Навигация
1.4 ВОЛОКНА
Всем нам известны волокна природного происхождения, такие, как хлопок, шерсть, лен и шелк. Также нам знакомы синтетические волокна из найлона, полиэфиров, полипропилена и акрилов. Основной отличительной чертой волокон является то, что их длина в сотни раз превосходит их диаметр. Если натуральные волокна (кроме шелка) представляют собой штапельные волокна, то синтетические могут быть получены как в виде непрерывных нитей, так и в виде штапельною волокна.
С точки зрения потребителя волокна могут быть трех типов; повседневного спроса, безопасные и промышленные.
Волокнами повседневного спроса называют волокна, используемые для изготовления нижней и верхней одежды. В эту группу входят волокна для изготовления белья, носков, рубашек, костюмов и пр. Эти волокна должны обладать соответствующей прочностью и растяжимостью, мягкостью, не горючестью, поглощать влагу и хорошо окрашиваться. Типичными представителями этого класса волокон являются хлопок, шелк, шерсть, найлон, полиэфиры и акрилаты.
Безопасными волокнами называют волокна, используемые для производства ковров, занавесей, чехлов для кресел, драпировок и пр. Подобные волокна должны быть жесткими, прочными, долговечными и износостойкими. С точки зрения безопасности к этим волокнам предъявляются следующие требования: они должны плохо воспламеняться, не распространять пламя и при горении выделять минимальное количество тепла, дыма и токсических газов. При добавлении небольших количеств веществ, содержащих такие атомы, как В, N, Si, P, C1, Вг или Sb, в волокна повседневного спроса удается придать им огнестойкие свойства и, таким образом, превратить их в безопасные волокна. Введение в волокна модифицирующих добавок уменьшает их горючесть, снижает распространение пламени, но не приводит к уменьшению выделения токсических газов и дыма при горении. Исследования показали, что в качестве безопасных волокон' могут быть использованы ароматические полиамиды, полиимиды, полибензимидазолы и полиоксидиазолы. Однако при горении этих волокон наблюдается выделение токсических газов, поскольку в их молекулах содержатся атомы азота. Этого недостатка лишены ароматические полиэфиры.
Промышленные волокна используются в качестве армирующих материалов в композитах. Эти волокна также называют структурными волокнами, поскольку они обладают высоким модулем, прочностью, термостойкостью, жесткостью, долговечностью. Структурные волокна используют для упрочнения таких изделий, как жесткие и гибкие трубы, трубки и шланги, а также в композиционных структурах, называемых волокнитами и применяемых в конструкциях кораблей, автомобилей, самолетов и даже зданий. К этому классу волокон относятся одноосно ориентированные волокна ароматических полиамидов и полиэфиров, углеродные и кремневые волокна.
2. ПЕРЕРАБОТКА ПОЛИМЕРОВ 2.1 КОМПАУНДИРОВАНИЕПолимеры в чистом виде, полученные с промышленных предприятий после их выделения и очистки, называются "первичными" полимерами или "первичными" смолами. За исключением некоторых полимеров, таких, как полистирол, полиэтилен, полипропилен, первичные полимеры обычно не пригодны для прямой переработки. Первичный поливинилхлорид, например, является материалом рогоподобной фактуры и не может быть сформован без предварительного смягчения путем добавления пластификатора. Аналогично этому для формования натурального каучука требуется введение в него вулканизующего агента. Большинство полимеров защищают от термической, окислительной и фотодеструкции введением в них подходящих стабилизаторов. Добавление в полимер красителей и пигментов перед формованием позволяет получить изделия самых различных цветов. Для уменьшения трения и улучшения течения полимера внутри перерабатывающего оборудования в большинство полимеров добавляют смазочные материалы и вещества для улучшения технологических свойств. Наполнители же в полимер обычно добавляют для придания им специальных свойств и уменьшения стоимости конечного продукта.
