Навигация
Московский государственный автомобильно-дорожный институт.
Сварочные технологии
Студент: Троицкий А. П.
Группа: 1КМ1МОСКВА 2001.
1. Определение сварки
Сварка – технологический процесс получения неразъёмных соединений деталей путем их местного или общего нагрева, пластической деформации или совмещении того и другого.
2. Тип связей, образующийся при сварке.
В процессе сварки между свариваемыми деталями образуется межатомная связь, обеспечивающая неразъёмность свариваемых деталей.
3. Принцип классификации способов сварки. Примеры.
Способы сварки классифицируются по принципу получения соединения на:
Термический. Соединение достигается плавлением с использованием тепловой энергии (дуговая, плазменная, электрошлаковая, электронно-лучевая, лазерная и др. сварка);
Термомеханический. Соединение достигается с использованием тепловой энергии и давления (контактная, диффузионная и др. сварка);
Механический. Соединение достигается с использованием механической энергии и давления (ультразвуковая сварка, сварка взрывом, сварка трением, холодная сварка и др.).
4. Принципиальные схемы сварки плавящимся и не плавящимся электродами.

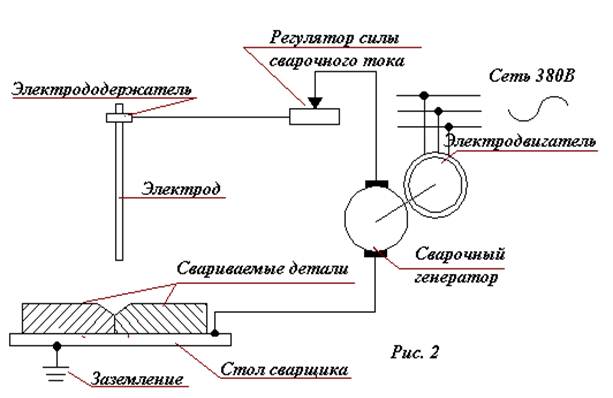
Основное отличие сварки плавящимся электродом (рис. 1), от сварки неплавящимся электродом (рис. 2) заключается в принципе внесения присадочного металла в сварной шов. В случае сварки плавящимся электродом присадочный металл попадает в зону горения сварочной дуги из электрода при его плавлении. При сварке неплавящимся электродом присадочный металл вносится в зону горения сварочной дуги дополнительно.
5. Схемы ручной электродуговой сварки постоянным (рис. 2) и переменным (рис.1) током.

6. Определение электрической сварочной дуги.
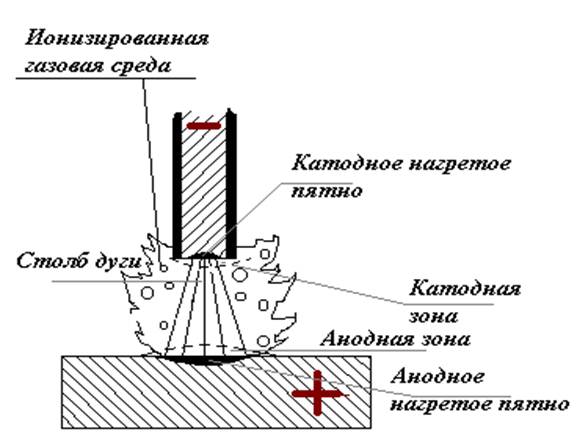
Электрической сварочной дугой называется долговременный мощный электрический разряд в ионизированной среде между электродом и свариваемым металлом. Электрическая сварочная дуга является концентрированным источником тепловой энергии, используемая для плавления металла. При горении сварочной дуги также выделяется световая энергия.
7. Схема электрической сварочной дуги.
8. Падение напряжения на сварочной дуге вызывается непостоянным расстоянием между электродом и свариваемыми деталями.
9. Особенности сварки переменным током.
Отличие сварки переменным током от других видов сварки является непостоянство сварочной дуги. За секунду дуга загорается и гаснет около 100 раз.
