Навигация
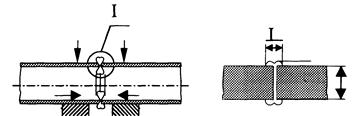
Стыковое соединение звеньев
41901
знак
19
таблиц
15
изображений
2. Стыковое соединение звеньев.
Выполняется бригадой, состоящей из сварщиков 5 и 3 разрядов.
Сварка встык нагретым инструментом.
Сварку труб производят при температуре окружающего воздуха от -15°С до +40°С. Место сварки защищают от атмосферных осадков, пыли и песка. При сварке свободный конец трубы закрывают для предотвращения сквозняков внутри свариваемых труб.
Детали соединительные приваривают к трубам или отрезкам труб в
заготовительном цехе при температуре окружающего воздуха не ниже -5°С.
Стыковую сварку полиэтиленовых труб выполняют сварочной машиной «Видос-4600 СПА» с набором полуколец d=225 мм толщина стенки не менее 5 мм.
Технологический процесс соединения труб и деталей сваркой встык включает:
• Подготовку труб и деталей к сварке (очистка, сборка, центровка, механическая обработка торцов, проверка совпадения торцов и зазоров в стыке);
• Сварку стыка (оплавление, нагрев торцов, удаление нагретого инструмента, осадка стыка .охлаждение соединения).
Последовательность процесса сборки и сварки труб из полиэтилена.
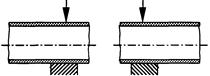
а)Центровка и закрепление в зажимах сварочной машины концов свариваемых труб.
б) Механическая обработка торцов труб с помощью торцовки.
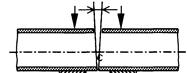
в)Проверка точности совпадения торцов по величине зазора «С»==0,5 мм для труб Æ свыше 110 до 225 мм.
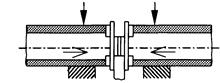
г)0плавление и нагрев свариваемых поверхностей нагретым инструментом
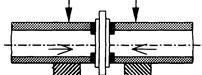
д) Осадка стыка до образования сварного соединения.
Перед сборкой и сваркой труб и соединительных деталей тщательно очищают их полости от грунта, снега, льда, камней и других посторонних предметов.
Концы труб и присоединительных деталей очищают от всех загрязнений на расстоянии не менее 50 мм от торцов. Очистку концов труб и деталей от пыли и песка производят сухими или увлажненными концами (ветошью) с последующей протиркой насухо. Если концы труб или деталей окажутся загрязненными смазкой, маслом иди какими-либо жирами их обезжиривают с помощью спирта, уайт-спирита, ацетона.
Концы труб, деформированные или имеющие глубокие (более 4-5 мм) забоины, обрезают.
Сборку свариваемых труб и деталей, включающую установку, центровку и закрепление свариваемых концов, производят в зажимах центратора установки для сварки.
Концы труб и деталей центрируют по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10% номинальной толщины стенки свариваемых труб. Подгонку труб при центровке осуществляют поворотом одной или обоих труб вокруг их оси, установкой опор под трубы на некотором расстоянии, использованием прокладок. При разнице в толщине стенок свариваемых труб или деталей свыше 15% от номинальной толщины стенки или более 5мм на трубе (детали), имеющей большую толщину, делают скос под углом 15+3° к оси трубы до толщины стенки тонкой трубы (детали).
При сварке встык вылет концов труб из зажимов центраторов составляет 15-30 мм, а приваренных деталей не менее 5 мм.
Закрепленные и сцентрированные концы труб и деталей перед сваркой подвергают механической обработке -торцеванию, с целью выравнивания свариваемых поверхностей, непосредственно в сварочной установке.
После механической обработки загрязнение поверхности торцов не допускается. Удаление стружки изнутри трубы или детали производят с помощью кисти, а снятие заусенцев с острых кромок торца -с помощью ножа. После обработки еще раз проверяют центровку и наличие зазора в стыке. Между торцами, приведенными в соприкосновение не должно быть зазоров превышающих:
•0,5 мм - для труб диаметром свыше 110 до 225 мм включительно.
Зазор между лопастковым щупом (ГОСТ 882-75) с погрешностью 0.05 мм.
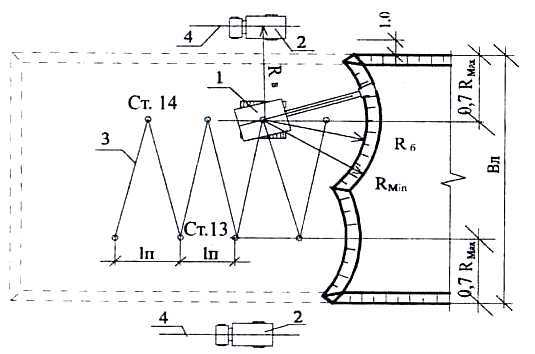
Сварка встык нагретым инструментом заключается в нагревании свариваемых торцов труб или деталей до вязкотекучего состояния полиэтилена при непосредственном контакте с нагретым инструментом и последующем соединении торцов под давлением осадки после удаления инструмента. В процессе земляных работ делается приямок размерами 1.2Х1.0Х0.7 м.
2.2.5 Подбор транспортных средств для транспортировки труб.
Полиэтиленовые трубы не относятся к категории опасных грузов ГОСТ 19433, их транспортируют любым видом транспорта в соответствии с правилами перевозки грузов.
При упаковке труб используют средства по ГОСТ 21650. Трубы поставляемые на строй площадку в отрезках связывают в пакеты скрепляя не менее чем в трех местах. При упаковке труб в бухты и на катушки концы труб должны быть жестко закреплены.
Трубы, крепленые в пакеты, перевозятся автотранспортом, оборудованным платформами и кузовами; расстояние между увязками на пакетах - не более 3 м. Перевозка на плетевозах не допускается.
При перевозке труб автотранспортом длина свешивающих с кузова машины или платформы концов труб не должна превышать 1,5 м, бухты и катушки перевозят на авто площадках. Узлы трубопроводов доставляют на объекты строительства в контейнерах в которых они надежно закреплены. На контейнеры наносится надпись «НЕ БРОСАТЬ».
Трубы при перевозке укладывают на ровную поверхность транспортных средств, предохраняя их от соприкосновения с острыми металлическими деталями. Транспортировку, погрузку и разгрузку труб производят при температуре наружного воздуха не ниже -20 °С. Сбрасывание труб и соединительных деталей с транспортных средств не допускается.
При погрузочно-разгрузочных работах не допускается перемещение труб волоком.
Для транспортировки труб подходит грузовой автомобиль повышенной проходимости ЗИЛ-131 с прицепом, перевозящий трубы в пакетах, со следующими техническими характеристиками:
Число перевозимых труб Æ 225 мм - 24 штук;
Базовый автомобиль - ЗИЛ - 131.
2.2.6 Мероприятия по технике безопасности при производстве работ.
1. Для защиты сварщика от поражения электрическим током систематически проверяют состояние изоляции рукояти электрододержателя и всех токоведущих частей и проводов.
2. На все машины и приспособления должны быть заведены паспорта и индивидуальные номера, по которым они записаны в специальный журнал учета их технического состояния.
3. Краны и другие грузоподъемные механизмы перед пуском в эксплуатацию необходимо освидетельствовать и испытать.
4. При работе стреловых кранов нельзя допускать пребывания людей в зоне их действия; во время опускания труб, фасонных частей , арматуры и других деталей в траншею и колодцы рабочие должны быть из них выведены
2.2.7 Калькуляция трудовых затрат и заработной платы.
На все виды работ составляется калькуляция трудовых затрат и заработной платы.
Таблица 7| № п/п | Обоснование | Наименование | Единица изме- | Обем работы | На един изме | ицу рения | На весь ра- | объем боты |
| ЕНиР; СНиП | работ | рения | Норма времени в час | Расценка руб.коп. | Затраты труда чел.дн. | Ст - сть затрат труда | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1 | 9-2-1 № 5 | Сварка труб на бровке траншеи | 1 м | 3822 | 0,02 | 0-01,5 | 9,56 | 57,33 |
| 2 | 9-2-7 Т2 № 2в | Сварка стыка встык | 1 стык | 318,5 | 1,3 | 1-05 | 51,76 | 334,43 |
| Итого: | 69,32 | 400,76 |
Похожие работы
... на откосы сил, высоты плотины, методов производства работ по возведению плотины и условий ее эксплуатации. Назначенные заложения откосов затем проверяются расчетами статической устойчивости и при необходимости корректируются. Ориентировочные значения заложений откосов земляных плотин из глинистых и песчаных грунтов при наличии в основании грунтов с прочностью, не меньшей, чем в теле плотины, ...
... сечения для трубопровода глубокого заложения и дополнительной траншеи для трубопроводов меньшего заложения. с основанием Bтр1, равным Bтр1 = Dн + 2×0,2 м где Dн — наружный диаметр трубопровода Для удобства подсчёта объёма земляных работ трассу трубопровода разбивают через определённые расстояния (через 100-200 м) на участки (пикеты) и вначале определяют объёмы работ на участках, а ...
... 655 2,562 3,767 Солидол 1,545 4,586 17,934 24,065 Керосин - 1,310 5,124 6,434 Обтирочные материалы 0,515 0,655 2,562 3,732 11. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЗЕМЛЯНЫХ РАБОТ Технология земляных работ зависит в основном от типа фундаментов, состава грунта и уровня грунтовых вод. Для столбчатых фундаментов делают круглые ямы с вертикальными стенами. Они устойчивы от обрушения даже при ...
... работ, обеспечивающим эффективное использование машин. 3. Проектирование работ по устройству котлована 3.1. Состав процессов и исходные данные по разработке котлована Земляные работы по устройству котлована включают следующие простые строительные процессы: разработку грунта с его подачей в транспортные средства или в отвал за бровку котлована, транспортирование грунта, его выгрузку из ...
0 комментариев