Процесс, включающий в себя введение таких ингредиентов, как пластификаторы, вулканизирующие агенты, отвердители, стабилизаторы, наполнители, красители, пламегасители и смазочные вещества, в первичный полимер, называют “компаундированием”, а смеси полимеров с этими добавками – “компаундами”.
Первичные пластические полимеры, такие, как полистирол, полиэтилен, полиметилметакрилат и поливинилхлорид, обычно находятся в виде сыпучих мелких порошков. Ингредиенты в виде мелкого порошка или жидкости смешивают с порошкообразным первичным полимером с использованием планетарных миксеров, V-смесителей, мешалок с ленточной винтовой лопастью, Z-миксеров или опрокидывателей. Смещение можно проводить или при комнатной, или при повышенной температуре, которая, однако, должна быть намного ниже температуры размягчения полимера. Жидкие форполимеры смешивают с использованием простых высокоскоростных мешалок.
Первичные эластомерные полимеры, такие, как натуральный каучук, бутадиенстирольный каучук или нитрильный каучук, получают в виде крошки, спрессованной в толстые пластины, называемые "кипами". Они, как правило, смешаны с вулканизирующими агентами, катализаторами, наполнителями, антиоксидантами и смазочными материалами. Поскольку эластомеры не являются сыпучими порошками, как первичные пластические материалы, их нельзя смешивать с названными выше ингредиентами, используя методы, применяемые для первичных пластиков. Смешение первичных пластических полимеров с другими компонентами компаунда достигается перемешиванием, тогда как получение компаунда первичных эластомеров включает в себя вальцевание крошки в пластичные листы и последующее введение в полимер требуемых ингредиентов. Компаундирование эластомеров проводят или на двухвальковой каучуковой мельнице, или на смесителе Бенбери с внутренним смешением. Эластомеры в виде латекса или низкомолекулярных жидких смол могут быть смешаны простым перемешиванием с использованием высокоскоростных мешалок. В случае волокнообразующих полимеров компаундирование не проводят. Такие компоненты, как смазочные вещества, стабилизаторы и наполнители, обычно напрямую вводят в расплав или раствор полимера непосредственно перед прядением нити.
2.2 ТЕХНОЛОГИЯ ПЕРЕРАБОТКИТот факт, что полимерные материалы используют в самых различных формах, таких, как стержни, трубы, листы, пенопласты, покрытия или адгезивы, а также как прессованные изделия, подразумевает наличие разнообразных способов переработки полимерных компаундов в конечные продукты. Большинство полимерных изделий получено либо формованием, либо обработкой, либо отливкой жидких форнолимеров в форме с последующим отвердением или сшиванием. Волокна получают в процессе прядения.
Процесс формования можно сравнить, например, с лепкой какой-либо фигуры из глины, а процесс обработки — с вырезанием той же фигуры из куска мыла. В процессе формования компаунд в виде порошка, чешуек или гранул помещают в пресс-форму и подвергают воздействию температуры и давления, в результате чего образуется конечный продукт. В процессе обработки получают изделия в виде простых форм, таких, как листы, стержни или трубы, используя штапелирование, штамповку, склейку и сварку.
Прежде чем перейти к обсуждению разнообразных методов переработки полимеров, напомним, что полимерные материалы могут быть термопластичными или термореактивными (термоотверждающимися). После формования термопластичных материалов под действием температуры и давления перед освобождением из пресс-формы их следует охлаждать ниже температуры размягчения полимера, так как в противном случае они теряют форму. В случае термореактивных материалов такой необходимости нет, поскольку после однократного совместного воздействия температуры и давления изделие сохраняет приобретенную форму даже при его освобождении из пресс-формы при высокой температуре.
