Безопасность и экологичность проекта............................................................................................ 72
Способ по п.1, отличающийся тем, что процесс ведут в 3-4 ступени
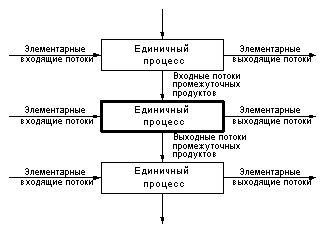
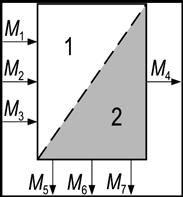
Применение прямоточного взаимодействия газовой и жидкой фаз в зоне контакта при сохранении противоточного движения потока по аппарату в целом
Нитрозные газы
Определяем расходы СК на ступенях вихревой колонны
Расчет линий перетока жидкости
Нормальный режим
Характеристика производственного процесса: фаза концентрирования серной кислоты относится к П-IIIа группе производственных процессов
Тарифный фонд заработной платы
Навигация
Расчет линий перетока жидкости
Регенерация азотной и серной кислоты
135937
знаков
46
таблиц
0
изображений
10. Расчет линий перетока жидкости
Площадь сечения переточных труб жидкости между ступенями: (Дтр=0,08 мм) Sпер=0,785*0,082=0,005024 м2
а) линии перетока жидкости после первой ступени:
Дтр=0,1 мм; Sпер=0,785*0,12=0,00785 м2
uж=![]() м/с
м/с
б) линии перетока жидкости между второй и первой ступенями:
Sпер=0,005 м2
uж=![]() м/с
м/с
в) линии перетока жидкости между третьей и второй ступенями:
uж=![]() м/с
м/с
г) линии перетока жидкости между четвертой и третьей ступенями:
uж=![]() м/с
м/с
д) линии перетока жидкости между пятой и четвертой ступенями:
uж=![]() м/с
м/с
с) линия подачи слабой (70%) серной кислоты на пятую ступень колонны:
uж=![]() м/с
м/с
1. Расчет толщины обечаек
Расчет производится в соответствии с ГОСТ 14249-80. Исполнительную толщину тонкостенной гладкой цилиндрической обечайки, нагруженной внутренним избыточным давлением рассчитываем по формуле:
![]()
Условие: ![]() , где
, где
P – внутренне давление (0,1 Мпа)
![]() - коэффициент прочности сварного шва продольном направлении,
- коэффициент прочности сварного шва продольном направлении, ![]() =1
=1
Ck – поправка на коррозию с учетом срока службы аппарата, Ck = 0,001
D – внутренний диаметр, D=1 м
![]() - допустимое напряжение,
- допустимое напряжение, ![]() =2,2 Н/м2
=2,2 Н/м2
S=![]() м
м
![]() - условие выполняется
- условие выполняется
Толщина обечайки по расчетам равна 0,025 м
2. Расчет толщины днища:
![]() , где
, где
![]() =0,1 мПа внутреннее давление
=0,1 мПа внутреннее давление
![]() - коэффициент прочности днищ, изготовленных из цельной заготовки
- коэффициент прочности днищ, изготовленных из цельной заготовки
![]() = 2,2мН/м2 - допустимое напряжение
= 2,2мН/м2 - допустимое напряжение
С=0,001
R=1 м – радиус кривизны в вершине днища. Для элептических днищ R=D, где D – внутренний диаметр аппарата, D=1 м
![]() м
м
Условие: ![]()
![]()
Условие выполняется. Толщина днища равна 0,025 м.
3. Расчет фланцевых соединений
Расчетное растягивающее условие в болтах
![]() , где
, где
Дп– средний диаметр уплотнения, м
![]() - расчетная сила осевого сжатия уплотняемых поверхностях в рабочих условиях, необходимых для обеспечения герметичности,
- расчетная сила осевого сжатия уплотняемых поверхностях в рабочих условиях, необходимых для обеспечения герметичности, ![]() =0,00563
=0,00563 ![]()
![]() -рабочее давление,
-рабочее давление, ![]() =0,1 Мпа
=0,1 Мпа
Дп=1070 мм, ![]()
![]()
Расчетная сила сжатия прокладки прямоугольного сечения определяется по формуле:
![]() , где
, где
в – эффективная ширина прокладки, м
![]() ;
; ![]()
к – коэффициент, учитывающий зависимость от материала и конструкции прокладки
к = 2,5 (материал – асбест)
в0 – действительная ширина прокладки, м
Диаметр болтовой окружности:
Дб=(1,1-1,2)Дв0,933=1,1*1,050,933=1,15 мм, где
Дв – внутренний диаметр фланца, равный наружному диаметру аппарата,м
Дв = 1050 мм = 1,05м
Расчет диаметра болтов
![]() , где
, где
Дт=1.098 м – наружный диаметр сварного шва на фланце
![]()
![]()
число болтов: ![]() , где
, где
Fб – площадь сечения выбранного болта по внутреннему диаметру резьбы, м2
![]()
![]() - допустимое напряжение на растяжение на болтах
- допустимое напряжение на растяжение на болтах
![]()
Округлим и получаем число болтов 16 шт.
Наружный диаметр фланца
Дф=Дб+(1,8+2,5)dб
Дф=1,15+4,3*0,02=1,24 м
Приведенная нагрузка на фланец при рабочих условиях:
![]()
![]()
Вспомогательная величина Ф при рабочих условиях (в м2 )
Ф=![]()
Вспомогательная величина А:
![]()
![]() - предел текучести материала фланцев при рабочей температуре,
- предел текучести материала фланцев при рабочей температуре, ![]() =240
=240 ![]() /м2
/м2
S – толщина обечайки, соединяемой фланцем, м, ![]() ,
, ![]() - коэффициенты, определяемые графическим путем
- коэффициенты, определяемые графическим путем ![]() =0,99,
=0,99, ![]() =9
=9
Высоту фланца h определяем по формулам
![]() , м; при
, м; при ![]() ,
, ![]()
2,74*10-4 м2![]() 1,13*0,01125 м2
1,13*0,01125 м2
2,74*10-4 м2![]() 0,0127
0,0127
![]()
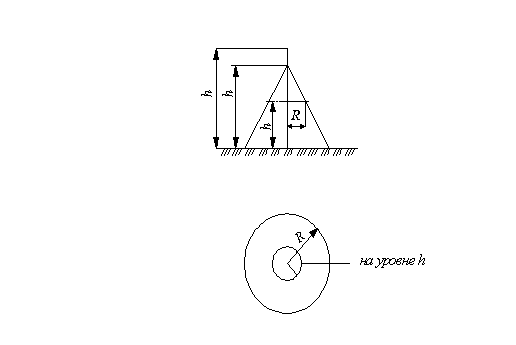
Расчет опор аппарата [10]
Толщина ребра: ![]() , где
, где
![]() - нагрузка на одну опору, в мН
- нагрузка на одну опору, в мН
к – коэффициент, зависящий от соотношения ![]() ; k=0.6, n=4
; k=0.6, n=4
z- количество ребер на опоре принимаем из конструктивных соображений
L – высота опоры, L=0.2 м
![]() =108000 кгс = 10800кг = 1,08мн = 10,79*103кГс
=108000 кгс = 10800кг = 1,08мн = 10,79*103кГс
![]()
Высота ламп: L=L/0.5 = 0.2/0.5=0.4 м
Общая длина сварного шва, Lш:
Lш=4(h+![]() )=4(0.4+0.026)=1.17 м
)=4(0.4+0.026)=1.17 м
Прочность сварного шва, ![]() , при соблюдении условия:
, при соблюдении условия: ![]() LшhшTшс, где
LшhшTшс, где
Lш - общая длина сварных швов, м
hш – катет свободного шва, м hш=0,008м
Tшс – допускаемое напряжение материала шва на срез, нм/ м2
Tшс - =100мн/ м2
1,08/4 = 0,27 мн <0,7*1,74*0,008*100=0,97 мн
0,27 мн < 0,97 ![]()
Условие прочности выполняется.
5. Выбор и обоснование схемы автоматизации производственного процесса
Автоматизированные системы управления – это человекомашинные системы, обеспечивающие автоматический сбор, обработку информации и оптимизацию управления.
АСУТП предназначены для выработки и реализации воздействий на технологический объект управления, в соответствии с принятыми критериями управления с помощью современных средств вычислительной техники.
Технологический объект управления – это совокупность технологического оборудования и реализованного на нем по регламенту технологического процесса. Особое значение приобретает АСУТП в потенциально-опасных процессах.
Выделяют 4 группы потенциально-опасных процессов химической технологии:
1. Токсичные вещества и процессы с ними
2. Процессы со взрывоопасными веществами
3. Процессы с большой скоростью реакции
4. Смешанные из 1,2,3
Потенциально-опасные процессы широко применяются процессы нитрования, гидрирования бромирования, магнитоорганического синтеза и др.
Особенности потенциально-опасных производств в том, что они могут протекать в двух режимах:
Похожие работы
... в зимнее время (25 ºС)Глубина промерзания грунта 4,5 мСкоростной напор ветра 35 кг/м3Уровень грунтовых вод 6 м 2. Характеристика производственного процесса: фаза концентрирования серной кислоты относится к В - Iа /3/ группе производственных процессов,категория взрывопожароопасности – А; режим работы – трехсменный, непрерывный.Здание концентрирования имеет в плане прямоугольную форму.Длина ...
... (ОР) на кг осадка. Промывку проводят из расчета 5 л воды на 1 кг ОСВ, после чего в промывную воду добавляют концентрированный отработанный травильный раствор и свежую серную кислоту и полученный раствор используют на последней стадии кислотной обработки. Отмывка ОСВ водой позволяет также сократить расход щелочного реагента на нейтрализацию ОСВ. Нейтрализация ОСВ необходима, т.к. кислые осадки ...

... , а также при дроблении горячих слитков, разгрузке и ремонте доменных печей и т.п. 2. Методическая разработка факультативных занятий по химии На основе дипломной работы были разработаны факультативные занятия в виде лекций по теме Бризантные взрывчатые вещества для учащихся старших классов средней общеобразовательной школы. Задачи факультативных занятий: 1. Повысить познавательный ...
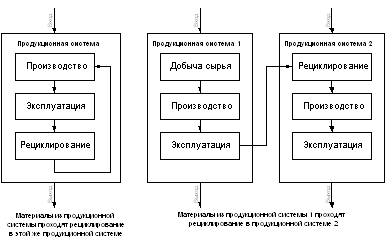
... - Примеры продукционных систем с рециклированием материалов Оценка воздействия на окружающую среду за полный жизненный цикл. Этап оценки воздействий направлен на определение значимости потенциальных воздействий на окружающую среду по результатам инвентаризационного анализа стадий жизненного цикла. В широком смысле этот процесс включает в себя увязывание между собой инвентаризационных данных с ...
0 комментариев