Навигация
Основные понятия технологии приборостроения
49315
знаков
3
таблицы
6
изображений
Ковалев В.Г.
Курс лекций "Технология приборостроения", часть 1.
Введнение.
"Основными направлениями экономического и социального развития СССР на 1981-1985 годы и на период до 1990 года" предусмотрен неуклонный подъем материального и культурного уровня жизни народа, создание лучших условий для всестороннего развития личности на основе дальнейшего повышения эффективности всего общественного производства, увеличения производительности труда, роста социальной и трудовой активности трудящихся.
Для обеспечения решения этих задач народное хозяйство должно изготовлять большое количество машин и приборов, в том числе радиоэлектронных. Для этого нужно не только увеличивать объем выпуска различных материалов, но и обеспечивать их рациональное использование, что существенно снижает экономические затраты и прямо способствует выполнению поставленных задач.
С целью обеспечения новых потребностей народного хозяйства при создании новых и приборных устройств широко используют новые конструкционные материалы: сверхчистые, сверхтвердые, жаропрочные, порошковые, полимерные и другие материалы, позволяющие резко повысить технический уровень, надежность, снизить затраты на производство. Обработка этих материалов связана со значительными технологическими трудностями.
Развитие и совершенствование любого производства в настоящее время связано также и с его автоматизацией, созданием робототехнических комплексов, широким использованием вычислительной техники, применение станков с числовым программным управлением. Эти элементы составляют базу, на которой создаются автоматизированные системы управления, становятся возможными оптимизация технологических процессов и режимов обработки, создание гибких автоматизированных производств.
Решение таких задач возможно только высоквалифицированными инженерами, в деятельности которых применение на практике технологических наук имеет очень большое значение. При создании конструкции различных приборных устройств инженер должен обеспечивать определенные их технические и эксплуатационные характеристики и надежность в работе, учитывать особенности технологических методов обработки и сборки, а также экономическую целесообразность изготовления избранной конструкции.
Для этого инженер должен обладать глубокими технологическими знаниями в области расчета приборных устройств.
Предметом изучения курса "Технология конструкционных материалов" являются современные рациональные и распространенные в промышленности наиболее прогрессивные технологические методы формообразования заготовок и деталей приборов литьем, обработкой давлением, переработкой пластмасс, порошковой металлургией, методами керамики, обработкой резанием, электрофизическими и другими методами. В этом курсе студенты получают кроме общеинженерной и специальную подготовку в производстве некоторых видов изделий. Этот курс является основой для изучения последующих технологических курсов "Технология приборостроения" и "Специальная технология".
Создание и развитие конструкции любого изделия производится в несколько этапов и значительная часть этапов конструирования изделия тесно связана с технологией, а пренебрежение технологическими требованиями приводит к значительным экономическим, а иногда и техническим потерям: изделие изготовляется в более продолжительные сроки (часто срок увеличивается в несколько раз),технические показатели ухудшаются, увеличивается материалоемкость. Иногда становится невозможно изготовить изделие в планируемые сроки.
Уровень технологического мышления (т.е. возможность представления путей изготовления всего изделия) в значительной мере определяет технические возможности конструирования новых электронных изделий. Это легко проследить на основе развития электронных приборов (радиоэлектронных устройств и в том числе ЭВМ).Масса, потребляемая мощность, размеры, время безотказной работы этих приборов в период с 1946 года по настоящее время сократились более чем в 10-100 раз, а надежность в такое же количество раз увеличилась.
Часть 1.Основные понятия об изделии, производственном и технологическим процессах. Понятие о качестве приборов.
1.1.Виды изделий.
Изделие-единица промышленной продукции, количество которой может исчисляться в штуках или экземплярах [ГОСТ 15895-77].
Изделия приборостроительного производства в зависимости от их назначения, делят на изделия основного производства и вспомогательного. К первым относятся изделия, предназначенные для поставки (системы автоматического управления; приборы и датчики давления; приборы и датчики линейных и угловых скоростей; приборы и датчики измерения медико-биологических параметров и др.).
ГОСТ 2.101-68 устанавливает следующие виды изделий:
-деталь-изделие, изготовляемое из однородного по наименованию и марке материала, без применения сборочных операций (зубчатое колесо отсчетного устройства; корпус редуктора; подложка микросхемы; штампованная пластина магнитопровода; цилиндр рулевой машинки и др.);
- сборочная единица-изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями (свинчиванием, сваркой, пайкой, клепкой, склеиванием и др.).
Например, тахометр, автопилот, потенциометр, микромодуль, микросхема, накопитель на магнитных дисках;
- комплекс-два и более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимно связанных эксплуатационных функций (ракетный комплекс: ракета, пусковая установка, средства управления);
-комплект-два и более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющими собой набор изделий имеющих общее эксплуатационное назначение вспомогательного характера (комплект контрольно-измерительных устройств);
Изделия, в зависимости от наличия или отсутствия в них составных частей, делятся на:
-неспецифицированные (детали)-не имеющие составных частей;
-специфицированные (сборочные единицы, комплексы и комплекты)-состоящие из двух и более составных частей.
