![]() Приложение
1 Режимы резания
Приложение
1 Режимы резания
| № перехода | Глубина резания t mm | Длина резания l,mm | Длина раб.Хода Lp.x. | Стойкость инструмента Т,мин | Подача по нормативам мин.об | Подача по паспорту станка мин.об | Расчетн. Скорость резания Vp,об.мин | Расчетн. Число оборотов шпиндея Nhоб.мин | Принят. Скорость резания V,м/мин | Принят. Число оборотов шпиндея Nоб/мин | Минимальное время Т0 мин | Сила резания Pz ,H | Мощность резания Ne кВт | Мощность стонка N* кВт |
| 1 | 0.7 | 31.5 | 36.5 | 50 | 0.6..1.2 | 0.87 | 259.8 | 1312.6 | 247.4 | 1250 | 0.034 | 617.7 | 2.45 | 7.7 |
| 2 | 3 | 105 | 111 | 50 | 0.6..1.2 | 0.87 | 209 | 1056.5 | 198 | 1000 | 0.13 | 2034 | 6.58 | 7.7 |
| 3 | 3+2 | 97 | 103 | 50 | 0.6..1.2 | 0.87 | 209 и 222 | 1056.6 и 1240 | 198 | 1000 | 0.236 | 2034 и 1850 | 6.58,5.4 | 7.7 |
| 4 | 5 | 49 | 45 | 50 | 0.4..0.8 | 0.61 | 222.85 | 1419.4 | 196.35 | 1250 | 0.118 | 3305 | 7.5 | 7.7 |
| 5 | 5 | 29 | 35 | 50 | 0.4..0.8 | 0.47 | 244.15 | 2592 | 117.75 | 1250 | 0.06 | 3068.7 | 5.9 | 7.7 |
| 6 | 2 | 2 | 2 | 50 | 0.06..0.08 | 0.07 | 316.8 | 5045 | 78.5 | 1250 | 0.022 | 2830 | 36.3 | 7.7 |
| 9 | 30 | 31 | 50 | 0.13..0.16 | 0.14 | 317,8 | 1686.8 | 235.5 | 1250 | 0.18 | 3206 | 7.34 | 7.7 | |
| 10 | 0.7 | 31.5 | 32.5 | 50 | 0.6..1.2 | 0.87 | 207.8 | 1050.5 | 198 | 1000 | 0.037 | 638 | 2.06 | 7.7 |
Ведение.
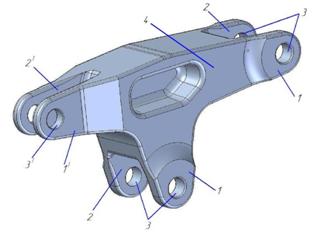
Целью представленного курсового проекта являлось проектирование техпроцесса изготовления детали «ось». В результате был разработан техпроцесс, состоящий из девяти операций, приведены расчеты режимов резания, припусков, дано описание и расчет станочного приспособления.
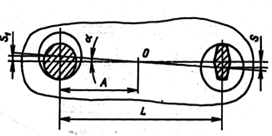
По функциональному назначению ось является составной частью храпового механизма винтового подъемника ( типовое усилие 22 т. ) и служит для передачи усилия от водила на гайку через собачку, а также для перевода собачки из положения «подъем» в положение «опускания». Следует отметить что водило приводится в действие усилием двух человек, двумя рычагами с длиной плеча l=1400 мм.
Для подъемника разрешается работа на открытом воздухе при температуре не ниже -100 с. Продолжительность работы составляет 12..15 минут, периодичность работы не чаще 1 раза в 40 минут.
Матерьялом оси служит сталь ( Ст 40 В =560 Мпа, Т =360 Мпа ), что вместе с невысокими конструкторскими требованиями по шероховатости поверхности (RZ =80) ускоряет процесс изготовления.
| Стр. | |
| Введение | 1. |
| Техпроцесс | 2 |
| Расчет прирусков | 3 |
| Расчет режимов резания по токарной операции 005 | 5 |
| Расчет режимов резания по токарной операции 010 | 12 |
| Сводная таблица режимов резания по токарной обработке | 5 |
| Расчет режимов резания по операции резбонарезания. | 6 |
| Расчет режимов резания по операции сверление | 7 |
| Расчет режимов резания по операции фрезерование | 8 |
| Описание станочного приспособления | 9 |
| Расчет усилия зажима пневмо камеры | 10 |
| Прочносной расчет элемента станочного приспособления | 11 |
| Список используемой литературы | 12 |
| 13 |
Технологический процесс на изготовление детали «Ось».
| подрезать торец 6 обточить поверхность 3 обточить поверхность 5 обточить поверхность 14 | |
| Операция 005 токарная | обточить поверхность 9 проточить канавку 2 обточить фалки 7 притупить острые кромки отрезать деталь |
| Операция 010 токарная | подрезать торец 4 притупить острую кромку |
| Операция 015 резьбонарезная | нарезать резбу на поверхности 9 |
| Операция 020 Разметочная | разметить центр отверстия |
| операция | |
| Операция 025 Сверлильная | сверлить отверстие 8 |
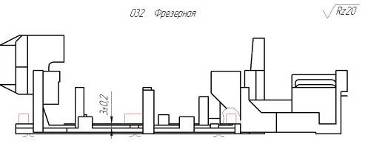
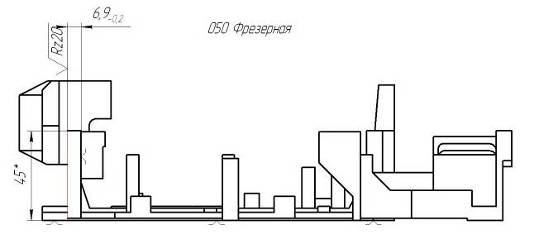
| Операция 035 Фрезерная | фрезеровать поверхность 11 13 фрезеровать поверхность 10 12 |
| Операция 040 Слесарная | Зачистить заусеницы |
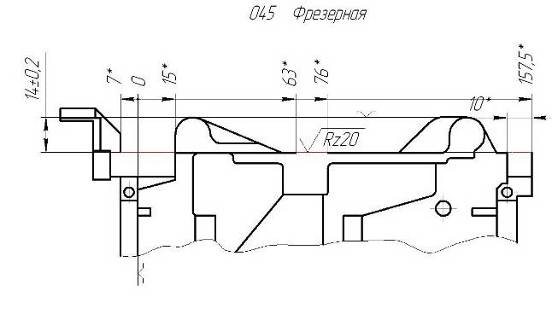
| Операция 045 Термическая | термообработать HRC 30..38 |
| Операция 050 Контрольная | проверить размер детали |
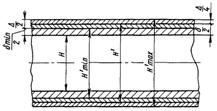
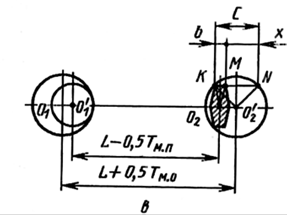
Расчет припусков.
Расчет припусков буду производитьв соответствии с указаниями для расчета припусков и предельных диаметров при изготовлении деталей из проката изложенных в Л1 стр. 181, а именно: для ступенчатых валов расчет ведут по ступени с наибольшим диаметром.
Расчетный наименьший предельный размер будут равен:
![]() , где
, где
DД min - наименьший предельный размер расчетной ступени по чертежу.
2Zmin - расчетный минимальный припуск на обработку по диаметру. Величина которого будет определяться формулой:
![]() ,
где
,
где
RZ i-1 - высота неровностей профиля предшествующем переходе, в нешем случае заготовки. Из таб. 1 стр. 180 Л1 T=300 мкм
-суммарное значение рпостранственных отклонений, в нашем случае будут выражаться в отклонении оси детали от прямолинейности. Для случая консольного закрепления (в патроне) будет выражено формулой
![]()
![]() -отклонение
оси детали от
прямолинейности
мкм на 1 мм
-отклонение
оси детали от
прямолинейности
мкм на 1 мм
![]() -длина
зажатой детали
-длина
зажатой детали
Из таб.
4 стр. 180 Л1 ![]() =1мкм/мм
=1мкм/мм
![]()
![]() -
погрешность
установки
заготовки на
выполняемом
переходе. В
нашем случае
-
погрешность
установки
заготовки на
выполняемом
переходе. В
нашем случае
 ,
где
,
где
![]() - радиальное,
а
- радиальное,
а ![]() - осевое смещение
заготовки при
установке в
трехкулочковом
сомоцентрирующем
патроне. Из
таб. 13 стр. 42 Л1
- осевое смещение
заготовки при
установке в
трехкулочковом
сомоцентрирующем
патроне. Из
таб. 13 стр. 42 Л1
![]()
![]()