Это вызывает её нестабильность и, как следствие, необходимость в стабилизаторе.
Кроме того положительной чертой сварочной дуги переменного тока является её высокое КПД, достигаемое за счет высокого КПД трансформатора.
10. Требования, предъявляемые к источникам переменного сварочного тока. Схема сварочного трансформатора с подвижной катушкой вторичной обмотки.
К источникам сварочного тока предъявляются следующие требования:
1. Ток короткого замыкания должен быть ограничен;
2. Внешняя вольтамперная характеристика должна быть крутопадающей для ограничения тока короткого замыкания и повышения стабильности горения сварочной дуги;
3. Источник тока должен быть надежным и простым в эксплуатации.
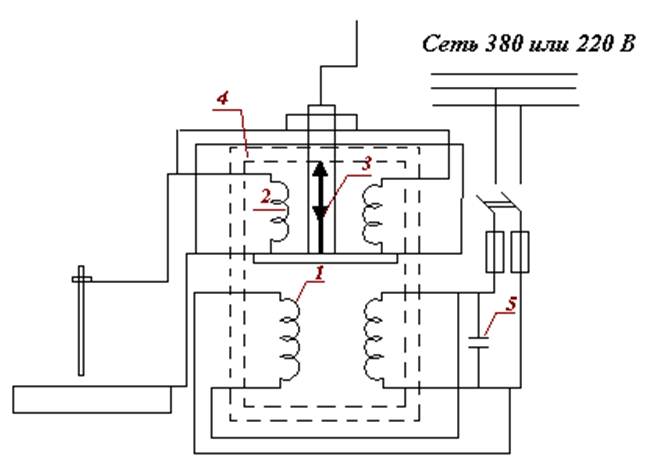
1 – катушка первичной обмотки
2 – катушка вторичной обмотки
3 – магнитопровод
4 – винт с гайкой
5 – компенсирующий конденсатор
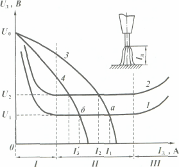
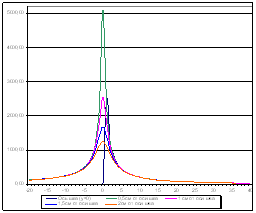
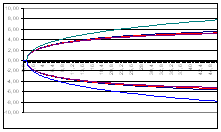
11. Преимущества источников переменного тока с круто падающей вольтамперной характеристикой.
Источник сварочного тока с круто падающей вольт амперной характеристикой обеспечивает:
· Стабильность горения сварочной дуги
· Ограничение тока короткого замыкания
В процессе сварки возможны изменения длины дуги, поэтому изменяется и величина падения напряжения (В).
Uд. = f(Iд. );
Устойчивое горение дуги обеспечивается, когда источник сварочного тока имеет круто падающую вольт амперную характеристику. При такой характеристике увеличение длины дуги, а следовательно и изменение падения Uд, вызывает незначительное уменьшение тока дуги:
D Iд’< D Iд’’
Также источники с круто падающей вольт амперной характеристикой обеспечивает ограниченный ток короткого замыкания, что практически ликвидирует опасность повреждения изоляции обмоток источника сварочного тока. А также предотвращает выгорание и обсыпание электрода, затрудняющее повторное зажигание дуги.
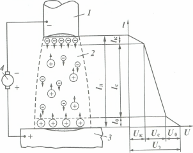
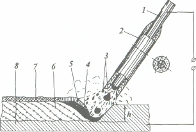
12. Описание и пояснение к схеме автоматической электродуговой сварки под слоем флюса.
При автоматической электродуговой сварке сварка проходит непокрытой сварочной проволокой. Сварочная дуга горит между торцом сварочной проволоки и деталями в среде ионизированных газов под слоем флюса. В зоне, прилегающей к зоне горения дуги, горения дуги плавится проволока, металл и часть флюса. По мере перемещения сварочной дуги, металл кристаллизуется, образуя шов. Расплавленный флюс всплывает на поверхность расплавленного металла и, застывая, образует шлаковую корку. Таким образом расплавленный металл постоянно отделен от воздуха или флюсом, или расплавленным шлаком, или шлаковой коркой.
