Навигация
Физико-химическое обоснование режимов электрохимического полирования меди
41728
знаков
4
таблицы
4
изображения
1.ВВЕДЕНИЕ
Среди разнообразных способов обработки металлов с непосредственным применением электричества одно из важнейших мест занимает электрохимическое полирование (далее ЭХП).
ЭХП - процесс анодного растворения металлов, в результате которого возникает блеск и улучшается микрогеометрия поверхности.
ЭХП было открыто Бейтелем (Германия) и независимо от него русским химиком Е.И. Шпитальским, который получил в 1910 году немецкий патент, а 19 января Е.И. Шпитальскому, работавшему в Московском университете, была выдана привилегия на « способ придания поверхностям металлов и гальванических осадков металлов полировано - блестящего вида».
В 1930 году Жаке опубликовал свой первый патент на способ получения Ni.
Ценность ЭХП не ограничивается лишь получением блестящих поверхностей металлов (что имеет большое практическое значение), оно оказывает благоприятное влияние на многие физико-химические и коррозионные свойства металлов.
Известно, например, что ЭХП улучшает оптические свойства металлов (коэффициент отражения света), механические свойства, уменьшает коэффициент трения между металлическими поверхностями, увеличивает способность металлов к пластической деформации в холодном состоянии, повышает магнитную проницаемость некоторых ферромагнитных материалов, устраняет явление холодной эмиссии. Кроме того, ЭХП широко используется в металлографии с целью изготовления шлифов для микроскопического исследования кристаллической структуры металлов и сплавов, при изучении микротвёрдости металлов, процессов окисления, коррозии, катализа, электроосаждения.
В промышленности ЭХП также находит самое широкое применение.
Что же касается технологии производства радиоэлектронных средств, то современная микроэлектроника была бы немыслима без ЭХП.
В настоящее время освоено ЭХП многих технически важных металлов и сплавов (более 30 металлов).
2.МЕСТО ПРОЦЕССОВ ЭХП МЕТАЛЛОВ В ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ И ПРИ ПРОИЗВОДСТВЕ РАДИОЭЛЕКТРОННЫХ СРЕДСТВ В ЧАСТНОСТИ
ОБЩЕЕ
Процесс ЭХП может быть использован для исследовательских технологических целей и для нужд промышленности.
Возможность и целесообразность использования ЭХП в исследовательской работе определяется следующими соображениями.
Многие методы лабораторных исследований в той или иной мере основаны на изучении поверхности металла, соприкасающегося с внешней средой. Это относится к оптическим, магнитным и электрохимическим свойствам и к электродной дифракции. Коррозия и сопротивление к истиранию также во многом зависят от состояния поверхности.
При изучении ряда свойств материалов прибегают к микроскопическому анализу, так как между структурой металла и его свойствами существует определённая зависимость. Для исследования микроструктуры поверхность рассматривают в отражённом свете с помощью микроскопа. Обычно подготовка поверхности образцов к такому исследованию состоит в последовательном шлифовании и полировании её.
Однако проведённые в последнее время работы показали, что механическое полирование не является безупречным способом подготовки образцов. В процессе полирования в большей или меньшей степени искажается структура поверхности металла, что приводит к возникновению наклёпанного слоя. Результаты исследований, проведённые в таких условиях, не могут дать точного представления об истинном строении и свойствах металла.
Применение ЭХП в качестве метода подготовки образцов для исследования позволяет получить более правильное представление о строении и тех свойствах металла, которые связаны с состоянием его поверхности, например, при исследовании с электронным микроскопом.
Целесообразность применения ЭХП в промышленности связана с улучшениями эксплуатационных свойств детали и экономическими преимуществами в результате замены механического полирования.
На ряде заводов ЭХП используется для декоративной отделки изделий. Полируются различные детали техники (медицинская аппаратура, товары народного потребления, ювелирные изделия, панели радиоаппаратуры).
Хорошие результаты дало применение ЭХП в инструментальном производстве, а также для отделки деталей, работающих в условиях трения.
Наряду с этим производственная практика выявила недостатки, присущие этому процессу. Достигаемая ЭХП интенсивность сглаживания поверхности металла незначительна. При полировании деталей больших размеров не удаётся получить зеркального блеска. Интенсивный и равномерный блеск достигается, главным образом, на чистых металлах и благородных сплавах. Декоративный вид ЭХП поверхности зависит также от структуры металла и его предшествующей механической обработки. Всё это необходимо учитывать при выборе объектов для полирования.
Далее приводятся некоторые области практического применения ЭХП.
