Навигация
Качество штамповой оснастки
51013
знаков
1
таблица
19
изображений
3. Качество штамповой оснастки.
Диаграмма
( ).
4
.Механическая
обработка.
Диаграмма ( ).
Меры по улучшению качества.
Анализируя факторы, формирующие данную проблему, можно принять следующие меры, позволяющие повысить качество закидки.
По фактору 1 (механические свойства).
Несмотря на большое разнообразие используемых марок стали, лучше иметь одного-двух партнеров-поставщиков. Это позволит предприятию знать, что металл высококачественный. Поступаемая продукция должна сопровождаться сертификатом качества. При этом содержание легирующих примесей хрома, никеля, меди и др. не более 0.3% каждого; содержание углерода не более 0.25%.
Наличие вредных примесей, повышенная газонасыщенность стали оказывают существенное влияние на деформируемость слитков и, следовательно, на качество готовой поковки. Тесная связь показателей химического состава имеется и с показателями качества металлов по макро- и микроструктуре.
По фактору 2 (наличие поверхностных дефектов).
Перегрев и пережог недопустимы. При чрезмерно большой скорости нагрева заготовок, в особенности холодных, в них могут возникнуть трещины. При длительном нагреве на них образуется толстый слой окалины, которая при ковке и штамповке образует на поверхности вмятины. Для уменьшения слоя окалины рекомендуется использовать малоокислительный индукционный нагрев( в пламенно-газовой печке слой окалины ~ 1мм, в индукционной – с папиросную бумагу ).
Заштампованные усадочные раковины с выходом на поверхности детали и в отверстиях в виде волосовины глубиной до 1,5 – 2мм.
Заштампованные песочные, шлаковые, газовые раковины должны быть по глубине не более 5 мм, по наибольшему измерению 10 мм в количестве до 3 штук на деталь.
По фактору 3 ( качество штамповой оснастки ).
Допускается сдвиг осей штампов не более 1.5 мм. в противном случае по причине неисправности штампов (сбиты замки ) и оборудования может возникнуть перекос.
Перекос появляется так же из за неправильно установленных и закрепленных половин штампа, при ослаблении направляющих в молотах, недостаточной фиксации станин и другим причинам.
Выступ от среза заусенца по линии разъема штампов должен быть не больше 2 мм. Рекомендуется использование качественных обрезных штампов.
Штамповые уклоны не должны превышать 70 в тело детали. Для этого следует своевременно восстанавливать гравюру окончательного ручья штампа (до 4 раз и более).
По фактору четыре (механическая обработка).
При использовании многошпиндельных сверлильных полуавтоматов, автоматов, применении кондукторов значительно увеличится точность получаемого отверстия, исключится сдвиг детали относительно станка.
Квалификация персонала также имеет большое значение для качественного выполнения детали. Не следует поручать рабочим низшего разряда выполнение работы более высокого уровня.
Качество деталей при механической обработке зависит и от используемого режущего инструмента. Рекомендуется регулярно затачивать сверла, использовать инструмент соответствующей марки стали.
Контроль качества штампованных поковок предусматривает контроль качества геометрических размеров и контроль прочности поковок.
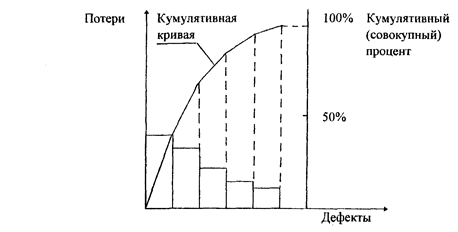
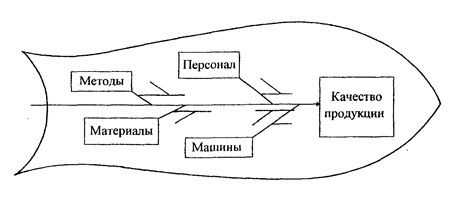
В заключение сделаем вывод, что диаграмма причины-результат является очень эффективным средством для выявления факторов и причин, влияющих на проблему. В результате применения метода Парето получена необходимая информация для анализа бездефектного производства и принятия специалистом управляющих решений в рамках КС УКП.