И так зная промежуточные величины мы можеи подсчитать значение 2Zmin :
Учитывая что Dд min =60 мм, расчетный наименьший предельный размер проката будет равен :
D з min=60 мм + 1974 мкм = 61,97 мм.
Получуенные
значения округлим
до ближайшего
по сортаменту
прутка, учитывая,
то, что наименьший
предельный
размер которого
должен быть
не менее D’д
min
=![]() мм,
тогда действительный
общий припуск
на обработку
для расчетной
ступени :
мм,
тогда действительный
общий припуск
на обработку
для расчетной
ступени :
![]()
Проведем так же расчет величены припуска на операцию 010 «подрезка торца»
![]()
![]() - искомый наименьший размер, полученный
на операции
010
- искомый наименьший размер, полученный
на операции
010
![]()
![]() минимальный
расчетный
припуск.
минимальный
расчетный
припуск.
![]()
Из таб.
3 стр. 180 Л1 ![]()
![]()
из
рассмотренного выше ![]()
Подсчитываем
величину ![]()
![]()
Тогда минимально допустимая длина отрезанной детали на операции 005 будет равна ;
![]()
Расчет режимов резания по токарной операции.
Расчет производится согласно методике изложенной в Л3 стр. 13 по каждому переходу. Полученные данные сведены в таблицу.
I. Расчет по первому переходу «подрезка торца» :
расчет длины рабочего хода суппорта ![]()
назначение подачи суппорта на оборот шпинделя S0 ;
а) по нормативам 0.6..1.2
б) по паспорту 0.87
определение стойкости инструмента по нормативам : T=50 мин
расчет скорости резания V м/мин
а) по нормативам
 ,
где
,
где ![]()
из таб.
17 стр. 269 Л2 ![]() ,
X=0.15,
у=0.45, m=0.20
,
X=0.15,
у=0.45, m=0.20
из таб.
1-6 стр. 261-263 Л2 ![]()
 об/мин
об/мин
б)

в) уточнение числа оборотов по паспорту станка: n=1250
г) уточнение скорости резания по принятому числу оборотов:
 м/мин
м/мин
расчет основного машинного времени:
расчет силы резания:
![]()
из таб.
22 стр. 273 Л2 ![]() ,
,![]() ,
у=0.75, т=-0.15
,
у=0.75, т=-0.15
![]()
![]()
определим мощность резания:
![]()
уточнение паспортных данных :
![]()
![]() ,
т.е. 2.45 <
7.7
,
т.е. 2.45 <
7.7
II. Расчет по второму переходу «обточить поверхность 3» Снимаем припуск.
Глубина резания t=3mm.
Lp.x.=105+6=111mm
S=0.6..1.2
S=0.87
T=50 мин
а)
; ![]()
из таб.
17 стр. 269 Л2 ![]() ,
X=0.15,
у=0.45, m=0.20
,
X=0.15,
у=0.45, m=0.20
 м/мин
м/мин
б)
 об/мин
об/мин
в) n=1000 м/мин
г)
 м/мин
м/мин
5)
6)
![]()
из таб.
22 стр. 273 Л2 ![]() ,
,![]() ,
у=0.75, т=-0.15
,
у=0.75, т=-0.15
![]()
![]()
7)
![]()
8)
![]() ,
т.е. 6.58 <
7.7
,
т.е. 6.58 <
7.7
Расчет по третьему переходу «обточить поверхность 5». Два прохода: глубина резания для первого 3мм, второго 2мм. Для прохода t1 =3mm расчет сделан выше, для прохода t2 =2mm в пункте 4 в n=1000 об/мин , а в пункте 6 значение ![]() будет равно:
будет равно:
![]()
тогда
![]()
![]() ,
т.е. 5.41 <
7.7
,
т.е. 5.41 <
7.7
для данного перехода основное машинное время составит

