Навигация
Количественный анализ технологичности
8785
знаков
2
таблицы
1
изображение
2.2 Количественный анализ технологичности
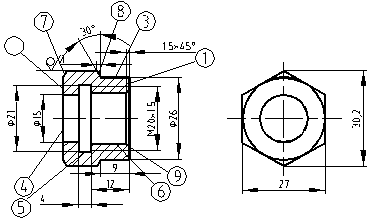
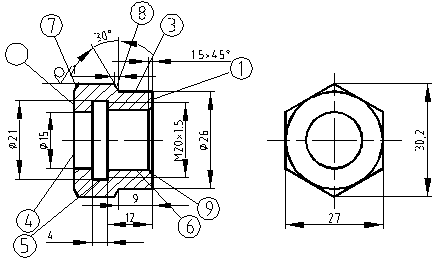
2.2.1 Кодирование детали
Согласно РД 107.7.303-90 проводится анализ технических решений изделия и формирование технологического кода.
Технологический код:
Вид контролируемых параметров
(подвид)
![]()
![]()
![]() Уточнение
вида дополнительной
Уточнение
вида дополнительной
обработки (вид)
Вид дополнительной обработки
![]() (подгруппа)
(подгруппа)
(группа)
![]() Вид материала
(подкласс)
Вид материала
(подкласс)
![]() Технологический
метод получения
Технологический
метод получения
определяющей конфигурации
(заготовки)(класс)
Х Х Х Х Х Х Х Х
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() Система
простановки
размеров
Система
простановки
размеров
![]() Точность
обработки
Точность
обработки
![]()
![]() Масса
Масса
![]() Марка
материала
Марка
материала
![]() Сортамент
материала
Сортамент
материала
![]() Количество
типоразмеров
Количество
типоразмеров
конструктивных элементов
![]() Количество
конструктивных
элементов и
Количество
конструктивных
элементов и
поверхностей, получаемых
дополнительной обработкой
![]() Количество
исполнительных
размеров
Количество
исполнительных
размеров
Таблица 1
| Наименование раздела кода | Технологические данные | Код |
| Технологический метод получения определяющей конфигурации | Давление без нагрева | 5 |
| Вид материала | Медь и сплавы меди | 4 |
| Объемно – габаритная характеристика | Для давления без нагрева | Ж |
| Вид дополнительной обработки | Удаление материала Покрытие | Б |
| Уточнение вида дополнительной обработки | Получение сквозных отверстий Покрытие | М |
| Вид контролируемых параметров | Шероховатость или наличие покрытия Форма поверхности Класс точности | 6 |
| Количество исполнительных размеров | Свыше 5 до 10 | 2 |
| Количество конструктивных элементов и поверхностей, получаемых дополнительной обработкой | Свыше 5 до 10 | 3 |
| Количество типоразмеров конструктивных элементов | Свыше 5 до 8 | 3 |
| Сортамент материала | Прутки горячекатаные | 2 |
| Марка материала | ЛС59 – 1 ГОСТ 2060-73 | 5 |
| Масса | 36 грамм | 4 |
| Точность обработки | Н14 Rz40 | В |
| Система простановки размеров | В прямоугольной последова-тельно – параллельной от 3 и более размерных баз | 8 |
Технологический код детали «Головка»:
5 4 Ж Б М 6. 2 3 3 2 5 4 В 8
Результат количественной оценки технологичности выражается уровнем выполнения установленных требований по технологичности Y, значения которого рассчитываются по формуле:
Кфак
![]() Y = ,
Y = ,
Кбаз
где Кфак – фактическое значение показателя технологичности;
Кбаз - базовое значение показателя технологичности изделия.
Фактическое значение комплексного показателя технологичности изделия Кфак рассчитывается по формуле:
n
Кф = П Кi ,
i=1
где Кi – значение i-го частного показателя технологичности изделия;
n – количество частных показателей технологичности.
Значения частных показателей технологичности изделия определяются как нормированные значения показателей технологичности, соответствующие технологическому коду по ОСТ 107.15.2011
Таблица 2
| Условн. Обознач. | Разряд Кода | Наименование частного показателя | Значение |
| Кф | 1 | Показатель прогрессивности формообразования | 0,99 |
| Ко | 4 | Показатель многономенклатурности видов обработки | 0,96 |
| Кк | 6 | Показатель многономенклатурности видов контроля | 0,98 |
| Ку | 9 | Показатель унификации конструктивных элементов | 0,98 |
| Кт | 13 | Показатель точности обработки | 0,98 |
| Кб | 14 | Показатель рациональности баз | 0,96 |
Кф = 0,86 Y = 1,14
Y>1 Следовательно можно говорить о технологичности детали. Фактическое значение показателя технологичности можно увеличить за счет снижения номенклатуры видов обработки, унификации конструктивных элементов, уменьшения точности обработки и использования более рациональных размерных баз.
3 Анализ типа производства
Проектирование технологического процесса, выбор средств оснащения, контроля, испытаний зависит от типа производства.
Согласно ГОСТ 3.1108-79 ЕСТД тип производства характеризуется коэффициентом закрепления операций:
О
![]() Кз.о.
= ,
Кз.о.
= ,
Р
где О – количество различных операций;
Р – количество рабочих для выполнения различных операций.
Значение Кз.о. принимается для планового периода, равного одному месяцу, следующих типов производства:
массового Кз.о.= 1;
крупносерийного 1
Похожие работы

... Допустить к защите: «___» ____________ 2000 г. Руководитель ______________Пояснительная записка к курсовому проектуТема проекта: «Разработать инструментальную оснастку к технологии изготовления детали «корпус» в условиях обработки на станках с ЧПУ»Проект выполнил студент: Бакачёв Андрей Игоревич шифр: 96009 группа: МТ-8 факультет: ВФ Специальность: 1201 Нормоконтроль ...
... Выбор метода получения заготовки осуществляется на основе литературных данных с учетом заданной серийности производства. На все обрабатываемые поверхности назначается общий припуск, допуск и предельные отклонения. Оформляется чертеж заготовки. 2.1 Заготовки из проката и специальных профилей Для изготовления деталей методами резания и пластической деформации применяют сортовой, специальный ...
... заготовки непосредственно влияет на построение технологического процесса изготовления детали, способствует снижению материалоёмкости, затрат на изготовление, а следовательно, снижение себестоимости изготовления детали. Эксплуатационные параметры детали «Вал» и вид материала позволяют изготавливать заготовку из проката по ГОСТ 2590-74 и щтамповкой получаемую на кривошипном горячештамповочный пресс ...
... d = 30,2 длиной 625 мм из стали 40XН ГОСТ 4543-71. Требуемая длина заготовки рассчитана с учетом ширины отрезного резца и необходимости торцевания заготовки. 2. ОБОСНОВАНИЕ МАРШРУТА ИЗГОТОВЛЕНИЯ ДЕТАЛИ Вводим нумерацию обрабатываемых поверхностей заготовки матрицы. Рис. 1. Условное обозначение поверхностей заготовки. Операции проводимые на станке 1К62 (токарный) и на станке 2Р125 ...
0 комментариев