Общие принципы управления
(цикл Деминга)
Комплексная система управления качеством продукции- это применение статистических методов на всех этапах производства, которая в наивысшей степени способствует экономичному производству продукции. УКП, развиваясь циклически, проходит через определенные этапы. Этот цикл называется циклом Деминга, а его реализация - оборотом цикла Деминга .
Понятие цикла Деминга не ограничивается только контролем качества изделий, его можно распространить на все управление производством. А именно, управление любыми процессами, включая управление качеством продукции, можно рассматривать как последовательность прохождения следующих важных этапов:
План (PLAN)
Реализация (DO)
Проверка (CHECK)
Исправление (ACTION)
На рисунке 1 приведен пример прохождения этапов по схеме PDCA. Цикл PDCA обеспечивает качественный рост услуг, управления и контроля. Цикл Деминга всегда имеет не один , а несколько оборотов. Реализация этого цикла группой специалистов обеспечит повышение качества продукции. При умелой реализации цикла Деминга на предприятии можно ожидать наибольшей эффективности их работы при минимальных затратах
Прохождение этапов PDCA
![]()


![]()

p
P
A
C
D
Рис.1
![]()
![]()
![]()
Управление следует организовать на основе шести комплексов мероприятий , которые доказали свою эффективность
P: (PLAN)
Определение целей и задач.
Определение способов (путей стратегий) достижений целей. План мероприятий.
Обучение и подготовка кадров.
D: (DO)
Выполнение работ.
C: (CHECK)
Проверка результатов выполнения работ.
A: (ACTION)
Осуществление соответствующих управляющих воздействий. Исправление.
Остановимся подробно на каждом комплексе.
Р: Определение целей и задач
Определяя задачи необходимо установить конечный срок их выполнения. Задачи следует определять на основании стоящих перед фирмой проблем и они должны определяться таким образом, чтобы обеспечить совместные действия всех подразделений.
Определение способов достижения целей
Получение определенных показателей качества является целью реализации системы. Факторы и причины, которые формируют данные показатели, можно определить с помощью диаграммы Исикавы. Такой подход помогает предвосхитить проблемы и предотвратить их возникновение, это- прогрессивное управление. В процессе поисков следует консультироваться с теми, кто знаком с конкретным процессом, а именно: с рабочими инженерами и исследователями. Ключ к успеху- в решительной стандартизации очевидных вещей и передачи их подчиненным.
Обучение и подготовка кадров
На всех этапах прохождения цикла Деминга существует острая необходимость в квалифицированных и подготовленных работниках. Поэтому руководители несут ответственность за обучение и воспитание своих подчиненных. Обучение не ограничивается формальными заседаниями руководитель должен учить своего подчиненного индивидуально на практике. Получив образование и подготовку, человек становиться работником на которого можно положиться и которого можно облечь властью.
D: Выполнение работ
Можно заставить подчиненных выполнять работу, отдав соответствующие распоряжения, но такой процесс никогда не будет протекать гладко. Условия постоянно меняются, и распоряжения никогда не будут точно поспевать за изменяющимися условиями. По этой причине следует обращать особое внимание на добровольное начало в управлении качеством.
Например, есть много причин, объясняющих неудачу программы бездефектного производства. Одна из них заключается в том, что программа превратилась в сплошное теоретизирование. При этом забывали , что каждый человек- личность. Неудача также объяснялась тем, что бытовало мнение, согласно которому число дефектов будет равно нулю, если строго следовать требованиям стандартов. Однако, как уже отмечалось стандарты и регламенты всегда несовершенны. Только опыт и квалификация работников помогают компенсировать несовершенство стандартов и качества.