2.3 КАЛАНДРОВАНИЕПроцесс каландрования обычно применяют для производства непрерывных пленок и листов. Основной частью аппарата (рис.1) для каландрования является комплект гладко отполированных металлических валков, вращающихся в противоположных направлениях, и устройство для точного регулирования зазора между ними. Зазор между валками определяет толщину каландрованного листа. Полимерный компаунд подается на горячие валки, а лист, поступающий с этих валков, охлаждается при прохождении через холодные валки. На последнем этапе листы сматываются в рулоны, как показано на рис.1. Однако если вместо листов требуется получить тонкие полимерные пленки, применяют серию валков с постепенно уменьшающимся зазором между ними. Обычно в листы каландруют такие полимеры, как поливинилхлорид, полиэтилен, каучук и сополимер бутадиена, стирола и акрилонитрила.
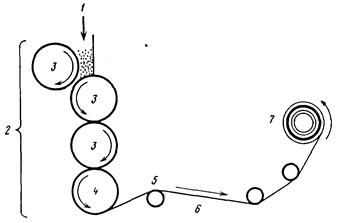
Рис. 1. Схема аппарата для каландрования
/ — полимерный компаунд; 2 — каландровочные валки: горячие (3) и холодный (4); 5 — каландрованный лист; б — направляющие валки; 7 — сматывающее устройство
При использовании в каландровочной машине профилированных валков можно получать тисненые листы различных рисунков. Различные декоративные эффекты, такие, как имитация под мрамор, могут быть достигнуты путем введения в каландр смеси компаундов различных цветов. Технология обработки под мрамор обычно используется в производстве плиток для пола из поливинилхлорида.
2.4 ЛИТЬЕЛИТЬЕ В ФОРМЕ. Это сравнительно недорогой процесс, который состоит в переработке жидкого форполимера в твердые изделия требуемой формы. Этим методом могут быть получены листы, трубы, стержни и т.п. изделия ограниченной длины. Схематически процесс литья в форме представлен на рис.2. В этом случае форполимер, смешанный в соответствующих пропорциях с отвердителем и другими ингредиентами, выливают в чашку Петри, которая и служит формой. Затем чашку Петри помещают на несколько часов в печь, нагретую до необходимой температуры, до полного завершения реакции отвердения. После охлаждения до комнатной температуры твердый продукт вынимают из формы. Твердое тело, отлитое таким образом, будет иметь форму внутреннего рельефа чашки Петри.
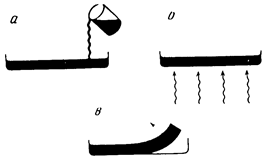
Рис.2. Простейшее изображение процесса литья в форме
б — наполнение чашки Петри форполимером и отвердителем; б - нагревание в печи; б — извлечение из формы остывшего продукта
Если вместо чашки Петри использовать цилиндрическую стеклянную трубу, закрытую с одного конца, можно получить изделие в виде цилиндрического стержня. Кроме того, вместо форполимера и отвердителя в форме можно вылить смесь мономера, катализатора и других ингредиентов, нагретую до температуры полимеризации. Полимеризация в этом случае будет протекать внутри формы до образования твердого продукта. Для литья в форме подходят акрилы, эпоксиды, полиэфиры, фенолы и уретаны.
Формы для литья изготавливают из алебастра, свинца или стекла. В процессе отвердения происходит усадка полимерного блока, что облегчает его освобождение из формы.
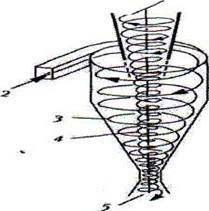
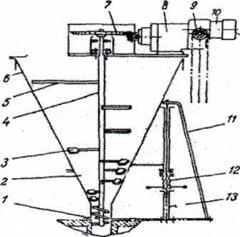
РОТАЦИОННОЕ ЛИТЬЕ. Полые изделия, такие, как мячи и куклы, получают в процессе, называемом "ротационное литье". Аппарат, используемый в этом процессе, представлен на рис.3.
Компаунд термопластического материала в виде мелкого порошка помещают в полую форму. Используемый аппарат имеет специальное приспособление для одновременного вращения формы вокруг первичной и вторичной осей. Форму закрывают, нагревают и вращают. Это приводит к однородному распределению расплавленного пластика по всей внутренней поверхности полой формы. Затем вращающуюся форму охлаждают холодной водой. При охлаждении расплавленный пластический материал, однородно распределенный по внутренней поверхности формы, затвердевает. Теперь форму можно открывать и вынуть конечное изделие.
Также в форму может быть загружена жидкая смесь термореактивного форполимера с отвердителем. Отвердение в этом случае будет происходить при вращении под действием повышенной температуры.
Ротационным литьем производят изделия из поливинилхлорида, такие, как галоши, полые шары или головы для кукол. Отвердение поливинилхлорида осуществляется путем физического гелеобразования между поливинилхлоридом и жидким пластификатором при температурах 150![]() 200°С. Мелкие частицы поливинилхлорида однородно диспергированы в жидком пластификаторе вместе со стабилизаторами и красителями, образуя, таким образом, вещество со сравнительно низкой вязкостью. Этот пастообразный материал, называемый "пластизоль", загружают в форму и откачивают из нее воздух. Затем форму начинают вращать и нагревать до требуемой температуры, что приводит к гелеобразованию поливинилхлорида. Толщина стенок образующегося продукта определяется временем гелеобразования.
200°С. Мелкие частицы поливинилхлорида однородно диспергированы в жидком пластификаторе вместе со стабилизаторами и красителями, образуя, таким образом, вещество со сравнительно низкой вязкостью. Этот пастообразный материал, называемый "пластизоль", загружают в форму и откачивают из нее воздух. Затем форму начинают вращать и нагревать до требуемой температуры, что приводит к гелеобразованию поливинилхлорида. Толщина стенок образующегося продукта определяется временем гелеобразования.
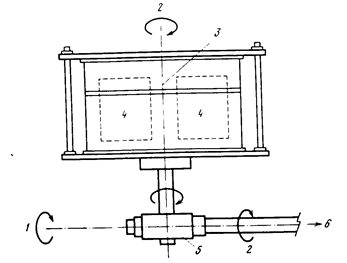
Рис.3. В процессе ротационного литья полые формы, наполненные полимерным материалом, одновременно вращают вокруг первичной и вторичной осей
1 — первичная ось; 2 — вторичная ось; 3 — деталь разъемной формы; 4 — полости формы; 5 — кожух зубчатой передачи; б—к мотору
После достижения требуемой толщины стенок избыток пластизоля удаляется для проведения повторного цикла. Для окончательной гомогенизации смеси частиц поливинилхлорида с пластификатором гелеобразный продукт внутри формы нагревают. Конечный продукт вынимают из формы после его охлаждения струёй воды. Метод ротационного литья с использованием жидкого материала известен как метод "формования полых изделий заливкой и вращением формы".
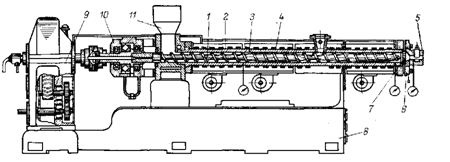
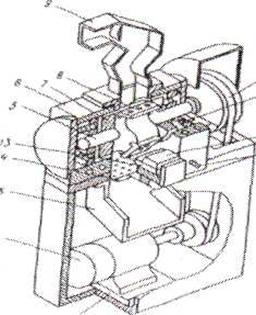
ЛИТЬЕ ПОД ДАВЛЕНИЕМ. Наиболее удобным процессом для производства изделий из термопластичных полимеров является процесс литья под давлением. Несмотря на то что стоимость оборудования в этом процессе достаточно высока, его несомненным достоинством является высокая производительность. В этом процессе дозированное количество расплавленного термопластичного полимера впрыскивается под давлением в сравнительно холодную пресс-форму, где и происходит его затвердевание в виде конечного продукта.Аппарат для литья под давлением изображен на рис.6. Процесс состоит из подачи компаундированного пластического материала в виде гранул, таблеток или порошка из бункера через определенные промежутки времени в нагретый горизонтальный цилиндр, где и происходит его размягчение. Гидравлический поршень обеспечивает давление, необходимое для того, чтобы протолкнуть расплавленный материал по цилиндру в форму, расположенную на его конце. При движении полимерной массы вдоль горячей зоны цилиндра устройство, называемое "торпедой", способствует однородному распределению пластического материала по внутренним стенкам горячего цилиндра, обеспечивая таким образом равномерное распределение тепла по всему объему. Затем расплавленный пластический материал впрыскивают через литьевое отверстие в гнездо пресс-формы.
В простейшем виде пресс-форма представляет собой систему из двух частей: одна из частей движущаяся, другая — стационарная (см. рис.6). Стационарная часть пресс-формы фиксируется на конце цилиндра, а подвижная снимается и надевается на нее.
При помощи специального механического устройства пресс-форма плотно закрывается, и в это время происходит вспрыскивание расплавленного пластического материала под давлением 1500 кг/см![]() . Закрывающее механическое устройство должно быть сделано таким образом, чтобы выдерживать высокие рабочие давления. Равномерное течение расплавленного материала во внутренних областях пресс-формы обеспечивается ее предварительным нагревом до определенной температуры. Обычно эта температура несколько ниже температуры размягчения прессуемого пластического материала. После заполнения формы расплавленным полимером ее охлаждают циркулирующей холодной водой, а затем открывают для извлечения готового изделия. Весь этот цикл может быть повторен многократно как в ручном, так и в автоматическом режиме.
. Закрывающее механическое устройство должно быть сделано таким образом, чтобы выдерживать высокие рабочие давления. Равномерное течение расплавленного материала во внутренних областях пресс-формы обеспечивается ее предварительным нагревом до определенной температуры. Обычно эта температура несколько ниже температуры размягчения прессуемого пластического материала. После заполнения формы расплавленным полимером ее охлаждают циркулирующей холодной водой, а затем открывают для извлечения готового изделия. Весь этот цикл может быть повторен многократно как в ручном, так и в автоматическом режиме.
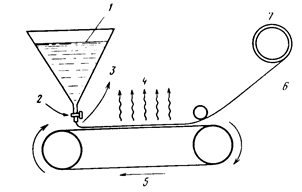
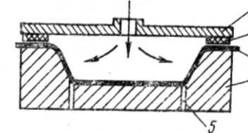
Рис.4. Схема процесса отливки пленок
/ — раствор полимера; 2 — распределительный клапан; 3 — раствор полимера растекается с образованием пленки; 4 — растворитель испаряется; 5 — бесконечный металлический пояс; 6 — непрерывная полимерная пленка; 7 — сматывающая катушка
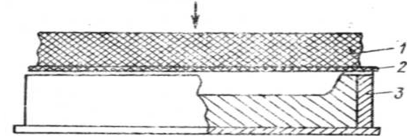
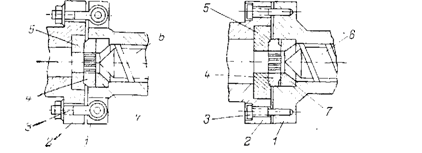
При испарении растворителя в контролируемом режиме на поверхности металлического пояса происходит образование тонкой полимерной пленки. После этого пленка снимается простым отслаиванием. Этим способом получают большинство промышленных целлофановых листов и фотографических пленок. 2.5 ПРЯМОЕ ПРЕССОВАНИЕМетод прямого прессования широко используется для производства изделий из термореактивных материалов. На рис.5 представлена типичная пресс-форма, используемая для прямого прессования. Форма состоит из двух частей — верхней и нижней или из пуансона (позитивная форма) и матрицы (негативная форма). В нижней части пресс-формы имеется выемка, а в верхней — выступ. Зазор между выступом верхней части и выемкой нижней части в закрытой пресс-форме и определяет конечный вид прессуемого изделия.
В процессе прямого прессования термореактивный материал подвергается однократному воздействию температуры и давления. Применение гидравлического пресса с нагреваемыми пластинами позволяет получить желаемый результат.
