Вывода. Если запрограммировать микросхему только на вывод, то нет
Отверстия диаметром 2.3, 4.2 и 5.9 мм для диода VD1, "жала" элек-
Семисегментных светодиодных матриц D1...D7 (АЛС324А) [16], вклю-
Выводов, а импортный 12 и мы определили цоколевку GA56-21GWA
Для сборки монтажной печатной схемы использовали только эле-
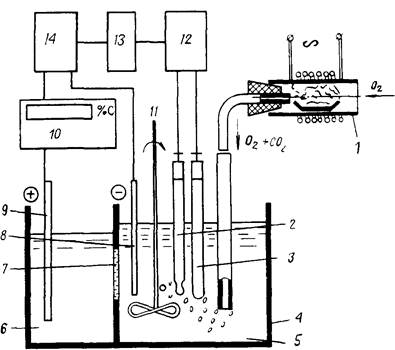
Температура внутри Температура в месте взве-
Навигация
Выводов, а импортный 12 и мы определили цоколевку GA56-21GWA
Аналитические весы
68911
знаков
0
таблиц
0
изображений
14 выводов, а импортный 12 и мы определили цоколевку GA56-21GWA
методом подбора, подавая поочередно питание в 5 В, через резистр
600 Ом для защиты чипа от токовой перегрузки, на различные пары
выводов и отслеживая загорание ее сегментов. Определенная нами
цоколевка представлена на рис. 17.
Кроме достижения высокой четкости, контрастности, яркости и
однородности свечения цифр, мы получили дополнительную возможность
обозначения выполняемой в данный момент ОЭВМ КР1816ВЕ51 команды
пользователя, так как микросхема позволяет отображать верхнюю и
нижнюю точку двоеточия отдельно. Таким образом каждая из точек бу-
дет соответствовать одному из возможных режимов работы аналитических
весов: взвешивание тары "ТАРА", опрос внутренней температуры анали-
тических весов "t°C", однократное взвешивание "ОДНОКРАТНО" и много-
кратное взвешивание с усреднением результата "МНОГОКРАТНО".
Однако, вследствие особенности подключения этих индикаторов
(с общим катодом), принципиальная электрическая схема блока инди-
кации (рис. 17) изменилась, как впрочем, и протокол программного
вывода отображаемых на табло цифр. Такие изменения обусловлены изме-
нением полярности подключения: у АЛС324А - общий анод, а у
CA56-21GWA - катод. Микросхема К564ИК2 не подходит для непосред-
ственного обслуживания вывода на индикаторы CA56-21GWA, предпочти-
тельнее была бы микросхема К514, К531, К555 (ИД2, ИД18 - дешифратор
4-разрядного двоичного кода в сигналы семисегментного кода с общим
катодом [16]) или их импортные аналоги. Мы смогли найти только
микросхему КР514ИД2, недостатком которой является невозможность де-
шифрирования шести букв (A, B, C, D, E и F) гексодецимального ис-
числения, при помощи которых можно было бы выдавать на табло пояс-
няющие надписи, например, "BEC".
Усовершенствованная принципиальная электрическая схема блока
индикации представлена на рис. 17. В этой схеме двоичный код цифры,
поступающий с выводов P2.0 ... P2.3 ОЭВМ КР1816ВЕ51, дешифрируется
в сигналы семисегментного индикатора микросхемой D1, которые через
токоограничивающие резисторы R2 ... R8 поступают на соответствующие
входы многозначных семисегментных сборок D2 и D3. Выбор разряда сбо-
рок D1 и D2, на которую будет выдана цифра, производится с выводов
P1.1 ... P1.7 ОЭВМ. Представленная на рис. 17 схема дополнена дву-
мя сигналами управления индикацией выполняемой в данный момент опе-
рации. Так например для отображения верхней точки индикатора D2 не-
обходимо активизировать с выводов ОЭВМ состояния сигнала P1.3 и
сигнала PC7 параллельного перефирийного адаптера КР580ВВ55А, а для
индикации нижней точки - P1.4 и PC7, соответственно.
Для того, чтобы обеспечить ровное свечение всех отображаемых
на индикаторе семи цифр и четырех режимов, с точки зрения устрой-
ства глаза человека, необходимо каждую из них выдать на табло не
менее 24-х раз в секунду (то есть с частотой f = 24 Гц) . Тогда вре-
мя между двумя отображениями должно определяться по формуле
T
‑T = _____ ,
f
где: T - отрезок времени, равный секунде.