C: Проверка результатов выполнения работ
Если все идет в соответствии с поставленными задачами и согласно требованиям стандартов, никакого вмешательства не требуется. Но когда имеют место необычные явления или нарушается заведенный порядок, должен вмешаться руководитель. Цель контроля заключается в обнаружении таких отклонений. Для того чтобы обнаружить отклонения необходимо: проверить сначала причины, а затем выполнить проверку работы по ее результатам. Прежде всего, необходимо установить, контролируются ли все причинные факторы, следует проверить каждый процесс- проектирования, материально- техническое снабжение, изготовление- и убедиться в правильном понимании причинных факторов в соответствие с заданными техническими требованиями. Проверку причинных факторов следует поручать руководителям более низкого звена.
Другой способ заключается в проверке процесса или работы по результатам. К результатам также относятся вопросы, связанные с кадрами, качеством, количеством, сроками поставки, наличием сырья, рабочей силой и оборудования, необходимых для выпуска единицы продукции и затратами. Наблюдая изменения происходящие в каждой из этих позиций, можно контролировать процесс, работу и управление ими.
Если результаты отсутствуют или искажены, это означает, что в каких то процессах происходит что-то необычное и имеются определенные трудности. Задача руководителя заключается в установлении источника сбоев, связанный с причинными факторами.
A: Осуществление соответствующих управляющих воздействий
При осуществлении корректирующих воздействий важно принять меры во избежание повторения отклонений. Необходимо положить конец имеющимся нарушениям. Следует устранить причинные факторы, которые вызвали отклонение. Исправление и предотвращение повторяющихся отклонений- это два разных действия, в том числе в отношении принимаемых мер. Устраняя причины отклонений необходимо обратиться к истокам проблемы и принять меры по предотвращению их повторения.
Лист планирования.
Достижение бездефектного выпуска закидки люка в следующие сроки:
Проект с 1.12.97г. по 1.07.98г.
| Необходимые действия | Дата начала | Дата завершения | Ответственные | Метод воздействия |
| 1.Выявить для закупаемых заготовок наилучшие марки стали. | 1.12.97. | 12.03.98. | Зам. Начальника по подготовке произ-ва , нач.Отдела снабжения | Методом испытаний и исследован. |
| 2.Ограничить число поставщиков. | 15.03.98. | 20.05.98. | Зам. Начальника по подготовке произ-ва , нач.Отдела снабжения | Используя данные испытаний. |
| 3.Использовать новейшие технологии в кузнечном и мех. цехах. | 15.04.98. | 20.05.98. | Нач. Цеха, инженеры новой техники | |
| 4.Обучение персонала: от высших руководит. До работников | 01.03.98. | 20.05.98. | Директор, зам.директора по произ-ву. | Направление на курсы повышения квалификац. |
| 5.Осуществить мотивирование работников материальными стимулами. | 01.05.98. | 20.05.98. | Нач.участка , Зам. По пр-ву. | |
| 6.Ввести количественные показатели для оценки качества труда. | 01.04.98. | 20.05.98. | Контролер БТК. | Уровень сдачи продукции с первого предъявления. |
| 7.Реклама. | 01.12.97. | 20.05.98. | Отдел маркетинга | Участие в выставках, Конкурсах |
Все эти мероприятия позволяют достичь значительного снижения брака, а следовательно, повышение качества продукции, надежности и долговечности выпускаемого изделия.
Далее мы приведем методы экономически эффективного производства высококачественных продуктов и услуг. Все идеи принадлежат доктору Демингу, и широко используются на Западе, в особенности в Америке.
1.Постоянство целей.
Приверженность руководства постоянным улучшениям - критический фактор для поддержания энтузиазма, интереса и соучастия работников на всех уровнях.
2.Новая философия.
Предполагается серьезное, радикальное переосмысливание ваших взглядов- более радикальное, чем вы можете себе представить. Вы должны поддерживать постоянное, непрерывное движение в правильном направлении к тому дню, когда вся компания окажется в процессе улучшения качества всех систем и видов деятельности.