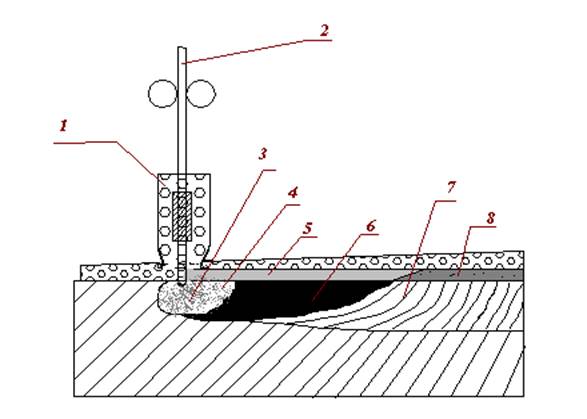
1 – Флюс
2 – Сварочная проволока
3 – Сварочная дуга
4 – Ионизированные газы
5 – Расплавленный флюс
6 – Расплавленный металл
7 – Наплавленный металл
8 – Шлаковая корка.
13. Саморегуляция длины дуги при автоматической электродуговой сваркой под слоем флюса.
При автоматической электродуговой сварке подача сварочной проволоки обеспечивается зубчатой передачей и потому постоянной скоростью её подачи. Вследствие этого зазор между сварочной проволокой и деталью, а, следовательно, и длина дуги, остается неизменной.
Похожие работы
... , при обработке металлов давлением. Экспериментальные исследования процессов пластической деформации металла в зоне формирования соединения при контактной точечной сварке по этой методике проводятся на натурных образцах с предварительно нанесенной координатной сеткой, технология изготовления которых предложена и описана в работе [128]. При исследованиях пластических деформаций в плоскостях ...

... вредных примесей металла. В заключение раздела отметим, что дуговой разряд, открытый В.Б. Петровым в 1802 г., не исчерпал еще всех своих возможностей и областей применения, включая и область сварочного производства. 3.2 Электрошлаковая сварка Разработка этого принципиально нового процесса была осуществлена в начале 50-х годов прошлого века сотрудниками ИЭС им. Е.О. Патона АН УССР во главе ...
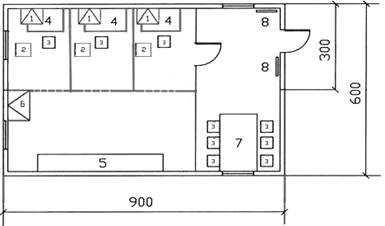
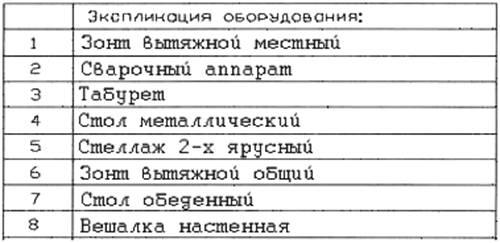
... фактора хmax Интегральная оценка, баллы Категория тяжести до 1,8 1 1,8...3,3 2 3,4...4.5 3 4, б. ..5,3 4 5,4...5,9 5 более 5,9 6 Таким образом получаем, что категория тяжести труда на рабочем месте сварщика при ручной электродуговой сварке с подогревом изделия равна 5. Мероприятия по снижению влияния вредных факторов при ручной дуговой сварке 1. Местная вытяжная ...
... свариваемого металла, конструкцией сварного соединения, режимом сварки и начальной температурой изделия. Рекомендуется подогрев и последующая термообработка. Способы сварки: РД, РАД, АФ, КТ. 2. Исследование процессов взаимодействия между металлом, газом и шлаком 2.1 Характеристика защиты металла от взаимодействия с окружающей средой Сварка плавлением - высокотемпературный процесс, ...
0 комментариев