ДЕКОРАТИВНАЯ ОТДЕЛКА ИЗДЕЛИЙ
Одной из возможностей ЭХП является придание блеска поверхности металла, независимо от класса чистоты его. Лучший декоративный вид поверхности достигается при ЭХП изделий цилиндрической или сферической формы, хуже - плоских изделий, особенно больших размеров.
Если ЭХП является заключительной операцией технологического процесса, необходимо принимать меры к повышению стойкости полированных деталей против коррозии. Это относится, прежде всего, к стальным деталям.
Применение ЭХП для защитно-декоративной отделки деталей в гальванических цехах позволяет сократить количество операций и переходов и улучшить качество продукции за счёт повышения прочности сцепления гальванических покрытий.
Так как при ЭХП происходит растворение обрабатываемого металла, то толщина гальванических покрытий может быть на 2-3 мк больше, чем это предусматривается требованиями, предъявляемыми к готовой продукции. Вследствие этого продолжительность покрытия деталей в гальванических ваннах несколько увеличивается.
Особенный интерес представляет применение ЭХП для декоративной отделки драгоценных металлов - золота и серебра. В этом процессе потери металла сводятся до минимума, так как он остаётся в электролите и может быть в дальнейшем извлечён из раствора. Полирование серебра может производиться в той же ванне, что и серебрение деталей. Преимущество такого процесса очевидно.
ПОЛИРОВАНИЕ ДЕТАЛЕЙ РАБОТАЮЩИХ В УСЛОВИЯХ ТРЕНИЯ
Благоприятное влияние, которое оказывает ЭХП на фрикционный свойства металла, позволяет использовать этот процесс для чистовой обработки деталей, работающих в условиях трения.
В производственной практике для полирования таких деталей используется электролит, содержащий H3PO4, H2SO4, CrO3. Температура раствора 50 - 60°, анодная плотность тока 40 - 50 А/дм2, продолжительность электролиза 5 - 10 минут.
В результате ЭХП в 5 - 6 раз уменьшалось время приработки изделий из углеродистой стали марки сталь 10.
В некоторых случаях полирование механическим способом не представляется возможным, так как детали либо очень мелкие, либо имеют сложную структуру.
Применение ЭХП для обработки деталей позволило исключить операции механического полирования, улучшить качество поверхности деталей, понизить производительность разного рода машин и снизить потери сырья.
Применение ЭХП в некоторых других отраслях промышленности для обработки деталей, работающих в условиях трения, также дало положительные результаты.
Похожие работы



... в системе Са-У-Си-0 ВТСП-фаз. Представлены новые данные для обоснования теории электрохимического внедрения элементов в твердые металлические электроды, развиваемой в работах Кабанова Б.Н., Астахова И.И., Киселевой И.Г., Поповой С.С. и др.) Практическая значимость. Результаты исследований показали принципиальную возможность формирования пленочных купратных систем типа Са-У-Си-0 электрохимическим ...
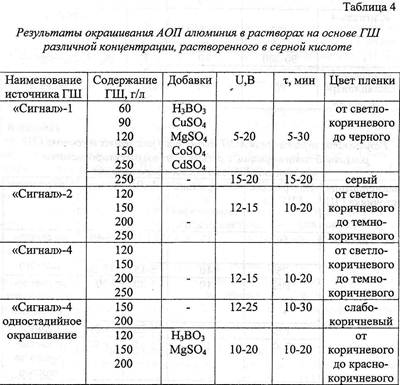
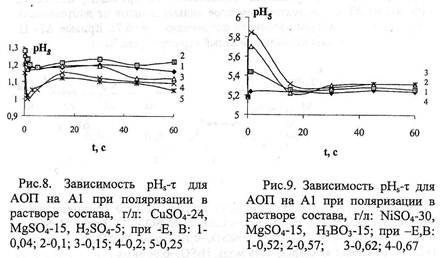
... водорода. При этом носителями окраски являются не только зародыши металлических кристаллов, но и их оксиды и гидроксиды. 3.4 Исследование возможности использования гальваношламов как носителей катионов окрашивания при электрохимическом окрашивании анодных оксидных пленок на алюминии и его сплавах. Исследование электрохимического окрашивания анодных оксидных пленок на алюминии и его сплавах в ...
... параметров ионного и электронного транспорта в переходных слоях интерфазы. 4. Принципы создания твердофазных электрохимических преобразователей энергии и информации. 5. Гипотеза о самоорганизации переходных ион-проводящих структур при протекании электрохимических и химических процессов на фазовых границах. Определяющую роль матричных структур в твердофазных электродных реакциях. ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев