Навигация
Разработка программы управления промышленным роботом на базе контроллера SIMATIC S5 фирмы SIEMENS
23184
знака
5
таблиц
26
изображений
Министерство образования Украины Одесский государственный политехнический университет Кафедра автоматики и управления в технических системах Курсовая работа
1. Введение
2. Постановка задачи
по дисциплине "Локальные системы автоматики"
"Разработка программы управления промышленным роботом на базе контроллера SIMATIC S5 фирмы SIEMENS"
Выполнил: Лозанов В.В
Группа: ЗАТ-961
Курс: 5
Шифр: 960277
Принял: Денисенко Т.А
Оценка:______________
2000
Содержание
1. Введение. 3
2. Постановка задачи. 4
3.Выбор программируемого контроллера. 7
3.1 Выбор технических средств. 7
3.2 Архитектура контроллера S5-100U.. 8
3.3 Технические характеристики контроллера S5-100U.. 8
3.4 Выбор датчиков, определяющих длину детали. 9
4. Разработка и написание программы управления. 11
4.1. Разработка структуры системы управления. 11
4.2 Функциональная блок-схема алгоритма управления промышленным роботом.. 12
4.3 Присвоение адресов. 13
4.4 Алгоритмическое представление программы.. 14
4.5 Представление программы управления роботом-манипулятором в релейно-контактном виде 20
4.6 Представление программы управления роботом-манипулятором в виде функциональной схемы 24
4.7 Представление программы управления роботом-манипулятором в виде последовательности команд. 28
5. Список литературы.. 32
1. Введение
Цель данной курсовой работы – разработать программу управления манипулятором, основной функцией которого является транспортировка деталей от конвейера к таре.
Манипулятор – это управляемое устройство или робот для выполнения двигательных функций, аналогичным функциям человеческой руки при перемещении объектов в пространстве, оснащенное рабочим органом. Манипулятор состоит из звеньев, соединенных между собой подвижными кинематическими парами. Последние движутся по определенной программе с помощью управляемых приводов. В курсовой работе управление приводами будет осуществляться по сигналам, поступающим с конечных датчиков, которые фиксируют момент перемещения или поворот в начальное положение и предельное положение. Для организации каждого из движений в двух направлениях используется по два исполнительных механизма. В реальной ситуации эту операцию может осуществлять один реверсивный привод, снабженный для организации перемещений двумя контактными и бесконтактными пускателями. В курсовой работе рабочий орган представляет собой схват, который обеспечивает захват и отпускание объекта за счет двух исполнительных механизмов (ИМ).
Манипуляционная система промышленных роботов и их двигательные возможности определяются видом и расположением кинематических пар. Выбор конкретного варианта кинематической схемы манипуляционной системы определяется конкретным условием и требованием. Эта схема должна обеспечивать достаточную степень универсальности функционирования робота с учетом операций, которые ему предстоит выполнять во внешней среде. Для выполнения транспортных операций без ориентации объекта достаточно сочетания трех кинематических пар.
Система управления манипулятором представляет собой контроллер Simatic S5 с программой пользователя. На первом этапе проектирования следует сопоставить входные и выходные величины, которые необходимы для управления манипулятором. После составления общей схемы и присваивания адресов соответствующим входам и выходам, составляют алгоритмическое представление программы, а затем переходят к непосредственному ее написанию.
2. Постановка задачи
Манипулятор состоит из четырех кинематических пар (КП): вращательная S1, два изгиба S2 и S3, и перемещение S4. Манипулятор снабжен рабочим органом, представляющим собой схват. По конвейеру идет поток деталей двух видов. Задача манипулятора – транспортировка деталей 1 и 2 типа в соответствующие им тары. Для управления манипулятором по заданной траектории каждая кинематическая пара снабжена двумя исполнительными механизмами ИМ (для движения в двух направлениях) и двумя датчиками (конечными выключателями КВ начального и предельного положения).
Следует написать программу управления манипулятором на языке STEP 5 и предусмотреть следующее:
1.По кнопке "ПУСК" схват из начального положения перемещается по заданной траектории к конвейеру (точка А на траектории), где он:
1.1 Задерживается на время ![]() сек.
сек.
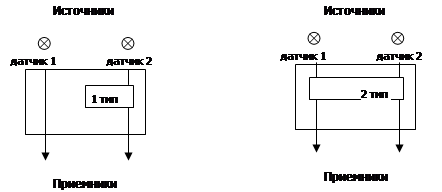
1.2 Захватывает деталь, и в зависимости от ее типа транспортирует ее в соответствующую тару (точки Е и Д на траектории). Для определения типа деталей на конвейере установлены фотодатчики. Из-за различной длины деталь 1 типа перекрывает один фотодатчик, деталь 2 типа – два фотодатчика.
0 комментариев