Расчет по четвертому переходу «обточить поверхность 14» Два прохода. Глубина резания для каждого 5мм
Lp.x.=39+6=45mm
а) S=0.4..0.8
б) S=0.61
T=50 мин
а)
; ![]()
из таб.
17 стр. 269 Л2 ![]() ,
X=0.15,
у=0.35, m=0.20
,
X=0.15,
у=0.35, m=0.20
 м/мин
м/мин
б)
 об/мин
об/мин
в) n=1250 м/мин
г)
 м/мин
м/мин
5)
6)
![]()
из таб.
22 стр. 273 Л2 ![]() ,
,![]() ,
у=0.75, т=-0.15
,
у=0.75, т=-0.15
![]()
![]()
7)
![]()
8)
![]() ,
т.е. 7.5 <
7.7
,
т.е. 7.5 <
7.7
Расчет по пятому переходу «обточить поверхность 9». Один проход. Глубина резания 5мм
Lp.x.=29+6=35mm
а) S=0.4..0.8
б) S=0.47
T=50 мин
а)
; ![]()
из таб.
17 стр. 269 Л2 ![]() ,
X=0.15,
у=0.35, m=0.20
,
X=0.15,
у=0.35, m=0.20
 м/мин
м/мин
б)
 об/мин
об/мин
в) n=1250 м/мин
г)
 м/мин
м/мин
5)

6)
![]()
из таб.
22 стр. 273 Л2 ![]() ,
,![]() ,
у=0.65, т=-0.15
,
у=0.65, т=-0.15
![]()
![]()
7)
![]()
8)
![]() ,
т.е. 5.9
<
7.7
,
т.е. 5.9
<
7.7
Расчет по шестому переходу «проточить канавку 2».
Lp.x.=Lрез =2mm
а) Из таб. 15 стрю 268 Л2 S=0.04..0.08
б) S=0.07 мм/об
T=50 мин
а)
 ;
; ![]()
из таб.
17 стр. 269 Л2 ![]() ,
X=0.15,
у=0.20, m=0.20
,
X=0.15,
у=0.20, m=0.20
 м/мин
м/мин
б)
 об/мин
об/мин
в) n=1250 м/мин
г)
 м/мин
м/мин
5)
6)
![]()
из таб.
22 стр. 273 Л2 ![]() ,
,![]() ,
у=0.75, т=-0.15
,
у=0.75, т=-0.15
![]()
![]()
7)
![]()
8)
![]() ,
т.е. 3.63
<
7.7
,
т.е. 3.63
<
7.7
К сожалению по седьмому переходу «притупить острые кромки» и по восьмому «обточить фаски» расчеты произведены не были из за отсутствия справочной литературы.
Число оборотов шпинделя назначается 1250 об/мин
Расчет по девятому переходу «отрезать деталь».
».
Lp.x.=30+1=31 mm
а) S=0.13..0.16
б) S=0.14
T=50 мин
а)
; ![]()
из таб.
17 стр. 269 Л2 ![]() ,
у=0.20,
m=0.20
,
у=0.20,
m=0.20
 м/мин
м/мин
б)
 об/мин
об/мин
в) n=1250 м/мин
г)
 м/мин
м/мин
5)
6)
![]()
из таб.
22 стр. 273 Л2 ![]() ,
,![]() ,
у=0.75, т=-0.15
,
у=0.75, т=-0.15
![]()
![]()
7)
![]()
8)
![]() ,
т.е. 7.34
<
7.7
,
т.е. 7.34
<
7.7
Расчет режимов резания по операции 010 «подрезка торца»
Производится в соответствии с методикой изложенной выше
Lp.x.=31.5+1=32.5 mm
а) S=0.6..1.2
б) S=0.87
T=50 мин
а)
; ![]()
из таб.
17 стр. 269 Л2 ![]() ,x=0.15
у=0.20,
m=0.20
,x=0.15
у=0.20,
m=0.20
 м/мин
м/мин
б)
 об/мин
об/мин
в) n=1000 м/мин
г)
 м/мин
м/мин
5)
6)
![]()
из таб.
22 стр. 273 Л2 ![]() ,
,![]() ,
у=0.75, т=-0.15
,
у=0.75, т=-0.15
![]()
![]()
7)
![]()
8)
![]() ,
т.е. 2.06 <
7.7
,
т.е. 2.06 <
7.7
Расчет режимов резания по операции резьбонарезания.
Скорость резания, м/мин, при нарезании метрической резьбы круглыми плашками будет выражатся формулой:
Из паспорта токарно-винтового
станка 1К62 выбираем
значение S=1.9
мм/об,
из таб. 49 стр. 296
Л2 значение
коэф. ![]() ,
показателей
степени и периода
стойкости
инструмента
будут равны:
,
показателей
степени и периода
стойкости
инструмента
будут равны:
![]() ,
,![]() ,
у=1.2,м=0.5 Т=-90 мин,q=1.2
,
у=1.2,м=0.5 Т=-90 мин,q=1.2
Из таб. 1-4 Км=0.675
 м/мин
м/мин
хотелось бы отметить, что расчитаное значение скорости не превышает допустимую 4 м/с , которая обеспечивает качественное нарезание резьбы.
определение крутящего момента:
![]() , где Р - шаг резьбы
, где Р - шаг резьбы
из таб. 51 стр. 298 Л2 См=0.045 у=1.5 q=1.1
из таб. 50 стр. 298 Л2 Кр=1.3
![]()
3) расчет мощности
 ,
где
,
где 
![]() об/мин
об/мин
Уточняем по паспорту n=50