3. Покончите с зависимостью от массового контроля.
Работайте с надежными, однородными и высококачественными материалами и процессами. Это скажется на вашей репутации у ваших настоящих и будущих потребителей.
4.Покончите с практикой закупок по самой дешевой цене.
Стремитесь получать все поставки только от одного производителя. Целью в этом случае является минимизация общих затрат, а не только первоначальных.
5.Улучшайте каждый процесс
Постоянно выискивайте проблемы для того, чтобы улучшать все виды деятельности и функции в компании, повышать качество и производительность.
6.Введите в практику подготовку и переподготовку кадров, с тем, чтобы лучше использовать возможности каждого из них.
7. Учредите « лидерство».
Надо создать среду, в которой у работников имеется истинная заинтересованность в их работе, а менеджеры помогают хорошо ее выполнять. Если рабочие заинтересованы, то они стремятся выполнять работу качественно.
8. Изгоняйте страхи.
Любой работник испытывающий страх перед своим вышестоящим руководителем, не может надлежащим образом сотрудничать с ним. Истинное сотрудничество позволяет достичь намного большего, чем изолированные индивидуальные усилия.
9. Разрушьте барьеры.
Люди из различных функциональных подразделений должны работать в командах (бригадах) с тем, чтобы устранять проблемы, которые могут возникнуть , а не тратить время на конфликты.
10. Откажитесь от пустых лозунгов и призывов, которые требуют от работников бездефектной работы, нового уровня производительности, но ничего не говорят о методах достижения этих целей.
11. Устраните произвольные количественные нормы и задания.
Замените их поддержкой и помощью со стороны вышестоящих руководителей с тем, чтобы достигать непрерывных улучшений в качестве и производительности.
12. Дайте работникам возможность гордиться своим трудом.
Устраните барьеры, которые обкрадывают рабочих и руководителей, лишая их возможности гордиться своим трудом. Это предполагает ежегодных аттестаций и методов управления по целям.
13. Поощряйте стремление к образованию.
Организации нужны не просто люди, ей нужны работники, совершенствующиеся в результате образования. Источником успешного продвижения в достижении конкурентоспособности являются знания.
14. Определите непоколебимую приверженность высшего руководства к постоянному улучшению качества и производительности и их обязательство проводить в жизнь все рассмотренные выше принципы.
Повышение качества с помощью нововведений.
Системы управления качеством представляют собой органическое сочетание экономических , правовых и других факторов влияющих на качество . С помощью нововведений можно не только избежать консерватизма и застоя в развитии комплексного подхода к качеству, но и сознательно и уверенно двигаться дальше . В системах качества нововведения делятся на две группы :
функциональные
системные
К функциональным относятся нововведения , затрагивающие задачи одной из функций управления качеством и не требующие структурных изменений системы . В крайнем случае , необходимость в структурных изменениях столь незначительна , что их можно не проводить . В нашем случае можно ввести дополнительную плату за бездефектное выполнение закидки , за сдачу их в БТК
и заказчику с первого предъявления в установленные технологические циклы сдачи.
К системным относятся нововведения, которые затрагивает не одну , а несколько функций управления качеством и вызывают необходимость внесения изменений в содержание элементов системы. Системные нововведения могут касаться одной функции , но по масштабам воздействия влияют на другие функции , что приводит к необходимости внесения в них изменений . В данном случае при изготовлении запасных частей для ж.д. вагонов возможен переход от сдельной формы оплаты труда к повременной или повременно - премиальной . Известно , что сдельная оплата труда во многих случаях отрицательно влияет на качество изготовления и в определенный момент времени, когда качество начинает опускаться ниже допустимого придела . возникает необходимость от этой системы отказаться и перейти к повременной или смешанной оплате труда. Такое нововведение входит в состав функции управления качеством - материального стимулирования улучшения качества . Изменение формы оплаты труда затронет другие функции - технологическую подготовку производства , контроль качества , а по масштабам воздействия окажет влияние на очень большую группу участников процесса обеспечения качества.
