Древесина очень популярно используется в народном хозяйстве, промышленности, быту, как в натуральном, так и в переработанном виде.
Древесину используют для изготовления мебели, столярно-строительных изделий и при строительстве всех видов зданий. Из неё делают элементы мостов, судов, кузовов, вагонов, тару, музыкальные инструменты, карандаши, бумагу и многие другие не мало важные предметы человеческого обихода. Так же натурально и модифицированную древесину применяют в машиностроении и горнорудной промышленности.
Более масштабное потребление, получили такие породы древесины как: сосна, дуб, берёза, лиственница, пихта, кедр, бук, граб, клён, осина, липа.
В отличии от нефти, угля, газа древесина, относится к восстанавливаемым природным ресурсам. Однако это не исключает необходимости рационального и бережного её использования. Достижения науки, особенно химии, и передового опыта являются основой использования древесины.
При изготовлении изделий из древесины применяют клеи, лакокрасочные материалы, отделочные плёнки, пластмассы, фурнитуру приборы для окон и дверей, крепёжные изделия и другие материалы.
Облицовка стен, устройство дверных и оконных блоков, встроенной мебели, потолков, полов, перекрытий и кровли зданий, требуют от столяра хороших знаний технологии работ, конструкции изделий и применяемых материалов.
От вида и свойств используемого материала зависят приёмы и режимы обработки, качество вырабатываемых изделий их внешний вид, прочность, долговечность и стоимость.
Широкому использованию древесины способствует её физико-механические качества, хорошая обрабатываемость, а так же эффективные способы изменения отдельных свойств, путём химической и механической обработки. По мимо всего этого, древесина имеет малую теплопроводимость, достаточно высокую прочность, хорошую сопротивляемость ударам и вибрационным нагрузкам, в сухой среде долговечна, имеет не большую массу. Древесина соединяется крепёжными изделиями, прочно склеивается, сохраняет красивый вид и хорошо воспринимает отделку. Вместе с тем древесина имеет свои недостатки: она подвержена горению и загниванию, разрушается от воздействия насекомых и грибов, гигроскопична, вследствие чего может разбухать и подвергаться усушке, короблению и растрескиванию. Кроме того, древесина имеет пороки биологического происхождения, которые снижают её качества.
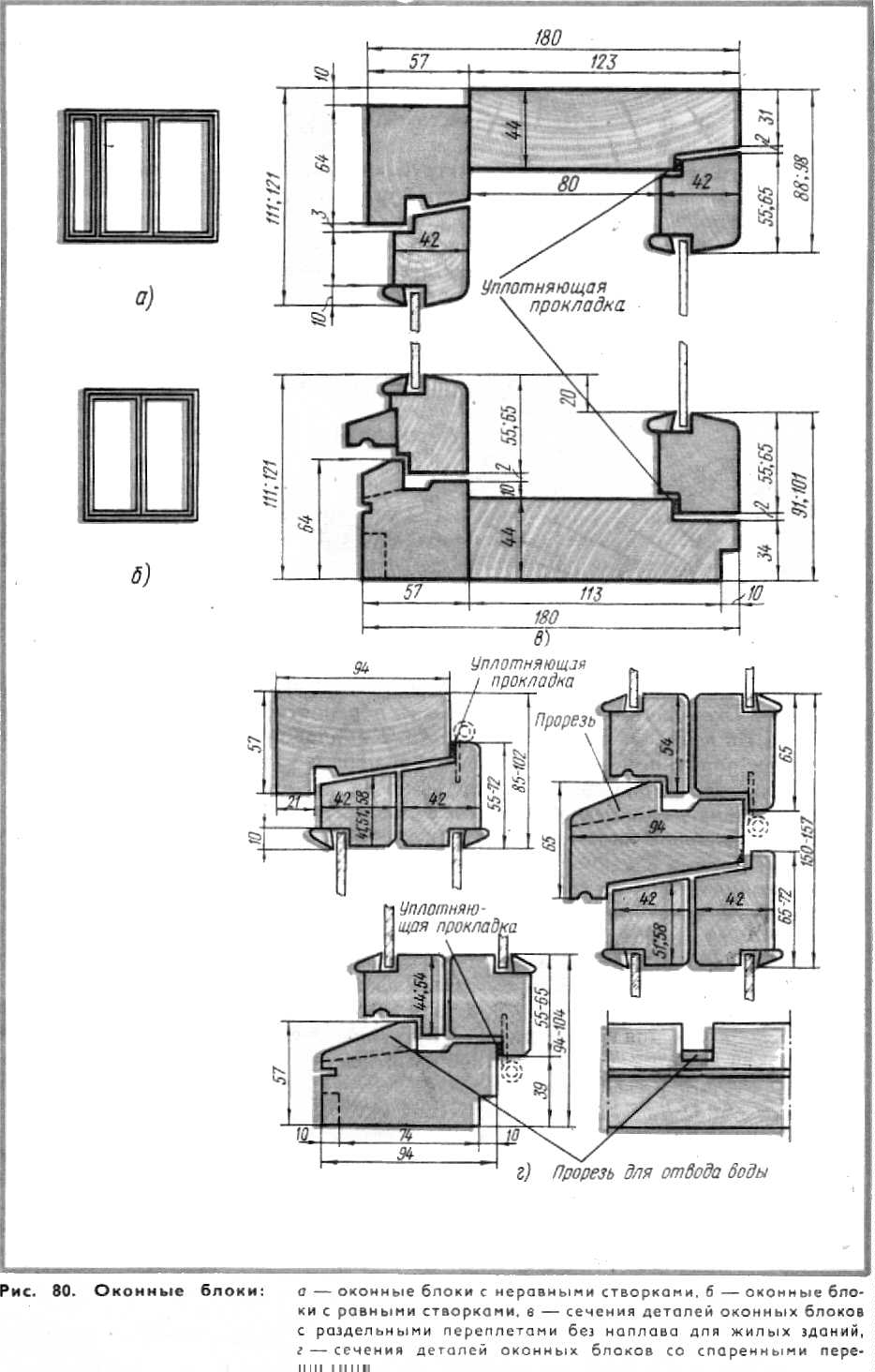
