(мини-сообщение; составил Павел Паркалаба)
В конце 60-х гг. девятнадцатого века американский электромеханик Илайю Томсон (1853—1937) впервые осуществил электрическую сварку металлов. Через две металлические детали, соприкасающиеся в месте, подлежащем сварке, пропускался ток большой силы. Электрическое сопротивление контакта деталей было очень велико, и выделялось так много тепла, что металл плавился, и детали прочно соединялись.
Чтобы применить изобретение Томсона на практике, потребовалось значительно усовершенствовать оборудование и технологию процесса. Большой вклад в этой области внесли русские инженеры Николай Николаевич Бендардос (1842—1905) и Николай Гаврилович Славянов (1854—1897).
В 1882 г. Бенардос создал устройство для дуговой электрической сварки. Своё изобретение он назвал «Электрогефест». Электрическая дуга возникала между свариваемым металлом и угольным электродом, закреплённым в рукоятке. Уголь не приваривается к металлу, поэтому сварка могла осуществляться непрерывно. В 1887-1888 гг. способ дуговой сварки Бенардоса впервые применили в паровозных мастерских Воронежа и Рославля, а вскоре он получил широкое применение за рубежом.
Иной метод сварки предложил Н.Г. Славянов, работавший на Пермских пушечных заводах в селе Мотовилиха. Электрод был металлическим, при горении дуги плавился и заливал сварной шов.
«Плавильник» Славянов использовали на Пермских заводах при ремонте крупного вала паровой машины (1888 г.), а также при постройке большого буксирного парохода «Редедя князь Касожский» (1889 г.). В дальнейшем способ, изобретённый Н. Г. Славяновым, получил название метода горячей сварки.
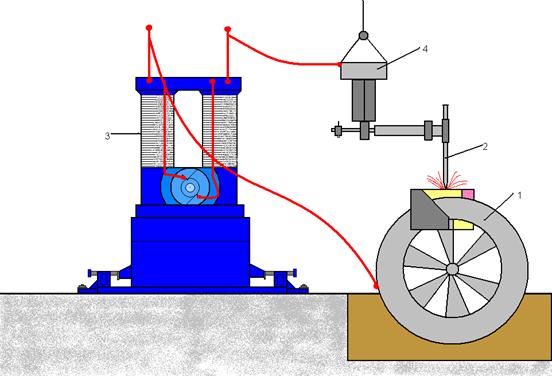
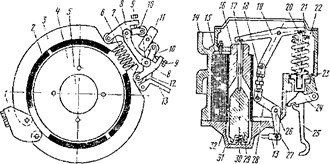
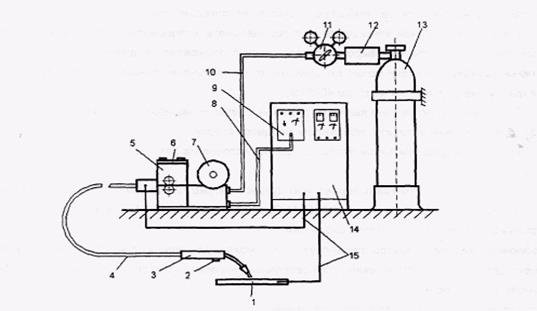
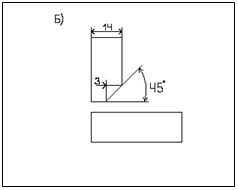
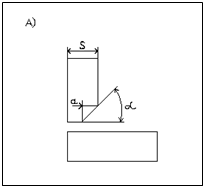
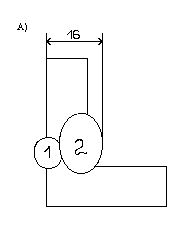
Сварочная установка Славянова.
Деталь (1) и металлический электрод (2) соединены с генератором тока (3). Устройство автоматической регулировки зазора между концами электродов (4) поддерживает непрерывное горение дуги.
Похожие работы
... , при обработке металлов давлением. Экспериментальные исследования процессов пластической деформации металла в зоне формирования соединения при контактной точечной сварке по этой методике проводятся на натурных образцах с предварительно нанесенной координатной сеткой, технология изготовления которых предложена и описана в работе [128]. При исследованиях пластических деформаций в плоскостях ...


... деталях маленького размера, изготавливать детали художественного назначения. В качестве примера, использование полуавтоматической сварки в CO2 можно рассмотреть сварку такой детали, как фланец, которая также входит в состав конструкции трамвайных вагонов. 4 Ремонт барабанно-колодочных тормозов вагона Т3 1.Строение и назначение барабанно-колодочных тормозов вагона Т3 Строение ...
... 3.4 Выбор и обоснование сварочного оборудования Сварочные полуавтоматы совместно с источником питания должны обеспечивать устойчивое течение и поддержание заданных режимов в процессе сварки. На основании расчетных данных для сварки формы для отливки шпал выбираем полуавтомат Kempact MIG 2530 , который предназначен для сварки сплошной проволокой в среде защитного газа стыковых, нахлесточных и ...
... коэффициент расхода электродов, учитывающий потери электрода на угар, разбрызгивание, огарки. Этот коэффициент в зависимости от марки электрода, типа электрододержателя, технологии и условий сварки ориентировочно равен 1,35-1,45. Gэ=8,5x160x1,57=2,14кг, с учётом потерь расход электродов равен Gн=Gэ · 1,1; Gн=2,14·1,1=2,35кг. Расход электроэнергии определяем по формуле: А=Ау·Gэ, Тогда А=7·Gн; ...
0 комментариев