Тогда искомая величина времени составит
1000000 мкС
‑T = _____________ = 44,7 мС/Гц .
24 Гц
Поскольку на каждое переключение реле в процессе взвешивания
нам необходимо затратить 10 миллисекунд, то целесообразно програм-
мно организовать прерывания таймера T/C0 ОЭВМ КР1816ВЕ51 именно с
этой периодичностью, совместив процесс взвешивания и управления
подбором цифрового значения веса в подпрограмме обработки этого
аппаратного прерывания. Причем, в этой подпрограмме нужно будет
выдать значения двух цифр, например сразу после вхождения в под-
программу включить отображение одной цифры, выполнить включение
реле в нужной комбинации, обработать приращение таймера, включив
или выключив светодиод "Работа", затем выключить свечение первой
и выдать на индикатор вторую, завершив аппаратное прерывание.
При таком подходе нечетные цифры будут светиться время, рав-
ное времени обработки аппаратного прерывания таймера T/C0, а чет-
ные 10 миллисекунд с интервалом повторного зажжения через время
не превышающее вычисленного значения ‑T.
Завершив макетную отладку отдельных блоков аналитических
весов и убедившись в долговременной и надежной их работе мы присту-
пили к сборке их в единое изделие.
ИЗГОТОВЛЕНИЕ ПЕЧАТНЫХ МОНТАЖНЫХ СХЕМ
Современный способ сборки электрических принципиальных схем -
изготовление фиксированной основы схемы в виде совокупности провод-
ников, соединяющих выводы ее радиокомпонентов, прочно связанных с
основанием, на которое они и прикрепляются методом пайки [17]. Эта
технология называется печатным монтажом. В качестве основы печатной
монтажной схемы используют листы гетинакса или стеклотекстолита с
одно- или двухсторонним покрытием медной фольгой, выпускаемых про-
мышленностью.
Проводники ("дорожки") располагают на одной или с обеих сто-
ронах печатной платы с таким расчетом, чтобы они соединяли нужные
компоненты электрической принципиальной схемы по кратчайшим рассто-
яниям. Количество и размеры компонентов принципиальной электричес-
кой схемы определяют необходимый размер печатной монтажной платы.
Организационно, мы решили разделить принципиальную электри-
ческую схему, подлежащую переносу на печатную монтажную плоскость,
на три модуля: на модуль управления и индикации с его расположени-
ем в передней торцевой части весов, на модуль управления с установ-
кой его в заднем, хорошо проветриваемом отсеке, и устройство взве-
шивания с блоком питания - в нижней части изделия, для придания ана-
литическим весам устойчивости. Поэтому мы должны были изготовить две
печатные монтажные плоскости, предусмотрев соединение их между со-
бой и с блоком питания при помощи гибких многопроводных жгутов, а
для удобства настройки и ремонта - соединение жгутов с платами при
помощи разьемов( МРН14-1 для соединения процессорного модуля с
блоком питания и перефирийным оборудованием: устройством взвешива-
ния и датчиком подъема веса; МРН32-1 для сопряжения процессорного
модуля с модулем управления и получения питающего напряжения в 5
Вольт). Такая конструкция позволит без хлопот произвести отсоеди-
нение любого модуля для настройки или ремонта.
Процесс вычерчивания печатных монтажных плат очень сложный,
поэтому мы возложили его на имеющуюся у нас программу ORCAD для
компьютера IBM. Введя наименования всех использованных нами ком-
понентов принципиальной электрической схемы, дополнив библиотеку
описанием отсутствующих в ее составе компонентов (CA56-21GWA), объ-
явив, по определенной методике, соединения их друг с другом и дек-
ларировав требуемый размер печатной монтажной платы мы получили
ее изображение на принтере в масштабе 1:1. Правда, мы не останав-
ливаемся на том, что были предприняты значительные усилия для сни-
жения числа дорожек, переходящих с одной стороны печатной платы
на другую, так как только в условиях специализированного производ-
ства возможно коммутирование таких переходов методом металлиза-
ции [17], а нам пришлось бы делать их методом пайки.