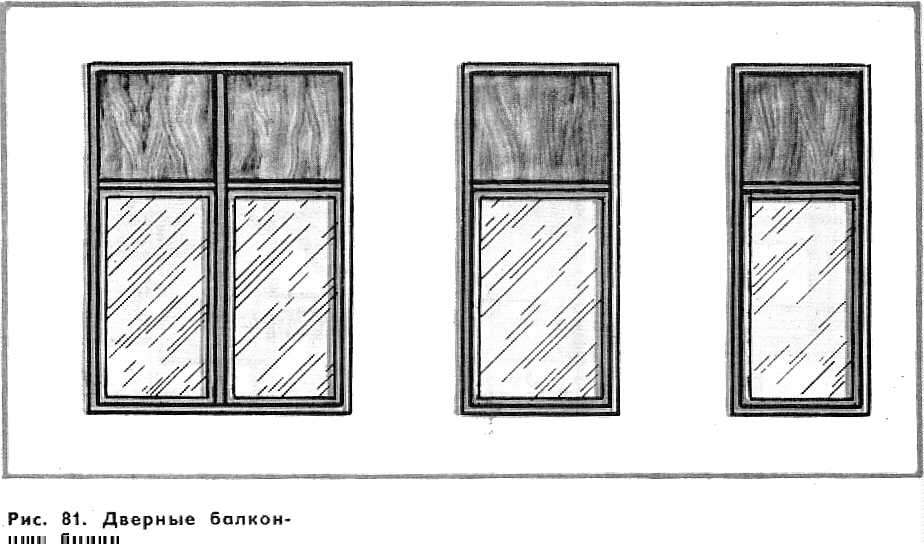
Оконные блоки применяют при строительстве любых видов зданий. Бывают они различных видов, например: со спариным переплетом, раздельным переплетом, одностворчатые, двустворчатые, оконные блоки с фрамугами и форточками.
Оконный блок с раздельным переплетом, фрамугой и форточкой как в этой дипломной работе применяется в одноэтажных зданиях каркасного типа, одноэтажных кирпичных и шлакобетонных домах, а так же во временно построенных сооружениях. Данный оконный блок отделывается лаком НЦ-218 делается это для повышения срока службы изделия, а так же для улучшения его вида. Но нужно помнить что лакирование не только выявляет текстуру древесины, но брак и поученный из за халатности рабочего, такой как засохший клей, плохо прошлифованная древесина. От сюда следует, что при работе нужно быть предельно аккуратным, и постоянно следить за качеством изготовляемой продукции.
Используемый материал.
Для изготовления оконного блока с раздельным переплетом, фрамугой и форточкой, используется сосновая доска I-II сорта, длиной 2 метра и сечением 50´70 мм., влажностью 8-12%.
Сосна произрастает от западных границ России, до рек Амур и Уссури на востоке, на севере она доходит до Крайнего Севера; на юге граничит с черноземной полосой, растет в Крыму и на Кавказе.
Сосна из северных районов европейской части имеет более высокие показатели: мелкослойная, плотная древесина с высоким содержанием поздней зоны, узкой заболонью.
На территории Сибири лучшая древесина у сосны, которая растёт в западной части (Иркутская область, Красноярский край).
Древесина сосны занимает главное место в лесном экспорте.
Для крепления коробки используют гвозди длиной 120 мм., в количестве 8 шт., а для крепления нащельной планки и штапика используют гвозди длиной 25 мм., в количестве 40 шт.
Для крепления петель, шпингалетов и ручек на оконных рамах используют латунивые шурупы 40´5 мм., с Æ головки 8 мм., в количестве 56 шт., а для крепления петель и завёрток на форточках используются тоже латунивые шурупы, но 20´4мм., с Æ головки 6мм., и в количестве 28 шт.
Петли: 4 форточных шарнирных, подгибных ; 8 оконных полушарнирных подгибных.
Ручки-скобы (РС-100) для оконных рам 2шт. ; шпингалеты задвижные для оконных рам 2шт. ; завёртки форточные 2шт.
Стекло используется: шлифованное, прозрачное, гладкое, толщиной 3мм.