4)
Расчет режимов резания по операции сверления.
Расчет производится по методике изложенной в Л3.
1)определяем длину рабочего хода
![]() ,
где
,
где
у - длина подвода врезания и перебега инструмента. Из таб. Стр. 303 Л3 у=3 мм
![]()
назначение подачи S0 мм/об
из таб.
25 стр. 277 Л2 
определим стойкости инструмента по нормативам Тр в мин резания.
из таб. 30 стр. 279 Т=15 мин
расчет скорости резания V в м/мин и числа оборотов шпинделя n в мин:
а) определим скорость резания по нормативам:
,![]()
из таб. 28 стр. 278 Л2 значения коэф. будут:
СV =7.0 q=0.40 y=0.70 m=0.20
из таб. 31 стр. 280 Л2 Kev =0.85
из таб. 6 стр. 263 Л2 Kuv =0.1
из таб. 1,2 стр. 262 Kev =1/667

б) расчет числа оборотов шпинделя станка :
![]()
в) уточнение числа оборотов шпинделя по паспорту станка.
имеем n=2000 об/мин
г) уточнение скорости резания по принятому числу оборотов шпинделя:
![]()
определение осевого усилия
![]()
![]()
Из таб.
32 стр. 281 Л2 значения
коэффициента равны ![]() q=1.0
y=0.7
q=1.0
y=0.7
Из таб. 9 стр. 264 Л2 Кр =0.9
![]()
![]()
определение крутящего момента
![]()
![]()
Из таб.
32 стр. 281 Л2 значения
коэффициента равны ![]() q=2.0
y=0.8
q=2.0
y=0.8
Из таб. 9 стр. 264 Л2 Кр =0.9
![]()
7)определение мощности:
а) резания

б) подачи
![]()
сравнивая
с паспортными
данными станка,
можно отметить,
что полученное
значение ![]() , а значение
мощности подачи
составляет
10%
, а значение
мощности подачи
составляет
10% ![]()
расчет основного машинного времени отработки в мин:
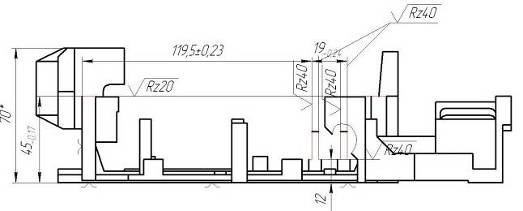
Расчет режимов резания по операции фрезерования.
1)определяем длину рабочего хода
![]() ,
где
,
где
. Из таб. Стр. 302 Л3 у=16 мм
![]()
2)определение рекомендуемой подачи на зуб фрезы по нормативам Szмм/об
из таб.
33 стр. 283 Л2 
определим стойкости инструмента по нормативам Тр в мин резания.
из таб. 40 стр. 290 Л2 Тр=120 мин
расчет скорости резания V в м/мин и числа оборотов шпинделя n в мин:
а) определим скорость резания по нормативам:
 ,
,![]()
из таб. 39 стр. 286 Л2 значения коэф. будут:
СV =740 q=0.2 x=0.4 y=0.4 u=0 p=0 m=0.35
из таб. 1-6 Л2 Kv =0.675