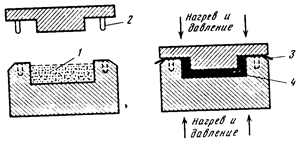
Рис.5. Схематическое изображение пресс-формы, используемой в процессе прямого формования
1 — полость формы, наполненная термореактивным материалом; 2 — направляющие шипы; 3 — заусенец; 4 - сформованное изделие
Температура и давление при прессовании могут достигать 200 °С и 70 кг/см2 соответственно. Рабочие температура и давление определяются реологическими, термическими и другими свойствами прессуемого пластического материала. Выемка пресс-формы полностью заполняется полимерным компаундом. Когда под давлением пресс-форма закрывается, материал внутри нее сдавливается и прессуется в требуемую форму. Избыточный материал вытесняется из пресс-формы в виде тонкой пленки, которую называют "заусенец". Под действием температуры прессуемая масса отвердевает. Для освобождения конечного продукта из пресс-формы охлаждения не требуется.
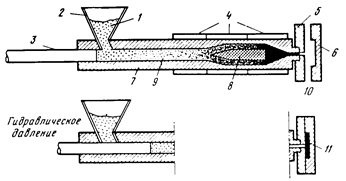
Рис..6. Схематическое изображение процесса литья под давлением
1 — компаундированный пластический материал; 2 — загрузочная воронка; 3 — поршень; 4 — электрический нагревательный элемент; 5 — стационарная часть формы;
6 — подвижная часть формы; 7 — основной цилиндр; 8 - торпеда; 9 - размягченный пластический материал; 10 — пресс-форма; 11 - изделие, сформованное методом литья под давлением
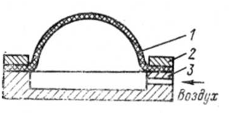
2.6 ФОРМОВАНИЕ ПНЕВМОФОРМОВАНИЕ. Большое количество полых пластических изделий производят методом пневмоформования: канистры, мягкие бутылки для напитков и пр. Пневмоформованию могут быть подвергнуты следующие термопластичные материалы: полиэтилен, поликарбонат, поливинилхлорид, полистирол, найлон, полипропилен, акрилы, акрилонитрил, акрилонитрил-бутадиенсти-рольнын полимер, однако по ежегодному потреблению первое место занимает полиэтилен высокой плотности.Пневмоформование ведет свое происхождение от стеклодувной промышленности. Схема этого процесса дана на рис.7.
Горячую размягченную термопластичную трубку, называемую "заготовкой", помещают внутрь полой формы, состоящей из двух частей. Когда форма закрыта, обе ее половины зажимают один конец заготовки и иглу для подачи воздуха, расположенную на другом конце трубки.
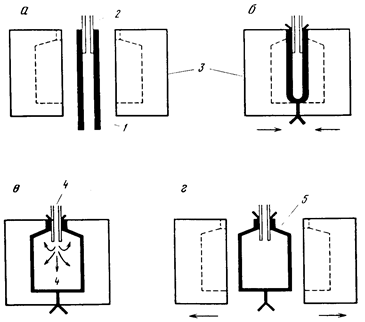
Рис.7. Схематическая диаграмма, объясняющая стадии процесса пневмоформования
а — заготовка, помещенная в открытую пресс-форму; б — закрытая пресс-форма;
в — вдувание воздуха в пресс-форму; г — открывание пресс-формы. 1— заготовка;
2 - игла для подачи воздуха; 3 - пресс-форма; 4 - воздух; 5 - изделие, изготовленное методом пневмоформования
Под действием давления, подаваемого из компрессора через иглу, горячая заготовка раздувается как шар до плотного соприкосновения с относительно холодной внутренней поверхностью формы. Затем форму охлаждают, открывают и вынимают готовое твердое термопластичное изделие.
Заготовка для пневмоформования может быть получена методом литья под давлением или экструзии, и в зависимости от этого метод называют соответственно литьем под давлением с раздувкой или пневмоформованием с экструзией.