Для склеивания деталей применяют клей ПВА. Клей ПВА используют при склеивании любых шиповых соединений, кромок, щитов, так же он является водостойким, по этому довольно-таки уместно его использование при изготовлении оконных блоков и других деревянных изделий подверженных атмосферному влиянию.
Для отделки используется нитро лак НЦ-218. Лаки НЦ пользуются той же популярностью, что и клей ПВА так как среди лаков он тоже является оптимальным вариантом. НЦ быстро, сохнет, после высыхания имеет большую прочность и так же, как ПВА он водостоек.
Применяемое оборудование, приспособления, инструмент.
Универсальный круглопильный станок Ц-6. Предназначен для продольной и поперечной распиловки досок, брусков и щитов.
Техническая характеристика.
Наибольшие размеры заготовок, мм.:
Толщина…………………………………………………………130
Ширина………………………………………………………….400
Наибольший диаметр пилы, мм……………………………….500
Мощность электродвигателя, кВт……………………………..7
Частота вращения пилы, об/мин………………………………3000
Габаритные размеры, мм.:
Длина…………………………………………………………….1310
Ширина…………………………………………………………...890
Высота……………………………………………………………1150
Масса, кг………………………………………………………….700
(Рис. 1)
Фуговальный станок СФ-6. предназначен для фуговки и строгания досок, брусков и щитов в угол.
Техническая характеристика.
Размеры обрабатываемых заготовок, мм.:
Наибольшая ширина…………………………………………….630
Толщина………………………………………………………….¾
Наименьшая длина………………………………………………300
Длина переднего стола, мм……………………………………..1500
Диаметр окружности резания, мм.:
Ножевого вала……………………………………………………128
Вертикальной головки…………………………………………...¾
Частота вращения ножевого вала, об/мин……………………..6000
Число ножей на ножевом валу…………………………………..2
Скорость подачи, м/мин………………………………………ручная
Мощность электродвигателя ножевого вала, кВт……………..4,5
Габаритные размеры, мм.:
Длина……………………………………………………………..2565
Ширина…………………………………………………………..1215
Высота…………………………………………………………..1200
Масса, кг…………………………………………………………850
(Рис. 2)
Рейсмусовый станок СР-6-6. Предназначен для строгания щитов, досок и брусков в размер, относительно базовой поверхности.
Техническая характеристика.
Ширина строгания……………………………………………до 1250Размеры заготовок, мм.:
Толщина………………………………………………………..10-125
Наименьшая длина………………………………………………450
Наибольшая толщина снимаемого слоя древесины, мм.:
Верхнего………………………………………………………….до 5
Нижнего…………………………………………………………..¾
Частота вращения на ножевом валу…………………………….4
Скорость подачи, м/мин…………………………………………5-30
Мощность электродвигателя, кВт:
Верхнего вала…………………………………………………….20
Механизма подачи……………………………………………….1,7
Механизм подъёма стола………………………………………...¾
Заточного круга…………………………………………………..0,27
Подачи заточного круга………………………………………….0,27
Габаритные размеры, мм.:
Длина……………………………………………………………..2695
Ширина…………………………………………………………...1350
Высота……………………………………………………………1530
Масса, кг…………………………………………………………3300
(Рис. 3)
Фрезерный станок Ф-4. Предназначен для профильной и контурной обработки заготовок, щитов, собранных узлов, выбирают пазы, четверти, проушины, зарезают шипы.
Техническая характеристика.
Наибольшая высота обрабатываемых заготовок, мм…………130Частота вращения шпинделя, об/мин…………………6000 и 8000
Диаметр, мм.:
Шипорезного диска………………………………………………¾
Шпиндельной насадки…………………………………………..32
Фрезы…………………………………………………………..80-150
Габаритные размеры, мм.:
Длина…………………………………………………………….1275
Ширина…………………………………………………………..1000
Высота……………………………………………………………1045
Мощность электродвигателя, кВт……………………………...4,5
Масса, кг…………………………………………………………700
(Рис. 4)
Сверлильно-долбёжный станок СВПА-2. Предназначен для образования в заготовках, деталях и узлах, отверстий.
Техническая характеристика.
Наибольший размер отверстия (паза), мм……………………25 Диаметр…………………………………………………………25Глубина………………………………………………………….80
Длина……………………………………………………………120
Ширина………………………………………………………….16
Расстояние от оси шпинделя до стола, мм…………………10-100
Частота вращения шпинделя, об/мин…………………………600
Число качаний суппорта в мин……………………………100-250
Мощность электродвигателя, кВт:
Шпинделя………………………………………………………..3,2
Гидронасоса……………………………………………………..1,7
Габаритные размеры, мм.:
Длина……………………………………………………………..1475
Ширина……………………………………………………………990
Высота……………………………………………………………1350
Масса, кг………………………………………………………….830
(Рис. 5)
Ленточно-шлифовальный станок ЛС-80. Предназначен для шлифования плоских поверхностей, щитов, заготовок, узлов, а так же поверхностей брусковых заготовок по размерам и форме.
(Рис. 6)
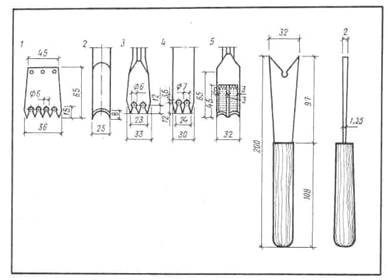
Ручной инструмент.
