Навигация
Внепечная обработка. Разливка
20294
знака
10
таблиц
1
изображение
5. Внепечная обработка. Разливка.
| С | Si | Mn | S | P | Cu | Cr | Ni | ||||||||
| Полупродукт | 0,3 | 0,1 | 0,025 | 0,02 | 0,02 | 0,02 | 0,02 | ||||||||
| Сталь | 0,31-0,39 | 0,17-0,37 | 1,4-1,8 | 0,035 | 0,035 | 0,30 | 0,30 | 0,30 |
| ||||||
Легирование силикомарганецем СМн14
р=1,4/0,8*0,65=2,69 кг/100 кг
[Si]=2,69*0,14*0,8=0,3 кг
[Mn]=0,1+1,4=1,5 кг
[C]=0,3+2,69*0,8*0,025=0,354 кг
[P]=0,02+2,69*0,8*0,0025=0,025 кг
[S]=0,025+2,69*0,8*0,0003=0,026 кг
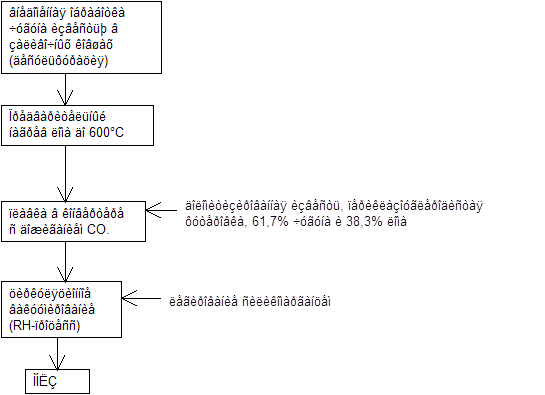
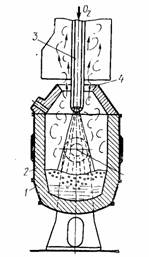
Ввиду ответственности выплавляемой стали необходимо провести ее внепечную обработку с целью дегазации и усреднения.
Для внепечной обработки используется установка циркуляционного вакуумирования (RH-процесс). Для этого процесса характерна высокая степень удаления водорода, большая гибкость и экономичность. Продолжительность обработки составляет 25 мин.
Разливка производится на МНЛЗ. Это позволяет увеличить выход годного проката на 6-12%. Вследствие малых поперечных размеров слитка и высокой скорости кристаллизации стали ограничивается развитие ликвации. Слиток, отлитый на МНЛЗ, затвердевает в стабильных условиях и имеет высокую структурную и химическую однородность. Неприрывно литые слитки или заготовки прокатывают непоследственно на листовых или сортовых станах. Применение неприрывной разливки стали позволяет исключить из производственного цикла операции по подготовке разливочного состава или канавы, прокатке на обжимных станах и других. Все это приводит к снижению капитальных затрат, устранению ряда трудоемеих операций, сокращению длительности производственного цикла от выпуска стали до получения готового проката.
Используется криволинейная МНЛЗ, которая имеет меньшую общую высоту.
6. Годовая производительность цеха.
Продолжительность цикла:
| Операци | Продолжительность, мин |
| 1) Осмотр конвертера | 6 |
| 2) Завалка лома и извести | 2 |
| 3) Подогрев лома | 15 |
| 5) Заливка чугуна | 2 |
| 5) Продувка | 18 |
| 6) Отбор проб, замер температуры, ожидание анализа | 4 |
| 7) Выпуск металла | 5 |
| 8) Выпуск шлака | 2 |
| Итого | 54 |
Производительность цеха в составе 3-х конвертеров, работающих без использования резервного времени.
P=1440*300*0,97*365*2/54=5664800 т/год
7. Таблица удельных расходов на 1 тонну годных заготовок.
| Компонент | Расход, кг/т годных заготовок |
| чугун | 691,1 |
| лом | 429 |
| известь | 73 |
| боксит | 6,7 |
| футеровка | 3,4 |
| технический кислород | 79,3 |
| аргон | 0,67 |
| природный газ | 7,1 |
| силикомарганец СMн14 | 30 |
8. Выводы.
В резулитате предпринятых мер удалось увеличить долю лома в шихте конвертера до 38,3%. Для процесса применены современные материалы (такие как переклазоуглеродистая футеровка, доломитизированная известь) и современная внепечная обработка стали (RH-процесс), что способствует улучшению технико-экономических показателей и получению стали необходимого качества.
Разработанная технологическая схема производства стали марки 32Г2.
Список использованной литературы.
1. В.Г. Антипин, С.З. Афонин, Л.К. Косырев "О направлении развития и структуре сталеплавильного производства", "Сталь" №3 1993 г.
2. Дмитрий Леонтьев "Черная металлургия России не ждет помощи от государства", "Финансовые известия" №45 1993 г.
3. О.Н. Сосковец "Техническое перевооружение и развитие металлургии в России", "Сталь" №6 1993 г.
4. В.И. Явойский и другие "Металлургия стали", "Металлургия", 1983 г.
5. П.П. Арсентьев и другие "Конвертерный процесс с комбинированным дутьем", "Металлургия", 1991 г.
6. М.П. Клюев "Лекции по металлургии стали", С.С. Аникушин, Москва, 1993 г.
7. Марочник сталей и сплавов, Машиностроение, 1989 г.
Похожие работы





... этапе является более дешевым оборудованием, чем молот. 3. При внедрении и реализации нового технологического процесса штамповки детали типа "фланец" их хромоникелевого жаропрочного сплава уменьшается количество технологических операций, уменьшается суммарная трудоемкость процесса. 4. В рамках разработки нового технологического процесса проведены основные технологические расчеты: определена ...





... Нужно иметь ввиду, что минимальный припуск необходимо брать в пределах 0,05-0,07 мм. Детали, имеющие в структуре цементит, необходимо перед калибровкой отжиг. Глава 3.Изделия порошковой металлургии и их свойства: 3.1. Металлокерамические подшипники: Металлокерамические материалы являются в ряде случаев эффективными заменителями антифрикционных подшипниковых сплавов - бронзы, латуни и др. ...


... они брали ту самую "чистую" медь, почему соединили ее именно с оловом, а не с каким-нибудь другим металлом, в каких месторождениях встречается в природе медь, в каких именно химических соединениях, где эти месторождения расположены и насколько легко было древним людям ее вырабатывать и переплавлять? Очень странно, что кабинетные историки совершенно не утруждают себя подобными вопросами. А, ведь, ...
... шихты на 1 тонну годных слитков и стоимости передела. Она включает также расход энергии, электродов, огнеупоров, изложниц, зарплату персоналу. Основные технико-экономические показатели способов производства стали. Показатель Способ производства стали конвертер-ный мартеновский электропла-вильный Вместимость плавильного агрегата, т. 250-400 400-600 200-300 Выход годного (стали),% ...
0 комментариев