Навигация
Разработка маршрутной технологии изготовления детали
11887
знаков
4
таблицы
4
изображения
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
Уральский Государственный Лесотехнический Университет
Кафедра технологии металлов
Разработка маршрутной технологии
изготовления детали
Курсовой проект
Зав. Кафедрой
Потехин Б.А.
Преподаватель
Потехин Б.А.
Студент
Флягин А.Е.
Екатеринбург 2006г.
| ФАМИЛИЯ | ПОДПИСЬ | ЧИСЛО | МАРШРУТНАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА (УЧЕБНАЯ) | ||||||||||||||
| РАЗРАБОТАЛ | Флягин А.Е. | ||||||||||||||||
| ПРОВЕРИЛ | Потехин Б.А. | ||||||||||||||||
|
| НАЗВАНИЕ ДЕТАЛИ, КОЛИЧЕСТВО, ШТ | СТАЛЬ | ГОСТ | HRС, HB | |||||||||||||
| Гайка,25 шт | 40ХН | 4543-71 | 260 НВ | ||||||||||||||
| ОБОРУДОВАНИЕ, ИНСТРУМЕНТ, ПРИСПОСОБЛЕНИЕ | РАЗМЕР ЗАГОТОВКИ | ||||||||||||||||
| Ø 30,2х625 | |||||||||||||||||
| КИМ | 0,4 | ||||||||||||||||
| РЕЖИМЫ РЕЗАНИЯ | ТРУДОЁМКОСТЬ | ||||||||||||||||
| № | ОПЕРАЦИИ, ПЕРЕХОДЫ | V/n | S | t | i | То | Тв | Тдоп | Тшт | ||||||||
| 05 1 пер. | ТОКАРНАЯ. Отрезать заготовку в размер 25мм в партии 25 шт. | Станок 1К62, трёх кулачковый патрон, резец отрезной с пластиной из твёрдого сплава Т15К6. | |||||||||||||||
| 47/500 | 0,25 | 3 | 1 | 0,15 | 0,23 | 0,038 | 0,418 | ||||||||||
| 2 пер. | Торцевать заготовку (пов.1), в партии 25 шт. Второй установ. | Станок 1К62, трёх кулачковый патрон, резец проходной торцевой с пластиной из твёрдого сплава Т15К6. | |||||||||||||||
| 47/500 | 0,25 | 1 | 1 | 0,15 | 0,23 | 0,038 | 0,418 | ||||||||||
| 3 пер. | Торцевать заготовку (пов.2), в партии 25 шт. Второй установ. | Станок 1К62, трёх кулачковый патрон, резец проходной торцевой с пластиной из твёрдого сплава Т15К6. | |||||||||||||||
| 47/500 | 0,25 | 1 | 1 | 0,15 | 0,23 | 0,038 | 0,418 | ||||||||||
| 10 1 пер. | ТОКАРНАЯ. Точить (пов.3) до d=28мм, в партии 25 шт. | Станок 1К62, трёх кулачковый патрон, резец проходной торцевой с пластиной из твёрдого сплава Т15К6. | |||||||||||||||
| 44/500 | 0,5 | 2 | 1 | 0,044 | 0,066 | 0,011 | 0,121 | ||||||||||
| 15 1 пер. | СВЕРЛИЛЬНАЯ. Сверлить отверстие (пов.4) d=14мм на длину всей заготовки , в партии 25 шт. | Станок 2Р125, сверло d=14мм, поворотный стол, тисы. | |||||||||||||||
| 12/272 | 0,62 | 1 | 1 | 0,148 | 0,222 | 0,037 | 0,407 | ||||||||||
| 20 1 пер. | ТОКАРНАЯ. Точить (пов.5) до d=19мм, в партии 25 шт. | Станок 1К62, трёх кулачковый патрон, резец фасонный с пластиной из твёрдого сплава Т15К6. | |||||||||||||||
| 30/500 | 0,35 | 3 | 1 | 0,028 | 0,042 | 0,007 | 0,077 | ||||||||||
| 25 1 пер. | СВЕРЛИЛЬНАЯ. Развернуть отверстие (пов.6) d=16мм, в партии 25 шт. | Станок 2Р125, развёртка d=14мм, поворотный стол, тисы. | |||||||||||||||
| 14/272 | 0,62 | 1 | 1 | 0,083 | 0,125 | 0,02 | 0,228 | ||||||||||
| 30 1 пер. | ТЕРМИЧЕСКАЯ. Нагреть от 820 в партии 25шт | Нагревательная печь Н – 30. | |||||||||||||||||||||
|
|
|
|
| 1,2 | 1,8 | 0,3 | 3,3 | ||||||||||||||||
| 2 пер. | Закалить, в партии 25 шт. | Ванна для закаливания. | |||||||||||||||||||||
|
|
|
|
| 0,0064 | 0,0096 | 0,0016 | 0,0176 | ||||||||||||||||
| 3 пер. | Отпустить при 580 в партии 25 шт. | Нагревательная печь Н – 30. | |||||||||||||||||||||
|
|
|
|
| 4,8 | 7,2 | 1,2 | 13,2 | ||||||||||||||||
| 35 1 пер.