При изготовлении оконного блока я использовал такой инструмент, как рулетка и линейка для измерения досок и заготовок, карандаш для разметки материала. Для крепления деталей в процессе их изготовления используется струбцины.
Для упасовки шипов, проушин и гнёзд применялись такие инструменты, как ножовка смешенного пиления, стамеска, долото, монтировочный нож, молоток, киянка. Оконные переплёты, фрамуги и форточки упасовывались такими инструментами, как рубанок, отборник и опять-таки же стамеска, долото, киянка, молоток. При склеивании и лакировании были задействованы кисть и наждачная шкурка. А для установки стекла использовался стеклорез.
Карта технологического процесса на изготовление оконного блока.
| Операция | Оборудование, приспособления и инструмент. | |
| Для механизирован- ного изготовления. | Для ручного изготовления. | |
| 1. Поперечный раскрой досок для коробки и переплётов. | Круглопильный станок | Линейка пила для поперечного пиления. |
| 2. Продольный раскрой досок на бруски коробки и переплётов. | Круглопильный станок | Лучковая пила, угольник, струбцины. |
| 3. Строгание брусков в угол с двух сторон. | Фуговальный станок. | Шерхебель, рубанок, фуганок, угольник. |
| 4. Строгание в размер двух других сторон. | Рейсмусовый станок. | Шерхебель, рубанок, фуганок, рейсмус. |
| 5. Разметка деталей коробки, переплётов, форточек, фрамуг. | Разметочный стол, разметочная доска. | Угольник, рейсмус, метр, линейка, карандаш. |
| 6. Выборка гнёзд, шипов и проушин в заготовках. | Сверлилно-долбёжный и фрезерный станки. | Долото, киянка, стамеска, лучковая пила. |
| 7. Выборка четвертей у заготовок. | Фрезерный станок. | Калёвки. |
| 8. Сборка коробки, переплётов, фрамуг и форточек на сухую. | ¾¾¾¾¾¾¾¾¾ | Вайма, коловорот, киянка, стамеска, угольник. |
| 9. Зачистка деталей. | Ленточно-шлифовальный станок. | Двойной рубанок, шкурка, брусок, цикля. |
| 10. Обгонка по размерам фрамуг, переплётов, форточек. | Фрезерный станок. | Рубанок, фуганок, фальцебель, зензубель. |
| 11. Вгонка фрамуг, створок в коробку, форточек в переплёты. | Фрезерный станок | Рубанок, фуганок, киянка. |
| 12. Сборка на клей. | Гидравлическая вайма. | Кисть, ведро, киянка, ваймы. |
| 13. Навешивание створок и форточек на петли. | Петлевырезатель, шуруповёрт. | Угольник, керн, отвёртка, молоток, стамеска. |
| 14. Установка нащельных планок и отливов. | Шуруповёрт. | Молоток, отвёртка, шило. |
| 15. лакирование оконного блока и штапика | Пистолет-лакораспылитеь | Кисть и ведро. |
| 16. Установка стекла. | ¾¾¾¾¾¾¾¾¾¾ | Молоток, стеклорез, ножовка. |
| 17. Сдача ОТК. | ¾¾¾¾¾¾¾¾¾¾ | ¾¾¾¾¾¾¾¾¾ |
Технологический процесс.
Перед началом работы нужно высчитать нужное количество леса, после чего приступать к выбору леса. Для данного изделия влажность древесины должна составлять 8-12%, так же лес должен быть бес сучков и синевы, так как выполняться это окно будет под прозрачную отделку.
Следующей операцией является поперечный распил досок с припуском 50-70мм. выполняется круглопильном станке Ц-6.
После поперечного распиливания, на этом же станке выполняется продольный распил досок с припуском 3-10мм., при продольном распиливании заготовку нужно толкать плавно, без рывков для того, чтобы на заготовке не образовалось значительных неровностей.
За продольным распилом следует фугование в угол брусковых заготовок для коробки, фрамуг, переплётов и форточек на фуговальном станке СФ-6. Короткие заготовки, как заготовки для форточек, следует фуговать прижимной колодкой. Далее следует строгание в размер с двух сторон на рейсмусовом станке. Дальше уже простроганные в размер заготовки размечаем под выборку шипов, проушин, гнёзд и четвертей.
После чего приступаем к выборке шипов, проушин, гнёзд. Гнёзда под импост и горбыльки выполняются на сверлильно-долбёжном станке СВПА-2. А выборка шипов и проушин осуществляется на фрезерном станке Ф-6. Для выборки проушин, устанавливаются на шпиндель фрезерного станка два пильных диска, на расстоянии нужного пропила и торцом прогоняются все заготовки нуждающиеся в выборке проушин, после чего выдалбливаются долотом. При выборке шипов, на шпиндель устанавливаются две прямые фрезы, на расстоянии толщины пробираемого шипа.
Следующая операция выборка четвертей у брусков коробки, фрамуг, переплётов и форточек, осуществляется она на том же фрезере, устанавливается фреза, на нужную высоту и глубину, выстраиваются прижимы, после чего можно приступать к работе.
