Навигация
2.1.4. Периоды плавки.
Заправка печи.
Допускается совмещение заправки откосов задней стенки с выпуском плавки. При этом загущение шлака заправочными материалами или за счет снижения тепловой нагрузки не допускается.
Завалка.
Порядок завалки материалов в печь должен обеспечить равномерное плавление, активный процесс шлакообразования, нормальное расплавление по углероду, сохранность рабочего пространства и подины печи. Устанавливается следующая последовательность завалки материалов в печь: под низ загружается стружка или легковесный лом, после завалки 20-25 % шихты, запускается известь или известняк. Завалка чугуна производится после завалки извести или известняка вперемешку с шихтой. Допускается заваливать чугун после загрузки всей шихты.
Не допускается завалка извести непосредственно вплотную к кладке ванны во избежание заращивания, аналогично и чугуна – во избежание разъедания.
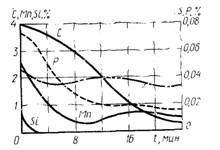
Плавление.
Началом периода плавления считается момент окончания завалки шихтовых материалов. В процессе плавления рекомендуется производить растаскивание скоплений не расплавившейся шихты с целью сокращения периода плавления. В конце плавления берется предварительная проба металла, по результатам которой принимается решение о дальнейшем ведении плавления.
Кипение. Окислительный период.
Началом периода кипения считается взятие первой, основной пробы металла. Кипение делится на два периода: окислительный период; период чистого кипения.
Окислительный период: Назначение периода – максимальное удаление фосфора, окисление избыточного углерода. Окисление избыточного углерода рекомендуется производить за счет присадок железной руды.
Присадку руды рекомендуется производить порциями, не более 10 кг на тонну, с интервалом 10-15 минут. После присадок руды снижают подачу в печь топлива и воздуха. При нормальном подготовленном шлаке значительная часть его уходит самотеком. В случае необходимости удаление шлака производят гребками. При этом недопустимо оголение металла под факелом. Количество одновременно присаживаемых материалов для наведения шлака не должно превышать 25 кг/т, следующую присадку рекомендуется производить после растворения предыдущей.
Признаками, определяющими нормальное проведение окислительного периода, являются:
1. Содержание фосфора в стали не более 0,015%.
2. Снижение содержания серы в металле, обеспечиваемое в окислительный период снижением содержания закиси железа в шлаке, и повышение его основности.
В окислительный период допускается производить следующие операции:
1. Исправлять жидкие или густые шлаки присадками небольших порций обоженной извести или хорошо просушенных флюсов в количестве не более 10 кг/т, не допуская при этом заметного снижения интенсивности кипения металла.
2. Использовать чугун не долее 20 кг/т, или алюминиевую стружку с примесью чугунной, в количестве не более 10 кг/т, в случае пониженного запаса углерода по расплавлении.
Период чистого кипа: Началом периода чистого кипа считается момент окончания формирования однородного шлака, но не ранее, чем через 10 минут после последних присадок железной руды или шлакообразующих.
Ванна к этому времени должна закипеть ровным пузырем на площади не менее 70% её поверхности. Чистое кипение проводится под активным однородным жидкотекучим шлаком, количество которого должно исключить возможность оголения металла под факелом. Окисление углерода на протяжении всего периода чистого кипения должно быть равномерным.
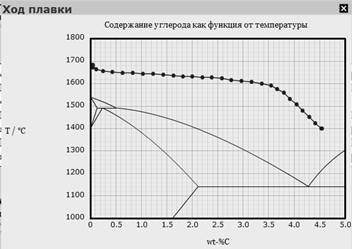
За весь период чистого кипения должно быть окислено не менее 0,13% углерода. При этом продолжительность чистого кипения должна быть не менее 30 минут. Содержание серы в металле перед раскислением определяется категорией выплавки стали, и видом процесса. Основность шлака в конце чистого кипения рекомендуется не менее 2,8. К концу чистого кипа металл должен быть нагрет до заданной температуры, приметно 1630º - 1640ºС. Концом чистого кипения является начало предварительного раскисления, а в случае полного раскисления в ковше – выпуск плавки из печи.
Раскисление, легирование, выпуск.
Выпуск с предварительным раскислением кремнесодержащиими материалами производится на всех марках стали. Предварительное раскисление стали производится после отбора последней пробы металла. После получения анализа на углерод из последней пробы производится корректировка металла по углероду присадкой предварительно прокаленного в мульде чугуна. Чугун присаживается сбоку от сталевыпускного отверстия не позднее, чем за минуту до начала выпуска.
Выпуск, окончательное раскислениеи легирование стали.
Выпуск стали производится не ранее, чем через 5 минут после присадки в печь ферросплавов для раскисления предварительного и легирования. Окончательное раскисление стали производится в ковше во время выпуска путем присадки подогретого алюминия на дно ковша, или с первыми порциями металла. Введение ферросплавов в ковш производится из навесного бункера, начиная с момента наполнения ковша, на ¼ его высоты, и заканчивается при наполнении ковша на 2/3 его высоты, но не позднее появления шлаков. Размер кусков, применяемых ферросплавов, должен быть не более 100 мм. Применение пылевидной фракции запрещено.
Окисление и восстановление фосфора.
