Навигация
Типы производсТип производства (ГОСТ 14.004-74) определяет построение и степень детализации разработки технологических процессов
49315
знаков
3
таблицы
6
изображений
1.5 Типы производсТип производства (ГОСТ 14.004-74) определяет построение и степень детализации разработки технологических процессов.
Тип производства - классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпускаемых изделий. Различают типы производства: единичное, серийное и массовое. Одной из основных характеристик типа производства является коэффициент закрепления операций.
Коэффициент закрепления операций - отношение числа всех различных технологических операций, выполняемых или подлежащих выполнению в течение месяца, к числу рабочих мест.
Единичное производство - производство, характеризуемое широкой номенклатурой изготовляемых изделий и малым объемом выпуска изделий.
Серийное производство - производство, характеризуемое ограниченной номенклатурой изделий, изготовляемых или ремонтируемых периодически повторяющимися партиями и сравнительно большим объемом выпуска. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство. Коэффициент закрепления операций в соответствии с ГОСТ 3.1108-74 принимают равным:
-для мелкосерийного производства - свыше 20 до 40 включительно;
- для среднесерийного производства - свыше 10 до 20 включительно;
- для крупносерийного производства - свыше 1 до 10 включительно.
Массовое производство - производство, характеризуемое узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых в течение продолжительного времени. Коэффициент закрепления операций в соответствии с ГОСТ 3.1108-74 для массового производства принимают равным 1.
Вид производства - классификационная категория производства, выделяемая по признаку применяемого метода изготовления детали. Примерами видов производства являются литейное, сварочное и т.д.
1.6. Виды технологических проце ГОСТ 14.302-73 устанавливает два вида технологических процессов: единичный и типовой. Вид технологического процесса определяется количеством изделий, охватываемых процессом (одно изделие, группы однотипных или разнотипных изделий).
Единичный технологический процесс применяется для изготовления изделий одного наименования, типоразмера и исполнения независимого от типа производства.
Типовой технологический процесс применяется:
а) как информационная основа при разработке рабочего технологического процесса;
б) как рабочий технологический процесс при наличии всей необходимой информации для изготовления детали, база для разработки стандарта на типовые технологические процессы.
Каждый вид технологических процессов характеризуется следующими признаками:
а) основным назначением процесса:
-рабочий,
-перспективный;
б) степенью детализации содержания процесса:
-маршрутный,
-операционный,
-маршрутно-операционный.
Рабочий технологический процесс применяется для изготовления конкретного изделия в соответствии с требованиями рабочей технической документации.
Перспективный технологический процесс разрабатывается как информационная основа для для разработки рабочих технологических процессов при техническом и организационным перевооружении производства. Рассчитан на применение более совершенных способов обработки, более производительных и экономически эффективных средств технологического оснащения и изменения принципов организации производства.
ГОСТ 3.1109-73 устанавливает следующие наименования технологических процессов.
Проектный технологический процесс - технологический процесс, выполняемый по предварительному проекту технологической документации.
Рабочий технологический процесс - технологический процесс, выполняемый по рабочей технологической и (или) конструкторской документации.
Единичный технологический процесс - технологический процесс, относящийся к изделиям одного наименования, типоразмера и исполнения, независимо от типа производства.
Типовой технологический процесс - технологический процесс, характеризуемый единством содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструктивными признаками.
Стандартный технологический процесс - технологический процесс, установленный стандартом.
Временный технологический процесс - технологический процесс, применяемый на предриятии в течении ограниченного периода времени из-за отсутствия надлежащего оборудования или в связи с аварией до замены на более современный.
Перспективный технологический процесс - технологический процесс, соответствующий современным достижениям науки и техники, методы и средства осуществления которого полностью или частично предстоит освоить на предприятии.
Маршрутный технологический процесс - технологический процесс, выполняемый по документации, в которой содержание операций излагается без указания переходов и режимов обработки.