Дале приступаем к сборке на сухую. Все шипы, проушины, гнезда подрезаются, детали подгоняются одна другой в притык.
После сборки на сухую все детали шлифуются на ленточно-шлифовальном станке ЛС-80.
Далее выполняется обгонка по размерам, фрамуг, створок, форточек. Детали расходящиеся с нужными размерами подгоняются рубанком, отборником, стамеской, долото до правильных размеров.
После чего фрамуги, створки, форточки, вгоняются в коробку, узлы не входящие или туго входящие в коробку подстругиваются рубанком и отборником. Далее все детали и узлы собираются на клей. Шипы, проушины и гнёзда хорошо промазываются клеем запрессовываются на несколько часов.
Для врезания петель и навешивания на них створок и форточек, используется долото, стамеска, молоток для выдалбливания углублений под петли, после чего они прикручиваются шурупами.
Следующие это крепление сливов и нащельных планок. Нащельные планки крепятся гвоздями гвозди протапливаются, а потом зашпаклёвываются.
Теперь можно приступать к лакированию не где не должны оставаться следы клея, иначе после лакирования в этих местах останутся белые пятна. Лакировать нужно три раза и после каждого раза, кроме последнего, нужно сошкуривать образовавшуюся ворсу.
И наконец-то завершающая операция, установка стекла. Штапик распиливается оп длине четверти в которую будет устанавливаться под углом 45%. Стекло нарезается стеклорезом, место надреза слегка простукивается специальным молоточком или тем же стеклорезом, после чего стекло ломается. Четверть перед установкой стекла намазывается силиконом или наклеивается резиновая прокладка, после чего вставляется стекло и прибивается штапик.
Организация рабочего места.
Рабочее место столяра оборудуется: верстаком, инструментами и оборудованием, типа, электрическая дрель, ручная фреза и другой электрический инструмент.
Верстак состоит из крышки, верстачной доски, основания. Верстачная доска оборудована передними и поперечными тисками. На верстачной доске , в близи её переднего ребра, имеется ряд отверстий, предназначенных для установки деревянных или металлических упоров. В некоторых верстаках в подверстачье оборудуется шкаф для хранения инструментов и материала. Длина верстака 2200 мм., а высота 800мм. Винты изготавливаются металлическими. Для плавного движения всех частей верстака, их периодически смазывают. Винты тисков в рабочем состоянии слегка затягивают. Для повышения срока службы верстак покрывают олифой. Инструменты располагают в определённом порядке и укладывают после работы строго на своё место. Так же в рабочее место входит такой инструмент как пилы продольного и поперечного пиления, пасовочные пилы смешанного пиления, молоток, киянки, отвёртки, плоскогубцы, рубанок и другой инструмент, который должен быть сухим и хорошо заточенным.
Кроме этого столяру необходимо иметь струбцины и ваймы для запрессовки клеевых конструкций.
Для разметки материалов применяют следующие инструменты: отвес, линейку, метр, рейсмус, угольник, малку, шило, циркуль, карандаш и шаблоны.
Так же немаловажной деталью является на рабочем месте освещение, по этому верстак должен быть расположен возле окна или к нему должно быть проведено электрическое освещение.
Контроль качества.
Контроль качества – это важный раздел в знаниях столяра. Контроль качества включает в себя припуски на обработку, выявления брака. Контроль качества применяется почти при всех операциях.
При выборе материала нужно следить чтобы древесина была без трещин, сучков, синевы если отделка будет прозрачной или её вообще не будет, а так же чтобы влажность соответствовала допустимой для данного изделия, в этом оконном блоке допустимой является влажность равная 8-12%.
На поперечную распиловку берётся припуск 50-70мм., а при продольной распиловке 3-10мм.
При строгании припуск используется только тогда когда оно не является окончательным и равняется он 1-3мм.
На рейсмусовом станке припуск оставляется на шлифование 0,5-1мм.
При работе на сверлильно-долбёжном станке, фрезерном и шлифовальном припуск не оставляется так как эти станки выполняют наиболее точную и чистую обработку деталей.
При склеивании основными факторами являются: температура и относительная влажность воздуха в помещении. Вязкость и жидкость клеев на склеиваемых поверхностях материалов, продолжительность склеивания. Качество склеивания проверяется путём механических испытаний в заводских лабораториях по образцам испытываемых на склеивание.
Под качеством подразумевается совокупность свойств изделия, определяющую степень его пригодности для использования по назначению, способность продукции удовлетворять нужды народного хозяйства, вкусы и запросы потребителей.
Техника безопасности.
Правила техники безопасности при работе на деревообрабатывающих станках.
На деревообрабатывающих станках разрешается работать лицам достигшим возраста 18 лет и имеющим удостоверение разрешающие работу на деревообрабатывающих станках.
Все движущиеся части станка должны быть ограждены, все устройства необходимо содержать в исправности, режущие кромки должны быть хорошо заточены. Кнопка пуска утапливается на 3-5мм., а кнопка стопа выдвигается на 3-5мм. Так же рабочие должны проходить инструктаж раз в квартал. При возникновении каких либо неисправностей, необходимо обратиться к бригадиру или начальнику, чтобы он вызвал мастера для устранения неполадок.