1.2.Виды конструкторских документов.
К конструкторским документам согласно ГОСТ 2.102-68 относятся
графические (чертеж детали, сборочный чертеж, чертеж общего вида, монтажный чертеж и др.) и текстовые документы (пояснительная записка, технические условия, патентный формуляр и др.), которые в отдельности или совокупности определяют состав или устройство прибора и содержат необходимые данные для его разработки или изготовления, контроля, приемки, эксплуатации и ремонта.
Чертеж детали - документ, содержащий изображение детали и другие данные, необходимые для изготовления и контроля.
Сборочный чертеж - документ, содержащий изображение сборочной единицы и др. данные, необходимые для ее сборки (изготовления) и контроля. К сборочным чертежам относят также гидромонтажные, пневмомонтажные и электромонтажные чертежи.
Чертеж общего вида- документ, определяющий конструкцию изделия, взаимодействие его составных частей поясняющий принцип работы изделия.
Технические условия- документ, содержащий требования (совокупность всех показателей, норм, правил и положений) к изделию, его изготовлению, контролю, приемке, поставке, которые целесообразно указывать в других конструкторских документах.
1.3.Основные этапы проектирования приборов.
По ГОСТ 2.103-68 установлены стадии разработки конструкторской документации на все виды изделий промышленности.
1.Стадия "Техническое задание" - разработка НИИ на основе анализа работы, эксплуатации, изучения имеющихся образцов; используется техническая и научная литература, а также результаты расчета основных параметров.
ТЗ устанавливает основное назначение технических и тактико-технических характеристик, показатели качества и тактико-экономические требования к изделию, выполнение определенных этапов разработки конструкторской документации и ее основ, а также специальные требования к изделию.
2.Стадия "Техническое предложение" - разработка технического предложения по результатам анализа ТЗ , с присвоением документации литеры "П".
Техническое предложение-совокупность конструкторских документов, которые должны содержать техническое и технико-экономическое обоснование целесообразности разработки документации изделия на основе анализа ТЗ заказчика и различных вариантов возможных решений создаваемых изделий, сравнительные оценки с учетом конструктивных и эксплуатационных особенностей разрабатываемого и существующих изделий, а также патентных материалов.
3.Стадия "Эскизный проект" - техническое предложение после согласования и утверждения является основанием для разработки эскизного проекта с присвоением документации литеры "Э".
Эскизный проект - совокупность конструкторских документов, которые должны содержать принципиальные конструктивные решения, дающие общее представление об устройстве и принципе работы изделия, а также данные, определяющие название, основные параметры и габаритные размеры разрабатываемого изделия.
Эскизный проект после согласования и утверждения служит основанием для разработки технического проекта или рабочей конструкторской документации.
4.Стадия "Технический проект" - на основании эскизной разработки отрабатывается концепция для обеспечения наиболее компактной конструкции, рациональной (технико-экономической) разбивки изделия на сборочные единицы и детали, выявления возможности использования нормализованных и стандартных агрегатов, сборочных единиц деталей.
Технический проект - совокупность конструкторских документов, которые должны содержать окончательное техническое решение, дающее полное представление об устройстве разрабатываемого изделия и исходные данные для разработки рабочей документации.
Технический проект после согласования и утверждения служит основанием для разработки конструкторской документации. Он состоит из чертежей общих видов изделия с присвоением литеры "Т".
5.Разработка рабочей документации - рабочие чертежи с техническими условиями, содержащие все данные для изготовления и контроля изделия: сборочные чертежи, чертежи деталей, спецификация деталей, материала.
По ГОСТ 3.1102-74 устанавливаются стадии разработки технической документации и этапы выполнения этих работ на изделии.
Стадии технологической подготовки проводят параллельно с этапами конструкторской подготовки. Этапы работы приведены в таблице.
| Стадии | Разработки | Стадии технологической |
| Контрукторская документация | Технологическая документация | подготовки |
| 1.Техническое задание и техническое предложение | __________ | ________________ |
| 2.Эскизный и технический проекты | Предварительный проект | Разработка предварительного проекта с присвоением литеры "П". |
| 3.Разработка рабочей документации: а) опытного образца б) установочной серии в) серийного или массового производства | Рабочий технологический процесс опытного образца. Рабочий технологический процесс установочной серии. Рабочий технологический процесс массового производства. | Разработка технологической документации для изготовления и испытания опытного образца в масштабе опытного производства. Корректировка технологических документов по результатам корректировки конструкторской документации. Присвоение документации литеры "О". Разработка технологической документации для изготовления и испытания установочной серии. Корректировка технологических документов по результатам изготовления и испытания установочной серии. Присвоение документации литеры "А". Разработка технологической документации для изготовления и испытания контрольной серии. Корректировка технологических документов по результатам изготовления и испытания контрольной серии и результатам корректировки контрольных документов с присвоением литеры "Б" технологическим документам, окончательно отработанным и проверенным в производстве изготовленных изделий по зафиксированному и полностью оснащенному технологическому процессу. |
Предварительный проект предназначен для проверки технологичности конструкции изделия на стадиях эскизного и технического проектов. Он содержит перечни специальных и типовых технологических процессов, технических заданий на разработку специального технологического оборудования и оснастки.