Фосфор в стали является вредной примесью, отрицательно влияющей на её механические свойства. Поэтому содержание фосфора в стали, в зависимости от её назначения, ограничивается пределами 0,015 – 0,07%
Основными условиями получения качественной стали является полное окисление фосфора и перевод его в шлак по ходу плавки, т.е. дефосфорация металла. Окисление фосфора можно представить в виде следующей схемы:
2 [ P ] + 5 ( FeO) = (P2O5) + 5 [ Fe]
(P2O5) + 3 (FeO) = (FeO)3 · P2O5
(FeO)3 · P2O5 + 4 (CaO) = (CaO)4 · P2O5 + 3 (FeO)
Вывод:
2 [ P ] + 5 ( FeO) + 4 (CaO) = (CaO)4 · P2O5 + 5 [ Fe]
При отсутствии извести процесс окисления фосфора возможен при относительно низких температурах с образованием фосфата железа. Однако, это соединение непрочно, при высоких температурах происходит его разложение и переход фосфора в металл. Поэтому главная роль в переводе фосфора в шлак принадлежит CaO при условии присутствия FeO в шлаке, в определенном соответствии с CaO.
С повышением температуры полнота дафосфорации снижается.
Для предотвращения восстановления фосфора из шлака в металл, нужно поддерживать необходимую основность шлака.
Десульфурация металла.
Сера, так же как и фосфор, является вредной примесью в стали и вносится в металл шихтовыми материалами и некоторыми видами топлива. Содержание серы в стали допускается от 0,005 до 0,06%.
Сера обладает высокой химической активностью и образует сернистые соединения – сульфиды. Сернистые соединения ухудшают многие важные характеристики служебных свойств металлов и сплавов, усиливают склонность к образованию горячих трещин при прокате и сварке. В то же время серу специально вводят в автоматные стали с повышенным содержанием марганца для получения хорошей обрабатываемости режущими инструментами этой стали.
Учитывая вредные действия серы на качество стали, кроме автоматной, металлурги стремятся как можно больше её удалить из металла во время плавки.
Сера обладает большой поверхностной активностью, поэтому процесс десульфурации осуществляется главным образом на поверхности раздела металл – шлак. Для термодинамического анализа металлической ванны может быть принята следующая схематическая реакция:
(CaO) + [ FeS ] → (CaS) + (FeO)
Успешно протекает процесс десульфурации металлической ванны при наличии достаточно-основного и жидкоподвижного шлака. Чем выше основность шлака, тем больше, при прочих равных условиях, он может удерживать в своем составе серы, и тем выше должны быть показатели десульфурации.
Когда повышение основности шлака не сопровождается снижением его вязкости, концентрация серы в шлаке не увеличивается и показатели десульфурации начинают ухудшаться.
Похожие работы
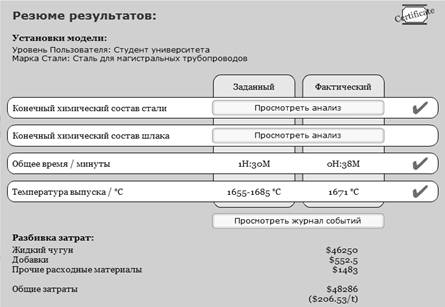
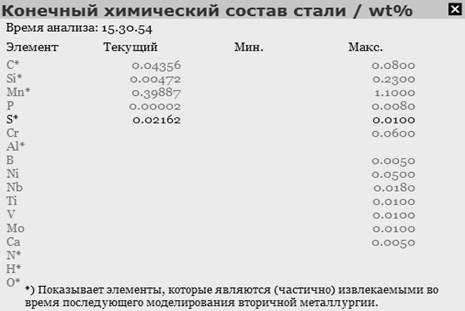
... использования охладителей. Температура металла на выпуске ОС Фактическая 1671 Целевая 1655-1685 Величина перегрева 0 3. Результаты Вывод В результате моделирования выплавки стали кислородно-конвертерным процессом была получена на выходе сталь с требуемым химическим составом и температурой с небольшим отклонением по содержанию серы. Это связано с тем, что ...


... подшипников, срок службы которых будет измеряться не десятками лет, а столетиями. 4. Выбор и рекомендации по использованию новых прогрессивных разработок в технологии выплавки шарикоподшипниковых сталей. Постоянно растущие требования к качеству стали могут сыть удовлетворены лишь при производстве металла с низкими содержаниями серы, кислорода, водорода и неметаллических включений. Но ...


... они брали ту самую "чистую" медь, почему соединили ее именно с оловом, а не с каким-нибудь другим металлом, в каких месторождениях встречается в природе медь, в каких именно химических соединениях, где эти месторождения расположены и насколько легко было древним людям ее вырабатывать и переплавлять? Очень странно, что кабинетные историки совершенно не утруждают себя подобными вопросами. А, ведь, ...
... шихты на 1 тонну годных слитков и стоимости передела. Она включает также расход энергии, электродов, огнеупоров, изложниц, зарплату персоналу. Основные технико-экономические показатели способов производства стали. Показатель Способ производства стали конвертер-ный мартеновский электропла-вильный Вместимость плавильного агрегата, т. 250-400 400-600 200-300 Выход годного (стали),% ...
0 комментариев