Навигация
Изохорный отжиг структур, имплантированных бором
23337
знаков
1
таблица
9
изображений
1. Изохорный отжиг структур, имплантированных бором.
Весь диапазон температур отжига разбит на три области.
Для первой области характерно наличие точечных радиационных дефектов. Повышение температуры отжига от комнатной до 500 C приводит к ликвидации таких точечных дефектов, как дивакансии.
Вторая область. При 500 C<Т< 600 С кремний содержит меньшую концентрацию атомов бора в узлах кристаллической решетки и большую концентрацию межузельных атомов бора с неопределенным положением.
В третьей области T> 600 C за счет увеличения числа кремниевых вакансий и их замащения атомами бора концентрация активных атомов примеси увеличивается. При дозах имплантированных ионов 1012 см-2 полный отжиг происходит при Т= 800 С в течение нескольких минут.
2. Изохорный отжиг структур, имплантированных фосфором.
Отжиг слоев фосфора, имплантированных при комнатной температуре мишени, производится качественно отличным способом. Доза имплантируемого фосфора от 3*1012 до 3*1014 см-2 требует проведения отжига при температурах T> 800 C для устранения более сложных радиационных дефектов по сравнению с отжигом слоев, имплантированных бором.
Когда имплантированный слой фосфора становится аморфным (при дозе выше 3*1014 см-2), начинает действовать другой механизм отжига. Температура отжига при этом несколько меньше, чем для кристаллических слоев и составляет 600 С. Более сложные процессы происходят при отжиге скрытых слоев с аморфной структурой, расположенных на определенной глубине под поверхностью подложки. Эпитаксиальная перекристаллизация начинается на обеих поверхностях раздела аморфных и монокристаллических областей.
3. Изотермический отжиг
Дополнительная информация о характере распределения имплантированных примесей может быть получена при проведении отжига при постоянной температуре, но в течение различного времени. По мере увеличения времени отжига электрическая активность легирующей примеси возрастает относительно медленно; при этом доля электрически активных атомов бора повышается от начального значения до величины, составляющей более 90 % этого значения. Энергия активации соответствует генерации и миграции термически введенных вакансий. Термически генерированные вакансии мигрируют к межузельным образованиям. При этом происходит внедрение атомов бора в узлы кристаллической решетки.
4. Диффузия имплантированных примесей.
Коэффициент диффузии бора может быть повышен за счет уничтожения кремниевых вакансий и межузельных кластеров, при этом вакансии могут увеличить коэффициент диффузии по узлам кристаллической решетки, а межузельные атомы кремния могут вытеснять атомы бора из ее узлов, что приведет к быстрой диффузии комплексов межузельный атом кремния - атом бора.
5. Быстрый отжиг.
Имплантированные слои могут быть подвергнуты лазерному отжигу с плотностью энергии в диапазоне 1-100 Дж/см2. Вследствие короткого времени нагрева имплантированные слои могут быть термообработаны без заметной диффузии примеси. Имплантированные аморфные слои толщиной 100 нм перекристаллизуются в течение нескольких секунд при Т= 800 С по механизму твердофазной эпитаксии.
Процесс быстрого отжига относиться к категориям чистых процессов, и загрязнения от элементов конструкции оборудования не создают серьезной проблемы. Лазерная энергия может быть локализована на отдельной части кристалла ИС, так что некоторые р-n переходы схемы могут размываться во время отжига за счет диффузии в большей степени, тогда как другие не претерпевают изменений.
Значительное преимущество метода то, что после расплавления и кристаллизации аморфных слоев по методу жидкофазной эпитаксии в них отсутствуют линейные дефекты.
С использованием технологии лазерного отжига создают биполярные и МОП-транзисторы, кремниевые солнечные батареи.
6. Отжиг в атмосфере кислорода.
Процессы отжига, в результате которых все имплантированные ионы занимают электрически активные положения в узлах кристаллической решетки, обычно приводят к возникновению микродефектов. Эти дефекты называют вторичными дефектами. Любые внешние микродефекты развиваются в большие дислокации и дефекты упаковки. Эти дефекты, называемые третичными дефектами, имеют достаточно большие размеры.
ПРИМЕНЕНИЕ ИОННОГО ЛЕГИРОВАНИЯ В ТЕХНОЛОГИИ СБИС
Создание мелких переходовТребование формирования n+ слоев, залегающих на небольшой глубине, для СБИС можно легко удовлетворить с помощью процесса ионной имплантации Аs. Мышьяк имеет очень малую длину проецированного пробега (30 нм) при проведении обычной имплантации с энергией ионов 50 кэВ.
Одной из прогрессивных тенденций развитии СБИС является создание КМОП- транзисторов. В связи с этим большое значение имеет получение мелких p+ - слоев. Такие слои очень сложно сформировать путем имплантации ионов В+.
Решение проблемы, связанной с имплантацией бора на небольшую глубину, на практике облегчается использованием в качестве имплантируемых частиц ВF2. Диссоциация молекулы ВF2+ при первом ядерном столкновении приводит к образованию низкоэнергетических атомов бора. Кроме того, использование молекулы ВF2 имеет преимущество при проведении процесса отжига структур.
ГеттерированиеПроцесс геттерирования основан на трех физических эффектах:
-освобождение примесей или разложение протяженных дефектов на составные части.
-диффузия примесей или составных частей дислокаций.
-поглощении примесей или собственных межузельных атомов некоторым стоком.
Рассмотрим четыре основные механизма геттерирования примесей.
Похожие работы
... иначе использующих и развивающих основные идеи и модели, заложенные в программе SUPREM II. Основное внимание в этих программах уделялось моделированию процессов ионного легирования, диффузии, окисления и эпитаксии, ответственных за распределение примесей в полупроводниковых структурах, как правило, в одномерном приближении. Стремительный прогресс в кремниевой технологии в последние 5 – 10 лет ...
... , кратковременный отжиг при температуре 400…700 0С; 2) относительно сложное технологическое оборудование и низкая производительность процесса обработки. 1.2 Физические основы метода Процесс ионной имплантации и состояние модифицированных слоев характеризуются следующими основными параметрами, изменение которых оказывает определяющее влияние на свойства обрабатываемых поверхностей: 1) ...

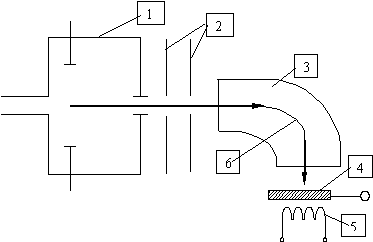
... является то, что рабочий стол 6 с обрабатываемыми образцами 5 размещается внутри данного устройства. Разрабатываемое оборудование позволит осуществлять имплантацию ионов азота с энергией 1 – 10 кэВ ( Дж) в металлы и сплавы, модифицируя их свойства в нужном направлении. Заключение Несмотря на большое количество исследований в области ионной имплантации, остаётся ещё множество вопросов, ...

... . Во второй период жизненного цикла включается освоение изделия в промышленном производстве (ОСП). Практика показывает, что на этой стадии возникают и конструкторские изменения, и изменения в технологических процессах, и изменения уровня оснащенности производства специальными видами оснастки и оборудования. Точное соблюдение технологического процесса – одно из важнейших организационных условий ...
0 комментариев