| ТОКАРНАЯ. Точить (пов.3) до d=26мм на длину 9 мм, в партии 25 шт.
| Станок 1К62, трёх кулачковый патрон, резец проходной торцевой с пластиной из твёрдого сплава Т15К6. | |||||||||||||||||||||
| 25/315 | 0,5 | 1 | 1 | 0,08 | 0,12 | 0,02 | 0,22 | ||||||||||||||||
| 2 пер. | Точить (пов.5) до d=21мм на длину 4 мм, в партии 25 шт.
| Станок 1К62, трёх кулачковый патрон, резец фасонный с пластиной из твёрдого сплава Т15К6. | |||||||||||||||||||||
| 21/315 | 0,5 | 1 | 1 | 0,025 | 0,038 | 0,006 | 0,069 | ||||||||||||||||
| 3 пер. | Нарезание резьбы М20*1,5 на длину 12мм, в партии 25шт. | Станок 1К62, трёх кулачковый патрон, метчик. | |||||||||||||||||||||
| 20/315 | 0,5 | 1 | 1 | 0,102 | 0,153 | 0,026 | 0,281 | ||||||||||||||||
| 4 пер. | Снятие фаски (пов.8) на глубину 2мм30* , в партии 25 шт. | Станок 1К62, трёх кулачковый патрон, резец фасонный с пластиной из твёрдого сплава Т15К6. | |||||||||||||||||||||
| 40/315 | 0,5 | 2 | 1 | 0,013 | 0,02 | 0,003 | 0,036 | ||||||||||||||||
| 5 пер. | Снятие фаски (пов.7) на глубину 2мм30* , в партии 25 шт. | Станок 1К62, трёх кулачковый патрон, резец фасонный с пластиной из твёрдого сплава Т15К6. | |||||||||||||||||||||
| 40/315 | 0,5 | 2 | 1 | 0,013 | 0,02 | 0,003 | 0,036 | ||||||||||||||||
| 6 пер. | Снятие фаски (пов.9) на глубину 1,5мм45* , в партии 25 шт. | Станок 1К62, трёх кулачковый патрон, резец фасонный с пластиной из твёрдого сплава Т15К6. | |||||||||||||||||||||
| 40/315 | 0,5 | 1,5 | 1 | 0,01 | 0,015 | 0,003 | 0,028 | ||||||||||||||||
| 40 1 пер. | СВЕРЛИЛЬНАЯ. Развернуть отверстие (пов.4) d=15мм, в партии 25 шт. | Станок 2Р125, развёртка d=15мм, поворотный стол, тисы. | |||||||||||||||||||||
| 13/272 | 0,62 | 0,5 | 1 | 0,066 | 0,099 | 0,07 | 0,182 | ||||||||||||||||
| 45 1 пер.
| ТОКАРНАЯ. Торцевать (пов.1) до, в партии 25 шт.
| Станок 1К62, трёх кулачковый патрон, резец проходной торцевой с пластиной из твёрдого сплава Т15К6. | ||||||||||
| 26/315 | 0,5 | 1 | 1 | 0,08 | 0,12 | 0,02 | 0,22 | |||||
| 2 пер.
| Торцевать (пов.2) до, в партии 25 шт.
| Станок 1К62, трёх кулачковый патрон, резец проходной торцевой с пластиной из твёрдого сплава Т15К6. | ||||||||||
| 30/315 | 0,5 | 1 | 1 | 0,1 | 0,15 | 0,025 | 0,275 | |||||
|
|
|
| Тшт=20 мин | |||||||||
|
|
|
|
|
|
|
|
| |||||
|
|
|
| ||||||||||
|
|
|
|
|
|
|
|
| |||||
1 ВЫБОР ЗАГОТОВКИ
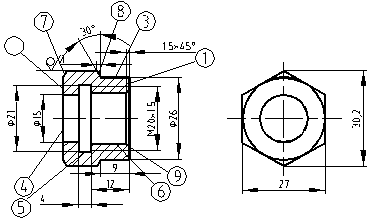
Для изготовления 25 штук гаек выбираем заготовку сечением в виде шестигранника диметр описанной окружности которого d = 30,2 длиной 625 мм из стали 40XН ГОСТ 4543-71. Требуемая длина заготовки рассчитана с учетом ширины отрезного резца и необходимости торцевания заготовки.