Предварительный проект служит основанием для разработки рабочей технологической документации: опытного образца, установочной серии, серийного или массового производства.
Таким образом технологическая подготовка производства состоит из проектирования технологического процесса, конструирования и изготовления технологической оснастки, разработки технологии контроля и конструирования средств для его осуществления, разработки технических нормативов и спецификаций.
1.4.Производственный и технологический процессы. Структура технологического процесса.
Производственный процесс (ГОСТ 3.1109-73) - совокупность всех действий людей и орудий приборостроительного производства, необходимых на данном предприятии для изготовления выпускаемых приборов и устройств. Производственный процесс включает не только основные процессы, непосредственно связанные с изготовлением приборов и устройств, подлежащих поставке, но все вспомогательные процессы: изготовление режущего и контрольно-измерительного инструмента, изготовление и ремонт технологической оснастки и специального оборудования и др.
Технологический процесс - часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда (ГОСТ 3.1109-82).
Структура технологического процесса.
С целью обеспечения наиболее рационального процесса механической обработки заготовки составляется план обработки с указанием порядка обработки и способа обработки поверхностей. В связи с этим весь процесс механической обработки расчленяется на составные части: технологические операции, установы, позиции, переходы, проходы, приемы.
Технологическая операция - законченная часть технологического процесса, выполняемая на одном рабочем месте (токарно-револьверная операция, шлифовальная операция, операция напыления слоя микросхемы и др.). Технологическая операция состоит из элементов: установка технологического перехода, вспомогательного перехода, рабочего хода, вспомогательного хода и позиции.
Рабочее место - это зона, оснащенная необходимыми технологическими средствами, в которой совершается трудовая деятельность исполнителя или группы исполнителей (ГОСТ 19605-11).
Установ - часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы.
Технологический переход - законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Вспомогательный переход - законченная часть технологической операции, состоящая из действия человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода. Примерами вспомогательных переходов являются установка заготовки, смена инструмента и т.д.
Рабочий ход - законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемая изменением формы, размеров, чистоты поверхности или свойств заготовки.
Вспомогательный ход - законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, необходимого для выполнения рабочего хода.
Позиция - фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции.
Прием - законченная совокупность действий человека, применяемых при выполнении перехода или его части и объединенных одним целевым назначением.
Похожие работы



... удельный вес, всего 5-7% (ГПС распространены в Японии, США, Швеции и др.) Основным конструктивным элементом ГПС является ГПМ - гибкий производственный модуль - единица технолог. Оборудования, функционирующая автоматически, обладающая свойством автоматизированной переналадки и имеющая возможность встраивания в ГПС. Разновидностью ГПМ является РТК - роботизированный технологический комплекс ( ...

... . Во второй период жизненного цикла включается освоение изделия в промышленном производстве (ОСП). Практика показывает, что на этой стадии возникают и конструкторские изменения, и изменения в технологических процессах, и изменения уровня оснащенности производства специальными видами оснастки и оборудования. Точное соблюдение технологического процесса – одно из важнейших организационных условий ...
... средств является неприемлемой, т.к. жёсткая конкуренция на рынке транспортных услуг требует сокращения времени технического обслуживания до минимума. Скорость и надёжность проверки, во многом зависит от «человеческого фактора». Поэтому проверка функционирования системы улучшения устойчивости самолёта является довольно длительным, трудоёмким процессом, что приводит к лишним затратам труда и ...


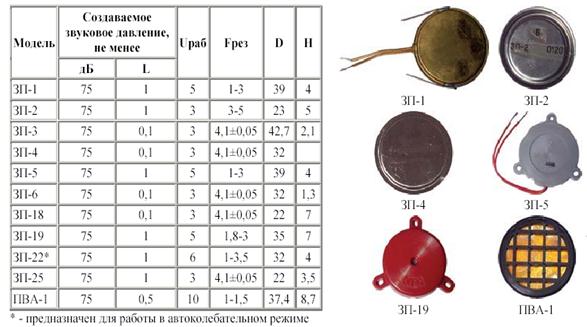
... Звукоизлучатель. Выберем для нашей схемы модель ЗП-2. Рисунок 7. Звукоизлучатель [1] 8.Выключатель. Выберем кнопочный выключатель PBS-10B. Рисунок 8. Выключатель [6] 2.1.2 Выбор технологии изготовления, сборки и монтажа Увеличение плотности печатного монтажа, тенденция к автоматизации технологических процессов изготовления печатных плат, необходимость уменьшения трудоемкости и ...
0 комментариев