5) расчет числа оборотов шпинделя по расчитанной скорости
![]()
6) уточнение числа оборотов шпинделя по паспорту станка.
ближайшее найменьшее значение n=1250 об/мин
7) уточнение скорости резания:
![]()
8)расчет минутной подачи по принятому числу оборотов шпинделя:
![]()
уточнение
по паспорту
станка дает
![]()
определение силы резания, а именно окружной силы Pz
![]()
из таб.
42 стр.291 Л2
![]() ,
x=0.9
q=1.1,
y=0.8,
u=1.1,
w=0.1
,
x=0.9
q=1.1,
y=0.8,
u=1.1,
w=0.1
из таб.
9 стр. 264 ![]()
![]()
10)определение величины крутящего момента на шпинделе:
![]()
расчет мощности резания:
![]()
![]()
расчет основного машинного времени обработки tм в мин:
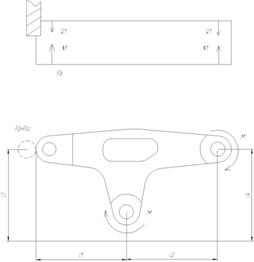
Описание станочного приспособления
Требования производительной обработки в наибольшей степени удовлетворяют приспособления с механизированным управлением элементами зажима. Такое управление снижает затраты вспомогательного времени и облегчает труд обслуживающего рабочего. Наиболее значительного эффекта от применения приспособлений с механизированным управлением достигают на станочных операциях, когда применение зажимов действует от руки, приводит к затратам вспомогательного времени, превышающее машинное. Примером может служить описываемая операция сверления, где машинное время составляет всего 0.082 мин.
Наряду с сокращением вспомогательного времени оснащение станков приспособлениями с механизированным управлением дает возможность получать значительное дожимающее усилие и регулировать их величину в зависимости от условий работы, осуществлять дистанционное управление приспособлением.
В приспособлениях с механизированным управлением элементами зажима, величина зажимающего усилия не зависит от обслуживающщего рабочего.
Все выше сказанное относится к описываемому станочному приспособлению для сверлильных работ на станке 2А125
Приспособление состоит из следующих частей: основания 1, к которому жестко прикреплена опора 2, стойка 22, подставка 4 и душки 6; упора неподвижного сменного 3, крепящегося к опоре с помощью болтов 14, гаях 16,и шайб 17; втулки 7 закрепленной на стойке болтами 13; пневмокамеры 10, закрепленной на стойке болтами 15 и шайбами 18; шпонки 19; штифта 21 и крана 23
Работа происходит следующим образом: при соединении по средством крана рабочей плоскости мембранного пневмо двигателя с воздушной магистралью p=4 атм происходит перемещение штока пневмодвигателя к зажимам заготовки между упорами.
Обратный ход штока производится за счет свойств упругого элемента при запертой воздушной магистралью. Рабочая полость пневмокамеры соединяется с атмосферой.
Достоинством приспособления является так же то, что конструкция заложена возможностью смены упоров, делающая приспособление универсальным, т.к. возможна бо работка детали размытой формы.
![]()
Расчет усилия зажима пневмокамеры.
Выходное усилие Q на штоке камерного привода из прорезиненной ткани рассчитывается по формуле (Л4 стр. 254 )
![]() , где
, где
D - диаметр «в свету»
d - диаметр опорной шайбы
P - давление воздуха
p - -усилие возвратной пружыны
![]() , где
, где ![]() - рабочий ход
штока
- рабочий ход
штока
из Л4 стр 254
![]() - коэффициент
жесткости
пружины
- коэффициент
жесткости
пружины
![]()
![]()
Прочностной расчет болта.
Производится для болта, крепящего упор 2 к опоре 2.
Болт нагружен поперечной силой, поэтому необходимо произвести расчет на срез и сжатие.
а) расчет на срез
![]() , где
, где
![]() - напряжение
среза
- напряжение
среза
Q - нагружающая поперечная сила
d - наружный диаметр болта
![]() - допускаемое
напряжение
на срез
- допускаемое
напряжение
на срез
![]()
![]() - предел
текучести
матерьяла для
СТ45
- предел
текучести
матерьяла для
СТ45 ![]() ,
тогда
,
тогда
![]()
17.27
Похожие работы





... ТП изготовления детали "Корпус ТМ966.2120-57" и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали "Корпус ТМ966.2120-57" представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. Статистическое ...





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...

... технологический процесс: Т.к. – технологический процесс изготовления детали по новому варианту более технологичен с точки зрения удельной себестоимости изготовления детали по сравнению с базовым технологическим процессом. · – коэффициент использования металла: , где – масса заготовки; – масса детали. 1.11 Организация контроля результатов обработки ...
... заготовки в рабочей зоне при помощи контрольно-измерительных щупов для задания нуля управляющей программы. Таким образом, используемое оборудование отвечает всем условиям и техническим требованиям изготовления детали. Этап №1, обработка производится в тисках. Переход №1 Черновая обработка поверхности. Используем фрезу ø20мм: Корпус HP E90AN D20-4-C20-07-С Держатель HSK A63 ER ...
0 комментариев