Наша школа не располагает графопостроителем планшетного типа
и нам не удалось найти его ни в одной из организаций города для
того, чтобы автоматизировать процес рисования печатной платы. Эта
работа была выполнена нами вручную в следующей последовательности:
1) к двусторонне фольгированному листу гетинакса мы скотчем
прикрепили распечатку монтажной платы, полученную на принтере, и
дрелью просверлили отверстия в местах крепления электронных ком-
понентов или перехода дорожек с одной стороны платы на другую;
2) диаметр отверстий выбирался с таким расчетом, чтобы в них
без дополнительных усилий можно было бы вставить выводы соответст-
вующих радиодеталей принципиальной электрической схемы;
3) наждачной бумагой с мелкой зернистостью зачистили обе
стороны фольги платы от окисных пленок и заусенцев со стороны вы-
ходе сверла из нее;
4) нитрокраской, используя рейсфедер и линейку, нанесли
дорожки печатной платы, ориентируясь по просверленным заранее
отверстиям и устраняя ошибки растворителем или зачисткой при по-
мощи лезвия для безопасного бритья;
5) просушили плату и обезжирили обе ее поверхности при по-
мощи обыкновенного ластика;
6) удалили всю фольгу с поверхности гетинакса, не защищен-
ную нитрокраской, поместив плату в раствор хлорного железа ("про-
травили" [17]);
7) проверили качество травления, расделяя, при необходимос-
ти, ложные близкорасположенные и плохо протравленные цепи при помо-
щи хирургического скальпеля или острой заточки;
8) удалили защитную краску с поверхностей платы растворите-
лем и зачистили полученные дорожки наждачной бумагой;
9) облудили дорожки хорошо разогретым паяльником, предвари-
тельно обезжирив их паяльной кислотой, для защиты от коррозии и
облегчения процесса пайки к ним компонентов электрической схемы.
После этого, мы собирали схему по отдельным блокам на печат-
ной монтажной плоскости, соединяя выводы ее электронных компонен-
тов с дорожками платы методом пайки, настраивая или устраняя до-
пущенные в процессе изготовления платы ошибки (ложные цепи между
близко расположенными дорожками, восстановление пропущенных в про-
цессе рисовки дорожек при помощи проложения их тонкими гибкими про-
водниками и так далее). Пайку производили оловом с использованием
канифоли для снятия окисных пленок с выводов электронных компонен-
тов и мест пайки печатной монтажной схемы электропаяльником ЭПСН-
Похожие работы
... .) Р2=15 000*11*1=165 000 (руб.) Р3=25 000*11*3=825 000 (руб.) Р4=20 000*11*1=220 000 (руб.) Р5=20 000*11*1=220 000 (руб.) Таким образом сумма расценок на проведение анализа определения содержания влаги аналитической в угле равна: Sp = Р1+Р2+Р3+Р4+Р5 Sp = 165 000+165 000+825 000+220 000+220 000 = 1 595 000 (руб.) Премия для лаборантов и аналитиков определяется по формуле: Пр.осн = ...
... ) = q(NaOH) и c учетом аликвотной части кислоты по методике (см. 2.2.1): mн(Н2С2О4 · 2H2O) N(NaOH) · V(NaOH) ----------------------------- = -------------------------- 10 Mэ(Н2С2О4 2H2O) 1000 Рассчитанную навеску взвешивают на аналитических демпферных весах. В мерную колбу со щавелевой кислотой порциями добавляют, обмывая воронку, 30-35 мл дистиллированной воды. Содержимое в колбе ...

... технические средства: · Стандартные образцы состава по ГОСТ 8.315, состав которых соответствует области применения данной методики, с аттестованным значением массовой доли углерода. · Набор ГСО сталей для калибровки анализаторов на все используемые диапазоны. · Экспресс - анализатор АН-7560 или АН-7529 со всеми принадлежностями или аналогичный · Устройство сжигания УС - 7077 ...
... Электромеханические лабораторные весы в настоящее время выпускает старейший российский производитель – Санкт-Петербургский завод «Госметр». При некоторых неудобствах электромеханические лабораторные весы имеют два существенных плюса: 1. Цена - это ощущается для аналитических весов 2 класса. 2. Развернутая система по техническому обслуживанию – во многих городах России существует достаточно ...
0 комментариев