Операционный технологический процесс - технологический процесс, выполняемый по документации, в которой содержание операций излагается с указанием переходов и режимов обработки.
Машинно-операционный технологический процесс - технологический процесс, выполняемый по документации, в которой содержание отдельных операций излагается безуказаний переходов и режимов обработки.
1.7 Основные методы организации технологических процесФорма организации технологических процессов изготовления изделия зависит от установленного порядка выполнения операций технологического процесса, расположения технологического оборудования, количества изделий и направления их движения в процессе изготовления.
ГОСТ 14.312-74 устанавливает две формы организации технологических процессов:
- групповая;
- поточная.
Групповая форма организации технологических процессов характеризуется однородностью конструктивно-технологических признаков изделий, единством средств технологического оснащения одной или нескольких технологических операций и специализации рабочих мест.
Поточная форма организации технологических процессов характеризуется:
-специализацией каждого рабочего места на определенной операции;
-согласованным и ритмичным выполнением всех операций технологического процесса на основе постоянства такта выпуска;
-размещением рабочих мест в последовательности, строго соответствующей технологическому процессу.
Факторы, определяющие форму организации технологического процесса, и соответсвующие ей характеристики следует выбирать в следующем порядке:
-определяют виды изделий;
-группируют изделия по общности конструкторско-технологических признаков;
-устанавливают тип производства изделий и их составных частей;
-учитывают программу выпуска каждого изделия и календарные сроки их выпуска;
-определяют длительность производственных процессов и наладок технологического оборудования;
-определяют потребное количество оборудования и коэффициенты его загрузки;
-определяют показатель относительной трудоемкости.
Основой при групповой форме организации технологических процессов является группирование изделий по конструктивно-технологическим признакам.
Группы изделий для обработки в определенном структурном подразделении (цехе, участке и т.д.) устанавливаются с учетом трудоемкости обработки и объема выпуска.
По результатам анализа классификационных групп изделий и показателей относительной трудоемкости следует устанавливать профиль специализации каждого структурного подразделения (цеха, участка и т.д.), отбирать и закреплять изделия за подразделениями.
Поточную форму организации технологических процессов в зависимости от номенклатуры одновременно обрабатываемых изделий подразделяют на:
-однономенклатурную поточную линию;
-многономенклатурную поточную линию.
Однономенклатурная поточная линия характеризуется обработкой изделия одного наименования по закрепленному технологическому процессу в течение длительного периода времени.
Однономенклатурную поточную линию в зависимости от количества одновременно обрабатываемых объектов одного наименования подразделяют на:
-однопоточную,
-многопоточную.
Однопоточная линия характеризуется обработкой на каждой операции одного объекта одного наименования.
Многопоточная линия характеризуется одновременной обработкой на каждой операции двух и более объектов одного наименования, причем выполнение операций дублируется для каждого объекта.
Многономенклатурная поточная линия характеризуется последовательной обработкой групп изделий двух и более наименований по типовому технологическому процессу.
В зависимости от характера движения изделий по операциям различают поточные линии:
-прерывные;
-непрерывные.
1.8.Понятие о качестве приборов.
Общие положения.
Согласно ГОСТу 15.467-70 под качеством приборов понимается совокупность свойств продукции (прибора), обуславливающих их пригодность удовлетворять определенные потребности в соответствии с ее назначением.
Свойство прибора - это объективная особенность продукции приборостроительного производства, проявляющаяся при ее создании и эксплуатации. К свойствам приборов можно отнести точность, стабильность, экономичность, надежность работы изделия и др.
Количественной характеристикой свойств приборов, входящих в состав ее качества (применительно к определенным условиям ее создания и эксплуатации) является показатель качества приборов.
Единичный показатель качества - это показатель качества прибора, относящийся только к одному из его свойств. Например, единичным показателем качества усилителей низкой частоты будут: коэффициент нелинейных искажений, выраженный в процентах; неравномерность частотной характеристики и динамический диапазон, выраженные в децибелах и др.