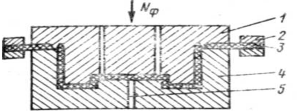
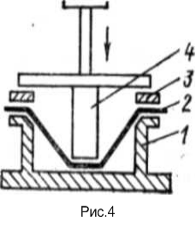
ФОРМОВАНИЕ ЛИСТОВЫХ ТЕРМОПЛАСТОВ. Формование листовых термопластов является чрезвычайно важным процессом для производства трехмерных изделий из пластиков. Этим методом из листов акрилонитрилбутадиенстирола получают даже такие крупные изделия, как корпуса подводных лодок.
Схема этого Процесса такова. Термопластичный лист нагревают до температуры его размягчения. Затем пуансон впрессовывает горячий гибкий лист в матрицу металлической пресс-формы (рис.9), при этом лист принимает определенную форму. При охлаждении сформованное изделие затвердевает и извлекается из пресс-формы.
В модифицированном методе под действием вакуума горячий лист засасывается в полость матрицы и принимает требуемую форму (рис.10). Этот метод называется методом вакуумного формования.
Похожие работы
... , понижающие вязкость материала и повышающие гибкость молекулярных цепей, а также различные наполнители. Прежде чем перейти к обсуждению разнообразных методов переработки полимеров, напомню, что полимерные материалы могут быть термопластичными или термореактивными (термоотверждающимися). После формования термопластичных материалов под действием температуры и давления перед освобождением из пресс- ...
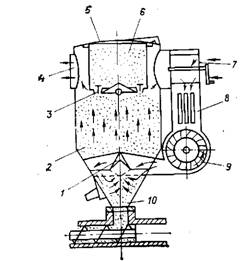
... регулирующей термопарой 6. Благодаря большой фильтрующей поверхности срок непрерывной работы такого фильтра может достигать одного месяца. Рис. 10. Кассетный фильтр В настоящее время в оборудовании для переработки полимеров наиболее широко используют фильтры шиберного типа (с ручным или гидравлическим приводом шибера) и фильтры кассетного типа с фильтрующей сеткой цилиндрической формы. ...
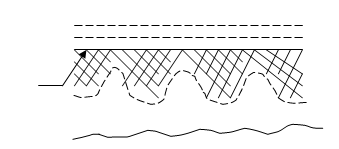
... связующего и степени превращения такого же связующего в смеси с волокнистым наполнителем (нить лавсан) от продолжительности отверждения τ, найти скорость U= взаимодействия между наполнителем и связующим. Графическим интегрированием зависимости U(τ) найти массовые доли γ связующего,образовавшего переходные слои γ=: τ,мин x,масс. доли xсв,масс. доли &# ...
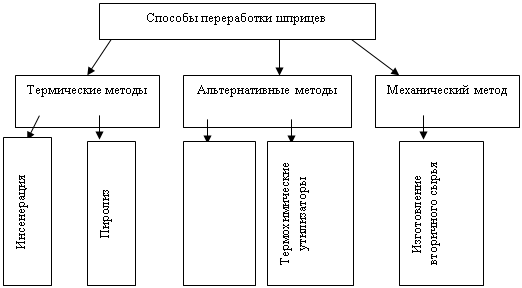
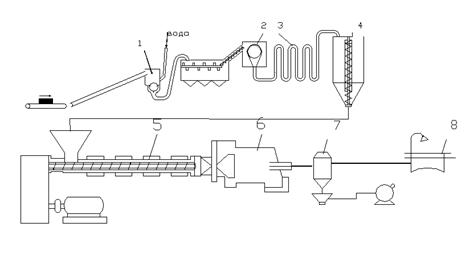
... для применения в медицине. Сочетание внутренних и внешних пластификаторов может обеспечить оптимальный баланс свойств [11]. 2. Технологическая часть 2.1 Описание технологического процесса вторичной переработки одноразовых шприцев и последующего изготовления гранул Термопласты могут быть подвергнуты многократному расплавлению, что объясняется их молекулярным строением. Таким образом, их ...
0 комментариев