2. ОБОСНОВАНИЕ МАРШРУТА ИЗГОТОВЛЕНИЯ ДЕТАЛИ
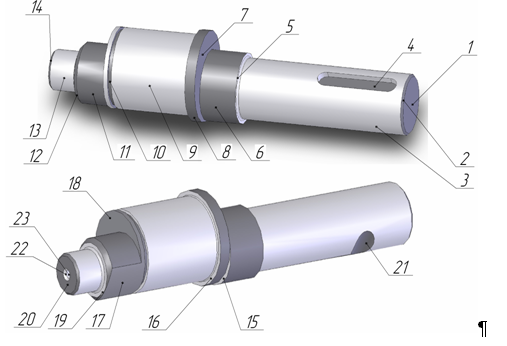
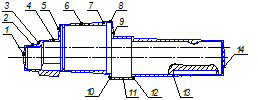
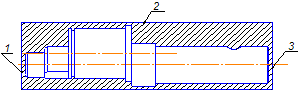
Вводим нумерацию обрабатываемых поверхностей заготовки матрицы.
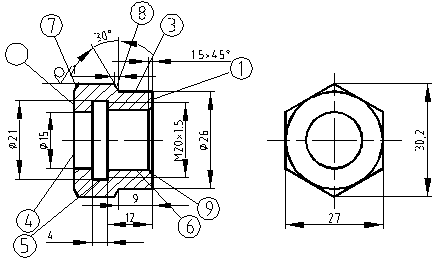
Рис. 1. Условное обозначение поверхностей заготовки.
Операции проводимые на станке 1К62 (токарный) и на станке 2Р125 (сверлильный).
гайка деталь инструмент резание трудоемкость
05 Токарная.
1 пер. Отрезаем заготовки в размер 25мм:
Число оборотов: n=500 об/мин;
Скорость резания: ![]() м/мин;
м/мин;
Подача: ![]() мм/об принимаем S=0.25мм/об;
мм/об принимаем S=0.25мм/об;
Глубина резания: t=3мм;
Число проходов: i=1.
2 пер. Торцевать поверхность 1 заготовки:
Число оборотов: n=500 об/мин;
Скорость резания: ![]() м/мин;
м/мин;
Подача: ![]() мм/об принимаем S=0.25мм/об;
мм/об принимаем S=0.25мм/об;
Глубина резания: t=1мм;
Число проходов: i=1.
3 пер. Торцевать поверхность 2 заготовки:
Число оборотов: n=500 об/мин;
Скорость резания: ![]() м/мин;
м/мин;
Подача: ![]() мм/об принимаем S=0.25мм/об;
мм/об принимаем S=0.25мм/об;
Глубина резания: t=1мм;
Число проходов: i=1.
10 Токарная.
1 пер. Точить поверхность 3 до d=28мм:
Число оборотов: n=500 об/мин;
Скорость резания: ![]() м/мин;
м/мин;
Подача: ![]() мм/об принимаем S=0.5мм/об;
мм/об принимаем S=0.5мм/об;
Глубина резания: t=2мм;
Число проходов: i=1.
15 Сверлильная.
1 пер. Просверлить отверстие 4 d=14мм на длину всей заготовки:
Число оборотов: n=272 об/мин;
Скорость резания: ![]() м/мин;
м/мин;
Подача: S=0.62 мм/об;
Глубина резания: t=1 мм;
Число проходов: i=1.
20 Токарная.
1 пер. Точить поверхность 5 до d=19мм:
Число оборотов: n=500 об/мин;
Скорость резания: ![]() м/мин;
м/мин;
Подача: ![]() мм/об принимаем S=0.35мм/об;
мм/об принимаем S=0.35мм/об;
Глубина резания: t=3мм;
Число проходов: i=1.
25 Сверлильная.
1 пер. Развернуть отверстие 6 до d=16мм:
Число оборотов: n=272 об/мин;
Скорость резания: ![]() м/мин;
м/мин;
Подача: S=0,62 мм/об;
Глубина резания: t=1мм;
Число проходов: i=1.
35 Токарная.