Перед началом работы на круглопильных станках нужно убедиться в том, что пильный диск не имеет трещин и нет обломанных зубьев. Диск должен быть хорошо закреплён. Вокруг станка не должно быть влаги. При продольном раскрое доску нужно подавать равномерно, без толчков и рывков и периодически проверять правильность размеров заготовок. При поперечном раскрое досок, если наблюдается косина реза по толщине доски нарушена перпендикулярность оси пильного вала к поверхности стола. Рваные торцы на заготовках получаются в основном при биении пильного вала.
Перед началом работы на фрезерном станке необходимо так же, как и на циркулярном убедиться в целости фрезы или пильного диска, убедиться в её или ёго креплении. Ножевой вал на фрезерных станках должен иметь ограждение открывающееся и снимающееся только перед началом работы и по окончанию её. Короткие и тонкие заготовки должны обрабатываться с помощью прижимов. При работе подавать заготовки нужно равномерно без толчков и рывков.
До начала работы на рейсмусовом станке надо поверить правильность установки ножей остроту их заточки. Ножевой вал должен быть ограждён. Обрабатывать заготовки, длина которых меньше расстояния между передними и задними валиками, нельзя. Чистить, налаживать и ремонтировать станок следует после его полной остановки.
До начала работы на фуговальных станках необходимо проверить крепление ножей на ножевом валу и остроту их заточки. Ножевой вал на фуговальных станках должен иметь веерное ограждение, открывающееся лишь при проходе заготовки и автоматически закрываться после её обработки. Короткие заготовки обрабатывают с помощью прижимной колодки.
До начала работы на сверлильно-долбёжных станках нужно проверять крепление сверла в патроне. Ограждение на таких станках выполнено из прозрачного и прочного материала, к примеру оргстекло или металлической сетки. Рукава должны быть застёгнуты. Нельзя останавливать патрон рукой.
Перед началом работы на ленточно-шлифовальном станке, нужно проверить натяжение ленты, осмотреть её не надорвана она в каком не будь месте. Сверху лента должна быть закрыта кожухом.
Правила техники безопасности при работе с клеями.
При приготовлении и применении клеев необходимо работать в специально оборудованной местной вентиляцией мастерской. Если вентиляция не доступна для работы, нужно выбрать помещение с большим объемом, чтобы уменьшить концентрацию паров клея. Так же нужно использовать пылевые респираторы и резиновые перчатки.
Не разрешается применять для мытья рук органические растворители. Остатки клея и компонентов для их изготовления, собирают в металлические ёмкости и отправляют на места согласованные с организацией пожарного надзора.
Правила техники безопасности при работе с лаками.
Рабочее место должно быть оборудовано вентиляцией, на нём не должно быть пыли и оно должно быть хорошо освещаться. Влажность в этом помещении должна быть низкой и не изменчивой. Операции связанные с лакированием выделяют вредные для человека пары, по этому при работе следует соблюдать следующие правила: использовать респиратор и резиновые перчатки, не курить и не держать открытого огня на рабочем месте, без нужды не держать лакокрасочные материалы открытыми и следить за исправностью вентиляции.
Правила техники безопасности при работе с ручным инструментом.
Работать нужно заточенным инструментом. Ручки инструмента не должны быть расколоты, иметь задирав и заусенец. Хранить инструмент нужно в специально отведённых для них шкафчиках или чехлах.
При работе ножом, стамеской, долото нельзя резать на себя, с упором в грудь, на весу, держать деталь на коленях. Так же нельзя работать на краю стола, инструмент или заготовка может сорваться со стола и можно получить травму. При сверлении сверло не должно быть с трещинами и иными дефектами. Под засверливаемую заготовку не обходимо подкладывать брусок, чтобы сверлом не испортить верстак. При сверлении коловоротом ручку нажимной головки нужно держать левой рукой, а правой вращать ручку. Глубокое сквозное отверстие сверлят с двух сторон детали.
Производительность деревообрабатывающих станков.
Фуговальный станок СФ-6.
Асм = Т×U×ηм×ηр = 8×60×10×80×0,9 = 45449 м/шт.
L×m×C 1,901×2×2
Рейсмусовый станок СР-6-6.
Асм = Т×ηм×ηр×m×ηn = 8×60×0,9×0,9×1×0,98 = 200,43 м/см
L 1,901
Круглопильный станок Ц-6.
Для продольного:
Асм = Тсм×U×ηм×ηр = 480×0,6×0,9×24 = 6220,8 м/cм
Ашт = __ Асм___= _6220,8_ = 1636 шт/см ;
L(mз+mд) 1,901(2)
U= UzZn.=0,2×400×3000 = 24
1000 1000
Для поперечного:
Ашт = Тсм×ηм×ηр×ņ = 480×0,6×0,9×99,6 =12908,16 шт/см
mз×mд 2
Фрезерный станок Ф-4.
U= UzZņ. = 0,2×4×6000 = 3,2 ; Ашт = Тсм×U×ηм×ηр = 480 шт/см
1000 1000 L
Сверлильно-долбёжный СВПА-2.
Асм = Тсм×ηр = 480×0,85 = 408 см
Тц 1
Ленточно-шлифовальный ЛС-80.