Комплексным показателем качества продукции называется такой показатель качества продукции, который относится к нескольким ее свойствам. С помощью данного показателя можно в целом охарактеризовать качество того или иного прибора. Разновидностью комплексного показателя качества, позволяющего с экономической точки зрения определить оптимальную совокупность свойств изделия, является интегральный показатель качества. Это комплексный показатель качества, который отражает соотношение суммарного полезного эффекта от эксплуатации и суммарных затрат на создание и эксплуатацию прибора.
Для определения относительной характеристики качества прибора используют базовый показатель качества, принятый за исходный при сравнительных оценках качества.
Относительной характеристикой качества продукции основанной на сравнении совокупности показателей ее качества с соответствующей совокупностью базовых показателей, является уровень качества приборов.
Основные группы показателей качества.
Качество продукции не является результатом только производственного процесса, оно формируется на всех этапах создания и потребления изделия - проектирования, изготовления и эксплуатации.
Поскольку качество рассматривается как степень соответствия свойств изделия требованиям потребителя, то она определяется на всех этапах, где учитываются нужды потребителя, определяются и реализуются свойства изделия.
В настоящее время показатели качества рекомендуется классифицировать по следующим восьми группам:
1.Показатели назначения , которые определяют полезный эффект от использования прибора по назначению и область его применения. К ним относятся показатели, используемые для классификации по назначению характеризующие конструкцию прибора, его техническое совершенство, состав, структуру, транспортабельность (например, точность, коэффициент нелинейных искажений, динамический диапазон, полоса воспроизводимых частот, выходная мощность, к.п.д., масса, габаритные размеры и т.п.).
2.Показатели надежности и долговечности, которые характеризуют безотказность, ремонтопригодность, сохраняемость и долговечность прибора определяется ГОСТ 133777-75.
3.Показатели технологичности, характеризующие эффективность конструктивно-технологических решений для обеспечения высокой производительности труда при изготовлении и ремонте прибора. К этим показателям относятся: коэффициент сборности изделий, коэффициент рационального использования материалов, а также удельные показатели трудоемкости производства. Термины и определения технологичности конструкции приводятся в ГОСТ 18831-73.
4.Эргономические показатели, характеризующие систему «человек-изделие-среда». Для многих приборов такие показатели являются одними из основных.
Эргономические показатели можно классифицировать на:
а) гигиенические показатели (уровни оснащенности, температуры, влажности, давления, напряженности магнитного и электрического полей, запыленности, излучения, шума, вибрации и перегрузки);
б) антропометрические показатели (соответствие конструкции изделия размерам тела человека и его отдельных частей, распределение веса человека);
в) физиологические и психофизиологические показатели (соответствие конструкции изделия силовым возможностям человека, скоростным возможностям, зрительным, психофизиологическим, слуховым и осязательным);
г) психологические показатели (соответствие изделия возможностям восприятия и переработки информации, закрепляемым и вновь формируемым навыкам человека при пользовании изделием.
5.Эстетические показатели, характеризующие художественность, выразительность и оригинальность формы изделия, гармоничность и целостность конструкции изделия среде и стилю, цветовое и декоративное решение изделия, художественное решение упаковки и т.п.
Основной закон художественного конструирования можно сформулировать следующим образом: неразрывная связь функции, конструкции и формы, или иначе единство функционального, конструктивного и эстетического.
6.Показатели стандартизации и унификации характеризуют степень использования в конкретном изделии стандартизированных деталей, сборочных единиц, блоков и уровень унификации составных частей изделия. Для его оценки используются такие характеристики, как коэффициент унификации, коэффициент применяемости, коэффициент повторяемости и др.
7.Патентно-правовые показатели, характеризующие степень патентной защиты и патентной чистоты изделий.
