Навигация
НИЗКОТЕМПЕРАТУРНАЯ ТЕХНОЛОГИЯ УТИЛИЗАЦИИ
23209
знаков
2
таблицы
6
изображений
1. НИЗКОТЕМПЕРАТУРНАЯ ТЕХНОЛОГИЯ УТИЛИЗАЦИИ
Разработчик и поставщик оборудования ЗАО "ALMAS ENGINEERING"(Москва)
При низкотемпературной обработке изношенных шин дробление производится при температурах -60 град.С ... -90 град. С, когда резина находится в псевдохрупком состоянии. Результаты экспериментов
показали, что дробление при низких температурах значительно уменьшает энергозатраты на дробление, улучшает отделение металла и текстиля от резины, повышает выход резины. Во всех известных установках для охлаждения резины используется жидкий азот. Но сложность его доставки, хранения, высокая стоимость и высокие энергозатраты на его производство являются основными причинами, сдерживающими в настоящее время внедрение низкотемпературной технологии. Для получения температур в диапазоне -80 град.С ... -120 град.С более эффективными являются турбохолодильные машины. В этом диапазоне температур применение турбохолодильных машин позволяет снизить себестоимость получения холода в 3-4 раза, а удельные энергозатраты в 2-3 раза по сравнению с применением жидкого азота. Технология не внедрена. Производительность линии 6000 т/год.
ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ
Схема линии представлена в приложении 1. Изношенные автомобильные шины подаются в машину для удаления бортовых колец. После этого шины поступают в шинорез и далее в ножевую роторную дробилку. Затем следует магнитный сепаратор и аэросепаратор. Для охлаждения порезанные и предварительно очищенные куски резины подаются в холодильную камеру, где охлаждаются до температуры -50 град.С...-90 град.С. Холодный воздух для охлаждения резины подается от генератора холода воздушной турбохолодильной машины. Далее охлажденная резина попадает в роторно-лопаточный измельчитель, откуда она направляется на повторную очистку в магнитный сепаратор и аэросепаратор, где отбирается резиновая крошка менее 1 мм ... 0,5 мм, а также более крупная и затаривается в мешки и отправляется к заказчику.
2. БАРОДЕСТРУКЦИОННАЯ ТЕХНОЛЛОГИЯ
Разработчик и поставщик оборудования: ГНПП "Корд-экс"
(ПЕРМЬ)
Технология основана на явлении "псевдосжижения" резины при высоких давлениях и истечении её через отверстия специальной камеры. Резина и текстильный корд при этом отделяются от металлического корда и бортовых колец, измельчаются и выходят из отверстий в виде первичной резино-тканевой крошки, которая подвергается дальнейшей переработке: доизмельчению и сепарации. Металлокорд извлекается из камеры в виде спрессованного брикета. Производительность линии 6000 т/год. В настоящее время реализованы и успешно работают 2 перерабатывабщих завода: "Астор"(Пермь), ЛПЗ(Лениногорск,Татарстан)
ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ
Схема линии представлена в приложении 2. Автопокрышка подаётся под пресс для резки шин, где режется на фрагменты массой не более 20 кг. Далее куски подаются в установку высокого давления.
В установке высокого давления шина загружается в рабочую камеру, где происходит экструзия резины в виде кусков размерами 20-80 мм и отделение металлокорда.
После установки высокого давления резинотканевая крошка и металл подаются в аппарат очистки брикетов для отделения металлокорда (поступает в контейнер)от резины и текстильного корда, выделение бортовых колец. Далее остальная масса подаётся в магнитный сепаратор , где улавливается основная часть брекерного металлокорда. Оставшаяся масса подаётся в роторную дробилку , где резина измельчается до 10 мм.
Далее вновь в кордоотделитель, где происходит отделение резины от текстильного корда и разделение резиновой крошки на две фракции:
· менее 3 мм;
· от 3 до 10 мм.
Отделившийся от резины текстильный корд поступает в контейнер.
В случае если резиновая крошка фракцией более 3 мм интересует потребителя как товарная продукция, то она фасуется в бумажные мешки, если нет, то она попадает в экструдер-измельчитель.
После измельчения вновь в кордоотделитель. Текстильный корд - в контейнер, а резиновая крошка - в вибросито, где происходит дальнейшее её разделение на три фракции:
I - от 0,3 до 1,0 мм;
II - от 1,0 до 3,0 мм;
III - свыше 3,0 мм.
Фракция резиновой крошки более 3 мм возвращается в экструдер-измельчитель, а резиновая крошка I и II фракции отгружается покупателю.
3. ПОЛНОСТЬЮ МЕХАНИЧЕСКАЯ ПЕРЕРАБОТКА
Генеральный разработчик: ООО "Компьютерное проектирование и
конструирование" (Москва).
Поставщик оборудования: ОАО "Тушинский машиностроительный
завод" (Москва).
В основу технологии переработки заложено механическое измельчение шин до небольших кусков с последующим механическим отделением металлического и текстильного корда, основанном на принципе "повышения хрупкости" резины при высоких скоростях соударений, и получение тонкодисперсных резиновых порошков размером до 0,2 мм путем экструзионного измельчения полученной резиновой крошки. Производительность линии 5100 т/год. Оборудование успешно эксплуатируется в ЗАО "Экошина"(Москва).
ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ
Технологический процесс включает в себя три этапа:
- предварительная резка шин на куски;
- дробление кусков резины и отделение металлического и текстильного корда;
- получение тонкодисперсного резинового порошка.
Схема линии представлена в приложении 3.
На первом этапе технологического процесса поступающие со склада шины подаются на участок подготовки шин, где они моются и очищаются от посторонних включений.
После мойки шины поступают в блок предварительного измельчения - агрегаты трехкаскадной ножевой дробилки, в которых происходит последовательное измельчение шин до кусков резины, размеры которых не превышают 30х50 мм.
На втором этапе предварительно измельченные куски шин подаются в молотковую дробилку , где происходит их дробление до размеров 10х20 мм. При дроблении кусков обрабатываемая в молотковой дробилке масса разделяется на резину, металлический корд, бортовую проволоку и текстильное волокно.
Резиновая крошка с выделенным металлом поступает на транспортер, с которого свободный металл удаляется с помощью магнитных сепараторов и поступает в специальные бункеры. После металлические отходы брикетируются.
На третьем этапе куски резины подаются в экструдер-измельчитель. На этой стадии обработки происходит параллельное отделение остатков текстильного волокна и отделение его с помощью гравитационного сепаратора от резиновой крошки. Очищенный от текстиля резиновый порошок подается во вторую камеру экструдера-измельчителя, в котором происходит окончательное тонкодисперсное измельчение.
По выходу из экструдера - в вибросито, и где осуществляется рассев порошка на 3 фракции.
1-ая фракция -0,5…0,8 мм
2-ая фракция - 0,8…1,6 мм
3-яя дополнительная фракция - 0,2…0,45 мм (поставка по заказу)
В приложении 4 представлено сравнение вышеназванных технологических линий по затратам электроэнергии и по выходу товарного продукта.
Похожие работы
... разработки месторождений компании предопределило возрастающую роль и значение служб по ремонту скважин и повышению нефтеотдачи пластов в поддержании достигнутого уровня добычи нефти. Исследование программы по вторичному использованию ресурсов на финансовые результаты деятельности предприятия проведено в данной работе на примере ОАО «Татнефть» - одной из крупнейших отечественных нефтяных компа
... 17 Строительные отходы 226728,00 251600,00 465530,00 18 Древесные отходы 5640,00 1881,00 1036,00 19 Черный металлолом? 15543,00 20046,00 25129,00 20 Цветной металлолом 1227,80 266,30 21 Металлсодержащие шламы и пыли 25129,00 Приложение 2 Обзорная справка «Проблемы и перспективы развития авторециклинга г.Москве. Зарубежный опыт» ...
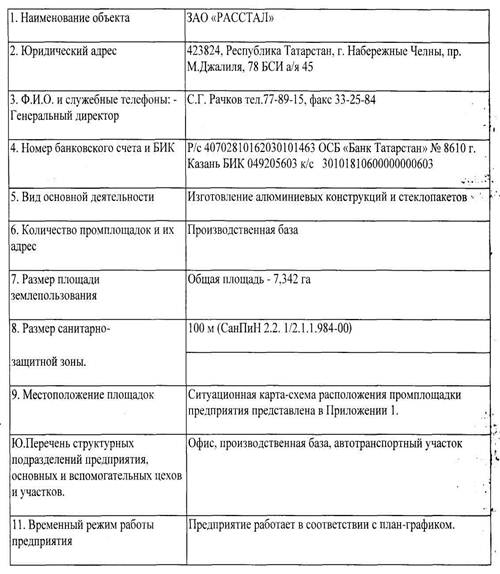
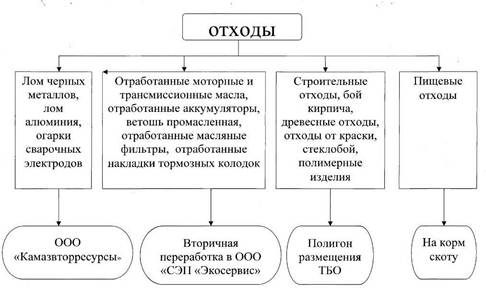
... нормативов образования и лимитов размещения отходов. Место расположения предприятия приведен в Приложении 2. 1.3. Основные источники загрязнения окружающей среды Образование отходов на предприятии ЗАО "РАССТАЛ" происходит в результате основной деятельности по изготовлению алюминиевых конструкций и установке стеклопакетов, эксплуатации автотранспорта, ремонтных работ, содержания столовой и ...
... снабжена системой утилизации тепла и очистки дымовых газов от аэрозоля и тумана из жидких нефтепродуктов и смол. Стоимость сжигания - 30-50 долларов США за одну тонну. Для обезвреживания твердых промышленных и бытовых отходов используют вращающиеся печи, позволяющие организовать перемешивание отходов. Вращающаяся печь представляет собой цилиндрическую конструкцию, стенки которой облицованы ...
0 комментариев