С помощью классификации нововведений нам легче определить адресность
в реализации нововведений. Функцию нововведения осуществляет подразделения аппарата управления - технические, технологические службы , отделы кадров и оплаты труда , ответственные за реализацию тех или иных задач управления качеством.
Системные нововведения проводятся руководством , администрацией более высокого уровня , чем функциональные органы управления . Это объясняется необходимостью координации внесения изменений (одновременно или в определенной последовательности) в деятельность различной службы подразделений .
Для определения порядка действия с системными и функциональными нововведениями чрезвычайно важно оценивать их последствия и степень влияния на качество. Т.к. точные сведения получить очень сложно , приходится полагаться на мнение авторитетных специалистов , экспертов , работников предприятия ,осуществляющих разработку и внедрение нововведений в деятельность по улучшению качества .
У.Э. Деминг, известный американский специалист и ученый в области статистических методов анализа различных способов улучшения качества считает , что системные нововведения более эффективны как по масштабу воздействия на качество, так и по величине экономических результатов по улучшения качества .
Но нам кажется, что на предприятии “Урал” наибольшее внимание следует уделять функциональным нововведениям (испытание новых форм организации производства, новых технологий, более полного применения экономических факторов, методов измерения и контроля параметров качества), так как системные нововведения требуют значительных затрат и большего отрезка времени. Но может наступить момент когда системные нововведения займут более преимущественное положение т.е. наилучшего результата можно достичь при оптимальном сочетании возможностей общих нововведений, что зависит от опыта и искусства руководителей и его помощников.
Анализ всего нового и выработка на этой основе соответствует рекомендаций в интересах улучшения качества может быть и особой функцией органов, служб управления качеством. В число служебных обязанностей новых современных руководителей теперь должны включаться такие как :
Организация и руководство разработкой, внедрением и совершенствованием систем качества.
Организация сертификации систем качества.
Контроль за состоянием и эффективностью системы.
Контроль за реализацией плана разработки и внедрения нововведений в систему качества.
Было бы ошибкой руководителя предприятия пренебречь вышесказанным и полагать, что системы качества даже при их высокой степени развития не нуждаются в совершенствовании.
Заключение.
Все большее освоение новой для нашей страны экономической среды воспроизводства, т.е. рыночных отношений, диктует необходимость постоянного улучшения качества с использованием для этого всех возможностей, всех достижений прогресса в области техники и организации производства.
Наиболее полное и всестороннее оценивание качества обеспечивается, когда учтены все свойства анализируемого объекта, проявляющиеся на всех этапах его жизненного цикла: при изготовлении, транспортировке, хранении, применении, ремонте, тех. обслуживании.
Формирование качества закидки люка осуществляется в сложной многостадийной и многофакторной системе процесса.
В результате проведенного анализа мы выявили причины, формирующие данную проблему. Процесс исследования был осуществлен в соответствие с циклом Деминга с использованием подходов маркетинга и КС УКП.
По исследованным факторам и причинам были предложены необходимые управляющие решения по устранению дефектов и повышения качества.
В работе были использованы статистические методы контроля и УК, широко используемые за рубежом, особенно в Японии.
Содержание
Введение.
Современные представления о механизме управления.
Общая теория управления и управления качеством.
Универсальная схема управления качеством продукции.
Категории управления качеством.
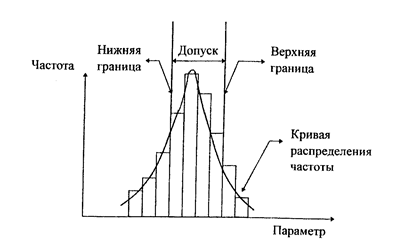
1.4 Методы статистического контроля.