При определении данных показателей, учитываются наличие в изделии отечественных изобретений, защищаемых авторскими свидетельствами СССР и патентами за рубежом и наличии регистрации промышленного образца и товарного в СССР и странах предполагаемого экспорта. Для более объективного определения патентно-правовых показателей следует учитывать неравноценный технико-экономический эффект от внедрения этих изобретений, степень и время известности технических решений, заложенных в изделии; значимость нарушаемых патентов для изделия в целом.
8.Экономические показатели характеризуют затраты на проведение научно-технических и опытно-конструкторских работ, связанных с разработкой данного изделия, а также экономическую эффективность эксплуатации.
Это особый вид показателей, оценивающих ремонтопригодность продукции, ее технологичность, уровень стандартизации и унификации и патентную чистоту.
9. Точность – это степень соответствия изготовленого параметра изделия заданному параметру. Различают заданную, полученную и ожидаемую точность. Также различают способы получения требуемой точности: 1 – последовательного получения на заготовке заданной точности, 2- автоматического получения заданной точности.
Понятие о качестве поверхности.
Эксплуатационные характеристики деталей (износостойкость, стойкость против коррозии, прочность, величина сил трения и др.) в значительной степени зависят от качества поверхности.
Под качеством поверхности деталей понимают физико-механическое и геометрическое состояние поверхности.
С физико-механической точки зрения качество поверхности определяют отклонение физических и механических свойств поверхностного слоя металла от его свойств в середине детали. При каждом методе обработки происходит изменение поверхностного слоя. Так при резании возникают структуры, микротвердости (степень и глубина наклепа), возникают остаточные напряжения.
В процессе резания происходит пластическое деформирование слоя металла и изменение структуры. Металл в результате пластического деформирования становится упрочненным: увеличивается прочность и появляются остаточные напряжения.
Степень упрочнения и глубина упрочненного слоя зависят от метода обработки, режима резания, геометрии состояния (остроты) рабочей кромки инструмента и свойств исходного металла, скорости резания.
Степень упрочнения и глубину упрочненного слоя обработанной поверхности определяют путем измерения микротвердости на поверхности среза прибором ПМТ-3.
Данные измерения показывают, что при всех методах механической обработки в поверхностном слое возникает упрочнение:
| Метод обработки | Степень упрочнения пов-ти *100 % , середин. среднее значение | Глубина упрочненного слоя,,мкм |
| Сверление и зеикерование | 160-170 | 80-200 |
| Развертывание | --- | до 300 |
| Потягивание | 150-200 | 20-75 |
| Зубофрез. и зубодолб. | 160-200 | 120-150 |
| Фрезирован.торцев | 140-160 | 40-100 |
| Фрезирован.цилиндрич. | 120-140 | 40-80 |
| Точение | 140-180 | 20-60 |
| Шлифование круглое Углеродистой.стали: а) закаленной б) незакаленной | 125-130 140-160 | 20-40 30-60 |
| Шлифование плоское | 150 | 16-35 |
| Притирка пастами ГОИ | 112-117 | 3-7 |
Знак остаточных напряжений зависит от режима и метода обработки. Так при обтачивании с малой скоростью в поверхностном слое возникают сжимающие напряжения, а при больших скоростях растягивающие. При выборе режимов резания следует учитывать, что остаточные напряжения сжатия в поверхностном слое увеличивают усталостную прочность, растяжение - снижают. Внутренние напряжения могут с течением времени приводить к изменению формы детали. При горячей обработке (горячая штамповка, литье, прокатка) поверхностный слой обезуглероживается на глубину 50-200 мк, у холоднотянутой калиброванной стали наблюдается частичное обезуглероживание до 70 мк. Обезуглероживание поверхностного слоя имеет место и при резании, когда возникают значительные температуры (например, шлифование).
С геометрической точки зрения качество поверхности оценивается следующими параметрами:
- макронеровностью,
- волнистостью,
- микронеровностью (шероховатостью).
