сцеплению. Однако следует иметь в виду, что стали с высоким содержанием вольфрама и кобальта, а также высокоуглеродистые и высококремнистые чугуны нельзя покрывать хромом. Также трудно получить хорошее сцепление при хромировании деталей, поверхностный слой которых испытывает значительные внутренние напряжения, например, в результате неправильно проведенной закалки.
6.5. УСЛОВИЯ ХРОМИРОВАНИЯ.
Процесс износостойкого хромирования по сравнению с защитно-декоративным обладает некоторыми особенностями:
1) Напряжение на клеммах ванны более (около 5,5 в), что является результатом применения менее концентрированных электролитов.
2) Плотности тока, применяемые при хромировании, более высокие.
3) Толщина слоя хрома несоизмеримо больше, что является причиной значительной продолжительности процесса, достигающей в отдельных случаях 24 час.
4) Режим электролиза следует поддерживать в строго установленных пределах. Отклонения от установленной величины плотности тока и температуры электролита в процессе электролиза могут вызвать дополнительные напряжения в слое осажденного хрома.
5) Хромированию подвергаются обычно стальные и чугунные детали машин без покрытия промежуточным слоем какого-либо другого металла.
Режимы хромирования, обеспечивающие получение блестящих (более твердых) и молочных (сравнительно мягких и эластичных) осадков, выбираются в зависимости от назначения деталей, условий их службы и требований, предъявляемых к покрытию. Ниже приведены основные режимы хромирования для получения осадков того или другого типа:
а) при осаждении блестящего хрома:
Температура электролита ……………………………54 – 56о
Катодная плотность тока Dк………………………….30 – 50 а/дм2
Температура электролита…………………………….66 – 68о
Катодная плотность тока Dк………………………….80 – 100 а/дм2
б) при осаждении молочного хрома:
Температура электролита ……………………………68 – 72о
Катодная плотность тока Dк………………………….25 – 30 а/дм2
в) при осаждении молочно-блестящего (дымчатого) хрома:
Температура электролита ……………………………60 – 65о
Катодная плотность тока Dк………………………….30 – 35 а/дм2
При выборе режима хромирования следует считаться с рельефностью детали и формой применяемого анода, определяющими степень неравномерности распределения тока между ближними и дальними участками детали.
При хромировании может оказаться, что отдельные участки поверхности детали не покрываются хромом. Для предупреждения этого рекомендуются следующие меры.
При покрытии хромом деталей, имеющих некоторый рельеф, или при одновременном покрытии однотипных деталей, смонтированных на нескольких подвесках, хромирование следует начинать с толчка тока. При этом плотность тока должна быть, примерно, в 1,5 раза больше заданной. Продолжительность толчка тока составляет 2-3 мин., затем плотность тока постепенно, в течение нескольких минут, снижают до установленной величины.
Если по техническим причинам невозможно создание толчка тока, то хромирование следует начинать хотя бы при установленной величине плотности тока или близкой к ней. Совершенно не допускается начинать электролиз с небольшой плотности тока, а затем повышать ее до требуемой величины.
Размерное хромирование. Сущность размерного хромирования состоит в том, что детали покрываются слоем хрома точно до заданного размера и направляются в производство без последующей механической обработки. Размерное хромирование создает экономию в хромовом ангидриде и расходах на механическую обработку детали. При размерном хромировании требуется осадить слой хрома совершенно одинаковой толщины и точно сохранить первоначальную форму детали, например, при хромировании цилиндрических деталей не допускается конусность или овальность.
Для размерного хромирования требуется применение фигурных анодов, специальных подвесных приспособлений, позволяющих жестко монтировать детали и аноды, а также изолирующих экранов. Монтаж должен выполняться таким образом, чтобы в процессе электролиза концентрация силовых линий тока была одинаковой на всей поверхности хромируемой детали.
Значение величины выхода по току и плотности тока при хромировании позволяет точно определить время, необходимое для осаждения требуемой толщины стоя хрома. Расчет производится по формуле
τ = 1314 мин.,
где τ – время в мин.,
δ – толщина покрытия в мк,
Dk – катодная плотность тока в а/дм2,
η – выход по току в %.
Однако для получения доброкачественного слоя хрома строго определенной толщины необходимо, чтобы поверхность покрытия не была шероховатой или пористой. Поэтому следует обратить внимание на чистоту поверхности детали перед покрытием (отсутствие царапин, пор и т.д.) и правильность состава электролита.
Если к покрываемой детали предъявляется высокие требования в смысле чистоты поверхности и границ допуска на изготовление, то размерное хромирование пригодно только при сравнительно малых толщинах слоя хрома. Примером могут служить гладкие калибры, хромируемые на толщину слоя 10-30 мк. Сравнительно толстые покрытия возможно наносить при размерном хромировании деталей с более широкой границей допусков, например, цилиндров двигателей внутреннего сгорания. Для этих деталей допускается некоторая конусность и эллипсность, величины которых практически лежат около 0,01 мм.
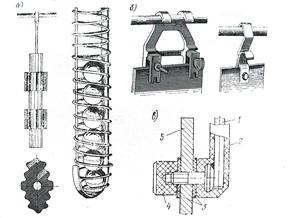
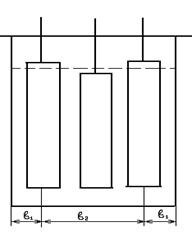
Схемы расположения анодов стандартной формы при хромировании:
а – наружной; б – внутренней поверхности цилиндра.
Схемы завешивания деталей в ванну:
1- изоляция; 2 - металлическая (стальная) шайба; 3 – дополнительный катод из проволоки; 4 – слой осажденного хрома.
Похожие работы
... каждого из слоев. Технологический процесс включает в себя следующие операции: шлифование и полирование поверхности; меднение; полирование, обезжиривание, декапирование; никелирование; полирование, обезжиривание, декапирование; хромирование; чистое полирование. После каждой технологической операции производят 100% -ный контроль качества покрытия, так как несоблюдение требований ...





... , предъявляемых к рабочим определенного тарифного разряда в зависимости от сложности и точности работ, условий труда и требующихся для выполнения этих работ знаний и практических навыков. В машиностроении принята шестиразрядная система тарификации работ. По приведенным выше формулам рассчитываем технические нормы времени на все операции технологического процесса. Точение черновое . - ...





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...
... или большим 30 г/л и уменьшаться менее чем до 8 г/л. Тетрахроматный электролит. Электролит предназначен исключительно для получения защитно-декоративных покрытий. Он обладает высокой рассеивающей способностью. Выход хрома по току составляет >30 %. Основное преимущество электролита — возможность ведения хромирования при комнатной температуре (18—25 °С). Осадки получаются серыми, однако, будучи ...
0 комментариев