II. Анализ причин брака готовой продукции.
2.1 Диаграмма Исикава.
2.2 Анализ первопричин.
2.2.1 Анализ первопричин при использовании литой заготовки.
2.2.2 Анализ первопричин при использовании круглого проката.
2.3 Анализ вторичных факторов.
2.4 Меры по улучшению качества изделия.
III. Общие принципы управления.
3.1 Цикл Деминга.
3.2 Лист планирования.
3.3.Повышение качества с помощью новвоведений.
Заключение.
Библиография.
1. Гличев А. В., Круглов М. И. «Управление качеством продукции»
М: «Экономика» 1979.
2. Гличев А. В. «Новвоведения, маркетинг и управление качеством»
ж. «Стандарты и качество»// №10, 1995г.
3. Гличев А.В. « Современные методы управления качеством»/
ж. «Стандарты и качество»//№4, 9,1996г.
4. «Прогрессивная технология ковки и штамповки» под ред. Ширяева А.Ф.
М: «Издательство машиностроительной литературы»,1981г.
5. Массен В.А., Раскинд В.Л. « Справочник молодого кузнеца-штамповщика»
М: «Высшая школа», 1990г.
6. Каплен Г. «Практическое введение в управление качеством»
М: «Издательство стандартов»,
Похожие работы
... УНИВЕРСИТЕТ ЭКОНОМИЧЕСКИЙ ФАКУЛЬТЕТ Кафедра экономики предприятий и предпринимательской деятельности Д И П Л О М Н А Я Р А Б О Т А На тему: Сертификация систем управления качеством продукции (на примере ВАСО) Специальность 061100 “Менеджмент” Вечернее отделениеЗав. кафедрой ...
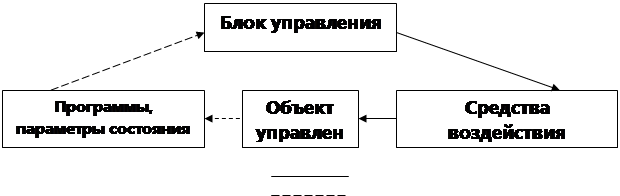
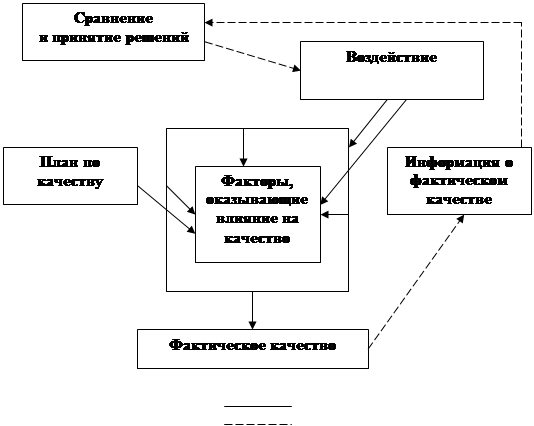
... прямая связь Условные обозначения: обратная связь Рисунок 2. Схема управления качеством продукции Почему необходимо деление на факторы и условия? Что оно нам дает? Реально изменяют свойства сырья и исходных материалов до заданного уровня качества средства производства и труд. На их возможностях сказываются условия ...
... работа по планомерному увеличению надежности выпускаемых изделий. В начале 70-х годов на передовых предприятиях Львовской области на основе внедренных систем была разработана комплексная система управления качеством продукции (КС УКП), которая включила в работу по повышению технического уровня и качества продукции все звенья предприятия. Основой функционирования КСУКП являлись стандарты ...
... , позволяющие лучше осознать и организовать весь процесс. В отношении управления качеством продукции следует выделить как минимум следующие категории: Объект управления – качество продукции. Иногда в качестве объекта выступает конкурентоспособность, технический уровень или какой либо другой показатель, характеристика. Как объект управления может выступать вся совокупность свойств продукции, либо ...
0 комментариев