Под макронеровностью понимают единичные, неповторяющиеся регулярно отклонения поверхности от номинальной формы с малой высотой и очень большим числом (для цилиндрических деталей- овальность сечения, криволинейность, огранка, конусность, бочкообразность, выгнутость и т.д.).
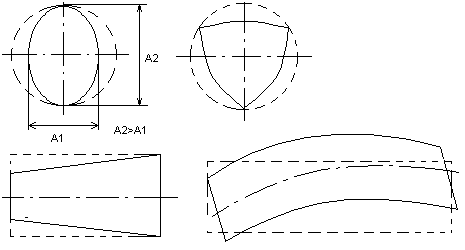
Волнистость - периодическое чередование выступов и впадин, вызванные неравномерностью процесса резания (вибрацией).
Микронеровность (шероховатость) - действительное состояние поверхности на малом ее участке (1 кв.мм).
Пример: микронеровность и волнистость поверхности.
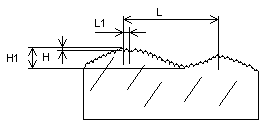
Критерий:
Lнб/Ннб >1000 макронеровность,
L1/Н1 = 50...100 -волнистость,
Lнм/Ннм Vкр нарост не успевает образовываться и почти не удерживается на резце.
Влияние установки инструмента относительно оси вращения.
Вершина резца должна устанавливаться на оси вращения, при другом положении вершины резца увеличиваются силы резания, и ухудшается поверхность образца.
Качество поверхности устанавливается на основе ГОСТ 2789-73.
Количественно оно определяется одним из следующих параметров:
а) средним арифметическим отклонением Rа=100..0.08 мкм
б) высотой неровностей Rz=1600..0.025 мкм
Rмах=1600..0.025 мкм
S=12.5..0.002 мкм
Sn=12.5..0.002 мкм
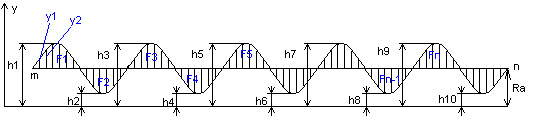
средним арифметическим отклонением профиля Rа называется среднее арифметическое расстояний (Y1,Y2,Y3,...,Yn) точек измеренного профиля до его средней линии m-m (рис.).
Средняя линия m-m делит измеренный профиль таким образом, что в пределах базовой длины L сумма квадратов расстояний (Y1,Y2,Y3,...,Yn) точек профиля до этой линии минимальна. При определении положения средней линии допускается следующее условие: в пределах базовой длины L площади по обеим сторонам линии m-m до линии профиля равны между собой
F1+F3+...+Fn-1=F2+F4+...+Fn
Среднее арифметическое отклонения профиля Rа до средний линии суммируется без учета алгебраического знака
n
Rа=(еYi)/n
i=1
Высота неровностей Rz - это среднее расстояние между находящимися в пределах базовой длины L пятью высшими точками выступов и пятью низшими точками впадин, измеренное от линии, || -ой средней линии m-m (рис.).
Rz=(h1+h3+...+h9)+(h2+h4+...+h10)
5
Стандартом
установлено
14 классов чистоты
поверхности.
Самый грубый
класс чистоты
1й класс - 1,
самый высококачественный
– Ra=0,003 мкм. Шероховатость
грубее 1го класса
обозначается
знаком ,
над которым
указывается
высота неровностей
в миикронах.
Для 1го класса
Rz=300 мкм и Rа=80 мкм;
для 14го класса
Rz=0.05 мкм и Rа=0.01 мкм.
ГОСТом определяются
величины для
оценки микронеровностей
(класса чистоты),
так 6-12 классов
определяются
по Rа, а 1-5 и 13-14 по Rz.
Это объясняется
тем, что при
определении
чистоты пользуются
различными
приборами,
дающими в зависимости
от измеряемых
величин различную
погрешность.
