Навигация
4.3. Изображение линий связи
Линии связи между средствами автоматизации изображаются однолинейно сплошными тонкими линиями. Подвод линий связи к условным обозначениям приборов допускается изображать сверху, снизу, сбоку.
Линии связи могут пересекать условные обозначения технологических аппаратов. Пересекать линиями связи условные изображения средств автоматизации не разрешается. В случае взаимного пересечения самих линий связи в местах пересечения ставятся точки, если существует функциональное взаимодействие между пересекающимися линиями (рис.4.6). Точки не ставятся при отсутствии функционального взаимодействия (см. рис.4.6). Для сплошных объектов, содержащих большое количество средств автоматизации и линий связи, допускается с целью облегчения чтения схемы линии связи разрывать (см. рис.4.5). В местах разрыва линии связи нумеруются одной и той же арабской цифрой. Номера линий связи размещают в одном горизонтальном ряду в возрастающем (слева направо) порядке. На участках линий связи со стороны приборов, изображенных в прямоугольнике "Приборы местные", указывают предельные рабочие измеряемых или регулируемых параметров в единицах шкалы выбираемого прибора или в международной системе СИ.
Для приборов, встраиваемых непосредственно в технологическое оборудование или трубопроводы и не имеющих линий связи с другими приборами, предельные значения величин указывают возле обозначений приборов (рис.4.7).
4.4. Требования к оформлению функциональных схем автоматизации
Функциональная схема автоматизации выполняется преимущественно на листе формата 24 согласно ГОСТ 2301-68.
Контуры технологического оборудования на функциональных схемах рекомендуется вычерчивать линиями толщиной 0,6-1,5 мм, трубопроводы - 0,5-1,5 мм, приборы и средства автоматизации - 0,5-0,6 мм, линии связи - 0,2-0,3 мм, прямоугольники, изображающие щиты и пульты - 0,5-1,5 мм.
В правом нижнем углу над штампом дают таблицу расшифровки условных обозначений, применяемых в схемах, но не предусмотренных соответствующим стандартом. В правом верхнем углу листа над таблицей условных обозначений помещают примечания.
Функциональная схема автоматизации должна быть ясной, четкой, с равномерным распределением по полю листа элементов технологической схемы и средств автоматизации.
При разработке функциональных схем автоматизации технологических объектов рекомендуется использовать типовые схемы контроля, регулирования, сигнализации, блокировки и защиты, сведенные в табл.4.12[3].
5. УКАЗАНИЯ К ВЫПОЛНЕНИЮ СПЕЦИФИКАЦИИ НА ПРИБОРЫ
И СРЕДСТВА АВТОМАТИЗАЦИИ
Подобранные приборы и средства автоматизации заносятся в спецификационную табл.5.1.
Таблица 5.1
Спецификация на приборы и средства автоматизации
| Номер позиции | Контролируемый или регулируе- мый параметр | Рабочее значение параметра | Тип прибора | Предел измер. (шкала) | Кол-во | Краткая техни- ническая харак- теристика | Место установки |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
в графе 210-буквенно-цифровое обозначение прибора в соответствии с его позиционным обозначением на схеме; сначала заносятся приборы с цифровым индексом 1, т.е. приборы первого комплекта (1а, 1б, 1в,...), затем - второго комплекта (2а, 2б,...) и т.д.;
в графе 220 - полное наименование контролируемого или регулируемого параметра, например: "уровень щелока в выпарном аппарате", "давление в коллекторе ретортного газа";
в графе 230 - рабочее значение параметра, например: "2,5 кПа", "10 Н/м^2"; для параметров, изменяющихся в большом диапазоне, в частности при программном регулировании, приводятся минимальное и максимальное значение параметра;
в графе 240 - тип (шифр) прибора*
в графе 250 - минимальное и максимальное значения параметра, которые могут измеряться прибором, т.е. диапазон измерения прибора*
в графе 260 - количество однотипных приборов, установленных на объекте;
в графе 270 - основные параметры прибора или регулятора (входной сигнал, выходной сигнал, с какими приборами или датчиками комплектуется, класс точности, закон регулирования, пределы изменения настроечных параметров);
в графе 280 - место установки прибора ("по месту" – непосредственно у объекта, или "на щите").
СПИСОК ЛИТЕРАТУРЫ
1. Клюев А.С., Глазов Б.В., Дубровский А.Х. Проектирование систем автоматизации технологических процессов. М.: Энергия, 1980.-512 с.
2. РМ4-2-78. Системы автоматизации технологических процессов. Схемы функциональные. Методика выполнения. М.: Проектмонтажавтоматика, 1978. - 39 с.