Ашт = Тсм×ηм×ηр = 480×0,6×0,9 = 259,2 шт/см
Тшт 1
Расчёт расхода материалов.
Расчёт древесины:
коробка 1) 0,12×0,06×1,901×2=0,03 м³
2) 0,12×0,06×1,52×2=0,022 м³
горизонтальный импост 0,12×0,05×1,5=0,01 м³
фрамуги 2-е 3) 0,044×0,056×1,424×4=0,016 м³
4) 0,044×0,056×0,602×4=0,006 м³
оконные рамы 5) 0,056×0,044×1,171×4=0,012 м³
без форточек 2-е 6) 0,056×0,044×0,712×4=0,007 м³
оконные рамы с 7) 0,056×0,044×1,171×4=0,012 м³
форточками 2-е 8) 0,056×0,044×0,712×4=0,007 м³
форточки 2-е 9) 0,025×0,04×0,62×4=0,003 м³
10) 0,025×0,04×0,38×4=0,002 м³
нащельные планки 2-е 0,03×0,015×1,171×2=0,0002 м³
отливы 11) 0,04×0,015×1,52=0,001 м³
12) 0,04×0,015×0,712×2=0,001 м³
Всего древесины: 0,13 м³
Расчёт стекла:
на рамы без форточек 0,6×1,035×2=1,242 м²
на рамы с форточками 0,6×0,675×2=0,81 м²
на форточки 0,54×0,3×2=0,324 м²
на фрамуги 0,49×1,312×2=1,29 м²
Всего стекла: 3,7 м²
Расчёт клея:
УК-1
Sە=120 мм.
0,12×0,12×2×4×3×0,18=0,06 кг.
Sە=44 мм.
0,044×0,044×2×24×3×0,18=0,05 кг.
Sە=25 мм.
0,025×0,025×2×8×3×0,18=0,005 кг.
УС-1
Sە=32 мм.
0,026×0,032×2×2×3×0,18=0,002 кг.
Всего клея: 150 гр.
Расчёт лака:
(((0,044×1,901)×2)+(0,032×1,901)+((0,048×1,901×2)+
+(0,012×1,901))×3×0,11×2=0,284 кг.
(((0,044×1,52)×2 )+(0,032×1,52)+((0,048×1,52)×2)+(0,012×1,52))×
×3×0,11×2=0,227 кг.
((0,056×1,171)+(0,044×1,171)+(0,035×1,171)+(0,009×1,171)+
+(0,046×1,171))×3×0,11×2=0,144 кг.
((0,056×0,712)+(0,044×0,712)+(0,035×0,712)+(0,009×0,712)+
+(0,046×0,712))×3×0,11×2=0,132 кг.
(((0,046×1,171)×2)+(0,044×1,171)+((0,01×1,171×2)+
+(0,009×1,171)+(0,025×1,171))×3×0,11×2=0,145 кг.
(((0,046×0,712)×2)+(0,044×0,712)+((0,01×0,712×2)+
+(0,009×0,712)+(0,025×0,712))×3×0,11×2=0,087 кг.
((0,056×1,424)+(0,044×1,424)+(0,035×1,424)+(0,046×1,424)+
+(0,009×1,424))×3×0,11×2=0,176 кг.
((0,056×0,602)+(0,044×0,602)+(0,035×0,602)+(0,046×0,602)+
+(0,009×0,602))×3×0,11×2=0,085 кг.
((0,025×0,62)+((0,008×0,62)×3)+(0,009×0,62)+((0,032×0,62)×2)×
×3×0,11×2=0,048 кг.
((0,025×0,38)+((0,008×0,38)×3)+(0,009×0,38)+((0,032×0,38)×2)×
×3×0,11×2=0,029 кг.
(((0,04×1,52)×2)+(0,01×1,52))×3×0,11=0,044 кг.
(((0,04×0,712)×2)+(0,01×0,712))×2×3×0,11=0,043 кг.
(((0,015×1,171)×2)+(0,03×1,171))×3×0,11=0,023 кг.
Всего лака: 1,5 кг.
Фурнитура:
Петли: оконные, накладные 8шт.; петли форточные накладные 4шт.
Шурупы: 56 шурупов 40×5мм. с Æ головки 8мм. и 28 шурупов 20×4мм. с Æ головки 6мм.
Ручки скобы: РС-80 2шт.
Шпингалет задвижной: 4шт.
Гвозди: 8шт. 120мм. ; 40шт. 25мм.
Завёртка форточная: 2шт.
Расчёт шиповых соединений.
УК-1 Открытый сквозной одинарный шип.
Sە= 120 мм
Sە=0,4×Sە Sz=48 мм.
Sە=0,5×(Sە-S) Sz=36 мм.
Sە=44мм. Sە=25мм.
S=18мм. S=11мм.
Sz=13мм. Sz=7мм.
УС-1 Одинарный не сквозной шип.
S=0,2×Sە ; Sz=0,5×(Sە-S)
L=(0,3…0,8)×Sە
Sە=120мм
S=24мм; Sz=48мм.; L=36мм.
Sە=44мм.
Sە=10мм.; Sz=17мм.; L=35мм.
Спецификация деталей на изготовление оконного блока.
(материал – сосна I-II сорта)
| Детали | коли- чество шт. | Размеры, мм. | ||
| длина | ширина | толщина | ||
| Бруски коробки: 1) вертикальный 2) горизонтальный | 2 2 | 1901 1520 | 120 120 | 60 60 |
| 8) Импост горизонтальный | 1 | 1500 | 120 | 60 |
| Бруски фрамуг: 4) вертикальный 3) горизонтальный | 4 4 | 602 1424 | 56 56 | 44 44 |
| Бруски створок: 5) вертикальный 6) горизонтальный 7) вертикальный с гнездом | 2 4 2 |
1171 712 1171 | 56 56 56 | 44 44 44 |
| 13) Горбыльки створок | 2 | 712 | 30 | 44 |
| Бруски форточек: 10) вертикальный 9) горизонтальный | 4 4 | 380 620 | 40 40 | 25 25 |
| Отливы нижних брусков 11) фрамуги 12) створок | 1 2 | 1424 712 | 40 40 | 15 15 |
| 14) Нащельные планки | 2 | 1171 | 30 | 15 |
Крейндлин Л. Н. «Столярные работы».
Крейндлин Л. Н. «Плотничные работы».
Григориев М.А. «Материаловедение для столяров и плотников».
Курдюков Е.Г. «Столярные и плотничные работы».
Автоматизация производства.
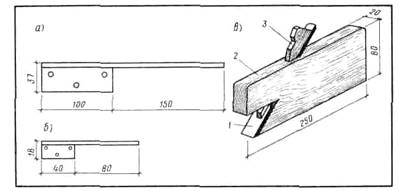
Полуавтоматическая линия ПЛДО, или агрегат повторной обработки, состоит из участка сборки 1, оснащённого универсальной (гидравлической или пневматической) ваймой. Агрегат продольной обработки 2 включает в себя два (верхний и нижний) строгальных ножевых вала, расположенных под углом 60-70° к обрабатываему изделию, и две фрезерные головки, установленные друг от друга на ширину чистого изделия. Ножевые горизонтальные валы снимают провесы по толщине, а фрезерные головки – излишние размеры по ширине изделия. Створка проходя по конвейеру, замыкает концевой выключатель и, изменения направления движения под углом 90°, поступает на агрегат поперечной обработки 3. Он состоит из двух ферм, несущих самостоятельно на упорах детали к фрезерным головкам, обрабатывающими оконные створки. На конвейере ручных операций 4 производится постановка форточек, навешивание переплётов на петли, а так же установка отливов и нащельных планок. Качество обработки кромок гарантируется в пределах технических требований; отклонение по длине и ширине ±1мм, а по толщине ±2мм.
На лини ПЛДО можно достигнуть производительности труда при изготовлении оконных створок в 3-8 раз.
![]()
![]()
![]()
 3 4
3 4
![]()

 1 2
1 2
 | |||
 | |||

Похожие работы
... превышать суточного расхода. Хранить их нужно только в специальной плотно закрываемой металлической таре, которая после окончания работы ставится в запираемые металлические ящики или шкафы.Изготовление и сборка оконных блоков Окна деревянные и балконные двери для жилых и общественных зданий (ГОСТ 11214—65) подразделяются на две серии: С — со спаренными оконными переплётами и дверными ...
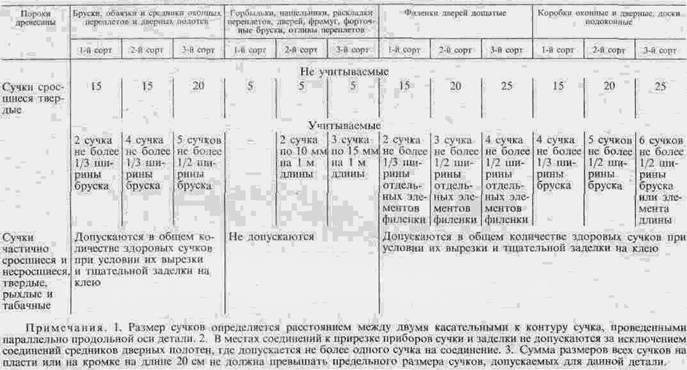
... 18 Реечные щиты щитовых дверей, филенки дощатые......................................................................... 9 Шканты и нагели ....................................................................................................................................... 7 Оконные створки, фрамуги, форточки, коробки и рамки каркаса дверей из лиственных пород изготовляют из брусков одной ...
... металл, который защищает другие материалы от атмосферных воздействий. Видим, что существует много видов комбинированных окон. И если деревянно-алюминиевые окна уже заняли нишу на рынке, то комбинированные окна "дерево-пластик-металл" еще являются экспериментальными окнами, в конструкциях которых еще ищутся оптимальные, конструктивные решения. 12. Накладные окна Накладное окно является ...
... финансового раздела бизнес-плана исходить из того, что определение средств, необходимых для финансового развития предприятия, предполагает оценку этого плана как инвестиционного проекта. Это означает, что предусмотренные бизнес-планом затраты предприятия должны быть обоснованы их экономической эффективностью. Прогноз финансовых результатов только тогда будет достоверным, когда достоверны ...
0 комментариев