Приборы позволяют
записать в
увеличенном
масштабе профиль
поверхности
- профилограмму
поверхности.
Для определения
микронеровностей
применяют
контактные
приборы
(оптико-механические
профилографы,
электродинамические,
пьезоэлектрические
и индуктивные
профилографы)
и бесконтактные
(интерференционные,
двойные, микроскопы,
микроскопы
сравнения)
приборы.
,
над которым
указывается
высота неровностей
в миикронах.
Для 1го класса
Rz=300 мкм и Rа=80 мкм;
для 14го класса
Rz=0.05 мкм и Rа=0.01 мкм.
ГОСТом определяются
величины для
оценки микронеровностей
(класса чистоты),
так 6-12 классов
определяются
по Rа, а 1-5 и 13-14 по Rz.
Это объясняется
тем, что при
определении
чистоты пользуются
различными
приборами,
дающими в зависимости
от измеряемых
величин различную
погрешность.
Приборы позволяют
записать в
увеличенном
масштабе профиль
поверхности
- профилограмму
поверхности.
Для определения
микронеровностей
применяют
контактные
приборы
(оптико-механические
профилографы,
электродинамические,
пьезоэлектрические
и индуктивные
профилографы)
и бесконтактные
(интерференционные,
двойные, микроскопы,
микроскопы
сравнения)
приборы.
При проектировании технологических процессов следует пользоваться соответствующими материалами, в которых указан класс чистоты поверхности в зависимости от служебного назначения детали, и данными о том, какая чистота поверхности может быть получена при применении того или иного вида и режима обработки.
Похожие работы



... удельный вес, всего 5-7% (ГПС распространены в Японии, США, Швеции и др.) Основным конструктивным элементом ГПС является ГПМ - гибкий производственный модуль - единица технолог. Оборудования, функционирующая автоматически, обладающая свойством автоматизированной переналадки и имеющая возможность встраивания в ГПС. Разновидностью ГПМ является РТК - роботизированный технологический комплекс ( ...

... . Во второй период жизненного цикла включается освоение изделия в промышленном производстве (ОСП). Практика показывает, что на этой стадии возникают и конструкторские изменения, и изменения в технологических процессах, и изменения уровня оснащенности производства специальными видами оснастки и оборудования. Точное соблюдение технологического процесса – одно из важнейших организационных условий ...
... средств является неприемлемой, т.к. жёсткая конкуренция на рынке транспортных услуг требует сокращения времени технического обслуживания до минимума. Скорость и надёжность проверки, во многом зависит от «человеческого фактора». Поэтому проверка функционирования системы улучшения устойчивости самолёта является довольно длительным, трудоёмким процессом, что приводит к лишним затратам труда и ...


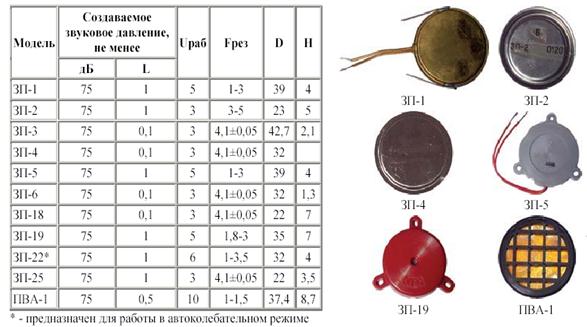
... Звукоизлучатель. Выберем для нашей схемы модель ЗП-2. Рисунок 7. Звукоизлучатель [1] 8.Выключатель. Выберем кнопочный выключатель PBS-10B. Рисунок 8. Выключатель [6] 2.1.2 Выбор технологии изготовления, сборки и монтажа Увеличение плотности печатного монтажа, тенденция к автоматизации технологических процессов изготовления печатных плат, необходимость уменьшения трудоемкости и ...
0 комментариев