3. Голубятников В.А., Шувалов В.В. Автоматизация производственных процессов в химической промышленности. М.: Химия, 1985.
4. Плоцкий Л.М., Лапшенков Г.И. Автоматизация химических производств. М.: Химия, 1982.- 250 с.
5. Кузьминов Г.П. Основы автоматики и автоматизации производственных процессов. ЛТА им. С.М.Кирова.- Л., 1974.- 89 с.
6. Буйлов Г.П. Методические указания для выполнения курсовой работы по курсу "Основы автоматики и автоматизации производственных процессов" ЛТИ ЦБП.- Л., 1974.- 64 с.
7. Камразе А.И., Фитерман М.Я. Контрольно-измерительные приборы и автоматика. М.: Высшая школа, 1980.- 208 с.
8. Смирнов А.А. Основы автоматизации целлюлозно-бумажного и лесохимического производств. М.: Лесная промышленность, 1974.- 366 с.
9. Автоматические приборы, регуляторы и вычислительные системы. Под ред. Б.Д.Кошарского. Л.: Машиностроение, 1976.- 488 с.
10. Балмасов Е.Я. Автоматика и автоматизация процессов производства древесных пластиков и плит. М.: Лесная промышленность, 1977.- 216 с.
11. Казаков А.В., Кулаков М.В., Мелюшев Ю.К. Основы автоматики и автоматизации производственных процессов. М.: Машиностроение, 1970.- 374 с.
12. Справочник по автоматизации целлюлозно-бумажных предприятий. Под ред. Цешковский Э.В. и др. М.: Лесная промышленность, 1979.-296с.
13. Справочник по автоматизации в гидролизной, сульфитоспиртовой и лесохимической промышленности Под. ред. Финкель А.И. и др. М.: Лесная промышленность, 1976.- 184 с.
14. Фиркович В.С. Автоматизации технологических процессов гидролизных производств. М.: Лесная промышленность, 1980.- 224с.
15. Дианов В.Г. Технологические измерения и контрольно-измерительные приборы химических производств. М.: Химия, 1973.- 328 с.
16. Преображенский Л.Н., Александр В.А., Лихтер Д.А. Специальные приборы и регуляторы целлюлозно-бумажного производства. М.: Лесная промышленность, 1972.-
Похожие работы
... вычислительную отрасль железнодорожного транспорта на уровень мировых достижений и обеспечить дальнейшее развитие в выбранном направлении. В феврале 1996 г. завершается разработка и утверждаются "Программа автоматизации железнодорожного транспорта на 1996-2005 гг." Этот документ определил направления, приоритеты, средства автоматизации отрасли. На прикладном уровне предстояло создать комплексы ...
... на одном или нескольких рабочих местах, удлинением поточных линий, применением механизированных групповых и типовых процессов. Пропорциональность производственных процессов должна восстанавливаться все время при последовательном их совершенствовании, связанном с повышением уровня механизации и автоматизации. При этом повышение пропорциональности должно достигаться на основе все более высокой ...
... решить только на основе широкого внедрения автоматики в производственные процессы и внедрить автоматизированные системы в различные сферы хозяйственной деятельности, и в первую очередь в проектирование, управление оборудованием и технологическими процессами. Поднять уровень автоматизации производства примерно в 2 раза. Создавать комплексно-автоматизированные производства, которые можно быстро и ...
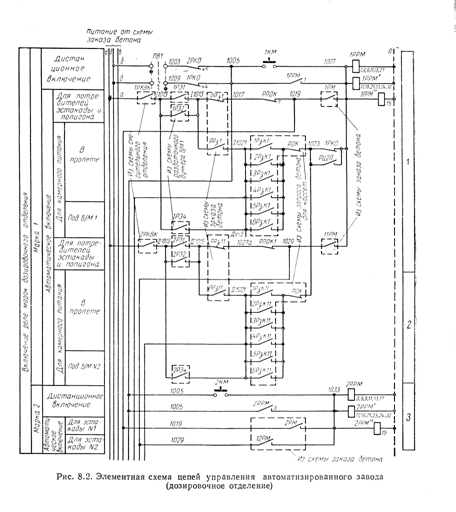

... различают автоматизацию следующих технологических процессов: · Автоматизация непрерывных технологических процессов; · Автоматизация дискретных технологических процессов; · Автоматизация гибридных технологических процессов. 1. Автоматизация дозирования из расходных бункеров цемента На рисунке 1 дана технологическая схема дозировочного отделения. Схема взята из типового проекта ...
0 комментариев