1 пер. Точить поверхность 3 до d=26мм на длину l=9мм:
Число оборотов: n=315 об/мин;
Скорость резания: ![]() м/мин;
м/мин;
Подача: S=0,67 принимаем S=0.5мм/об;
Глубина резания: t=1мм;
Число проходов: i=1.
2 пер. Точить поверхность 5 до d=21мм на длину l=4мм:
Число оборотов: n=315 об/мин;
Скорость резания: ![]() м/мин;
м/мин;
Подача: S=0,5 мм/об;
Глубина резания: t=1мм;
Число проходов: i=1.
3 пер. Нарезать резьбу М20*1,5 метчиком на длину l=12мм:
Число оборотов: n=315 об/мин;
Скорость резания: ![]() м/мин;
м/мин;
Подача: S=0,5 мм/об;
Глубина резания: t=1мм;
Число проходов: i=1.
4 пер. Снятие фаски 8 ![]() :
:
Число оборотов: n=315 об/мин;
Скорость резания: V=40 м/мин;
Подача: S=0,5 мм/об;
Глубина резания: t=2мм;
Число проходов: i=1.
5 пер. Снятие фаски 7 ![]() :
:
Число оборотов: n=315 об/мин;
Скорость резания: V=40 м/мин;
Подача: S=0,5 мм/об;
Глубина резания: t=2мм;
Число проходов: i=1.
6 пер. Снятие фаски 9 ![]() :
:
Число оборотов: n=315 об/мин;
Скорость резания: V=40 м/мин;
Подача: S=0,5 мм/об;
Глубина резания: t=1,5мм;
Число проходов: i=1.
40 Сверлильная.
1 пер. Развернуть отверстие 4 до d=15мм:
Число оборотов: n=272 об/мин;
Скорость резания: ![]() м/мин;
м/мин;
Подача: S=0,62 мм/об;
Глубина резания: t=0,5мм;
Число проходов: i=1.
45 Токарная.
1 пер. Торцевать поверхность 1:
Число оборотов: n=315 об/мин;
Скорость резания: ![]() м/мин;
м/мин;
Подача: S=0,5 мм/об;
Глубина резания: t=1мм;
Число проходов: i=1.
2 пер. Торцевать поверхность 2:
Число оборотов: n=315 об/мин;
Скорость резания: ![]() м/мин;
м/мин;
Подача: S=0,5 мм/об;
Глубина резания: t=1мм;
Число проходов: i=1.
3. ВЫБОР ОБОРУДОВАНИЯ, ИНСТРУМЕНТОВ, ПРИСПОСОБЛЕНИЙ, РЕЖИМОВ РЕЗАНИЯ
3.1. Выбор оборудования
Для проведения токарных операций выбираем станок марки 1К62, так как он позволяет провести все операции связанные с точением.
Операцию сверления выполняем на сверлильном станке 2Р125
Для проведения термической операции выбираем нагревательную печь Н-30 и ванну закалочную.
Похожие работы
... расчетно-аналитического методов связано с тем, что второй метод учитывает больше погрешностей. Объем заготовки: Масса заготовки: . Коэффициент использования материала: . 7. Разработка маршрутной технологии механической обработки детали Разрабатываемый технологический процесс должен быть прогрессивным, обеспечивать повышение производительности труда и качества деталей, сокращение трудовых ...

... Допустить к защите: «___» ____________ 2000 г. Руководитель ______________Пояснительная записка к курсовому проектуТема проекта: «Разработать инструментальную оснастку к технологии изготовления детали «корпус» в условиях обработки на станках с ЧПУ»Проект выполнил студент: Бакачёв Андрей Игоревич шифр: 96009 группа: МТ-8 факультет: ВФ Специальность: 1201 Нормоконтроль ...

... 0,26 0,26 М52*1,5 4 0,37 0,37 Æ30 0,28 - 34,6 2,7 0,31 0,31 Æ40 0,31 0,31 R 0,75 0,125 0,125 Æ49,7 5,15 0,31 0,31 3,2 0,15 0,15 5,2 0,15 0,15 8. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ 8.1 ВЫБОР ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Типовой ТП разрабатывается на основе анализа множества действующих и ...
... заготовки непосредственно влияет на построение технологического процесса изготовления детали, способствует снижению материалоёмкости, затрат на изготовление, а следовательно, снижение себестоимости изготовления детали. Эксплуатационные параметры детали «Вал» и вид материала позволяют изготавливать заготовку из проката по ГОСТ 2590-74 и щтамповкой получаемую на кривошипном горячештамповочный пресс ...
0 комментариев