Навигация
ПРЕДСТАВЛЕНИЯ НЕКОТОРЫХ АВТОРОВ
41728
знаков
4
таблицы
4
изображения
4.1 ПРЕДСТАВЛЕНИЯ НЕКОТОРЫХ АВТОРОВ
Изучая ЭХП меди в ортофосфорной кислоте, Жаке впервые предложил довольно простое объяснение этого процесса. Сущность его теории состоит в следующем.
При прохождении тока через электролит у поверхности анода образуется жидкий слой из продуктов анодного растворения, имеющий повышенную вязкость и большое электрическое сопротивление. Толщина этой вязкой жидкой плёнки неодинакова на различных участках шероховатой поверхности; в углублениях она больше (h1), чем на выступах (h2) (см. Рис 4.1).


![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Рис 4.1
Вследствие неравномерной изоляции поверхности анода происходит и неравномерное распределение электрического тока на ней. На выступах устанавливается более высокая плотность, чем на впадинах. Поэтому выступы растворяются более интенсивно, что в конечном счёте ведёт к выравниванию шероховатой поверхности.
Согласно другому мнению, главную роль при ЭХП играет диффузия продуктов анодного растворения от поверхности электрода в общую массу электролита. Ввиду того, что градиент концентрации продуктов анодного растворения.
При помощи этих теорий трудно объяснить ЭХП при сильном искусственном перемешивании или когда процесс сопровождается сильным газовыделением на аноде и катоде.
Образование у поверхности анода жидкого слоя, отличного по своему составу и свойствам от электролита в объёме, а также диффузионные и конвекционные процессы наблюдаются во всех других случаях анодного растворения металлов независимо от того, происходит ли при этом ЭХП или неравномерное травление поверхности.
Неравномерное распределение тока на поверхности анода наблюдается в отсутствие каких бы то ни было плёнок. Силовые линии электрического поля в электролите концентрируются по направлению к углам, рёбрам и выступам к поверхности электрода. Известно, что гальванические осадки имеют большую толщину именно в этих участках.
С термодинамической точки зрения следует считать более вероятным переход ионов металла в раствор с выступов, так как на этих участках работа выхода иона из твёрдой фазы в жидкую меньше, чем в углублениях. Сточки зрения простых геометрических соображений следует также ожидать преимущественное растворение пиков и, следовательно, выравнивание поверхности.
На практике часто встречаются случаи, когда анодное растворение ухудшает микрогеометрию поверхности металла за счёт локального неравномерного травления (образование питтингов и язв). Следовательно, основную роль при ЭХП играют не микрогеометрические характеристики поверхности, а её электрохимические характеристики, состав электролита и условия анодной поляризации. ЭХ характеристики поверхности металла определяются совокупностью всех свойств, оказывающих влияние на характер анодного растворения (кристаллическая структура, соотношение площадей анодных и катодных участков и характер их распределения, поверхностные пленки и их природа, неметаллические включения).
Выравнивание поверхности металла происходит потому, что градиент концентрации акцептора в диффузионном слое на выступах шероховатой поверхности больше, чем во впадинах, вследствие чего выступы более интенсивно растворяются. Выявление кристаллической структуры (травление) не будет наблюдаться в том случае, когда концентрация акцептора на поверхности анода станет равной нулю.
Г.С. Воздвиженский рассматривает анодное растворение металлов как процесс «электродекристаллизации», зависящей от текстуры поверхности металла. Анодное растворение металла локализуется на отдельных участках (несовершенные грани, места достройки кристалла) поверхности, находящихся в особо выгодном в энергетическом отношении условиях.
Основные положения данной теории сводятся к следующему:
1) при ЭХП растворяются в первую очередь все несовершенные элементы кристаллической решётки поверхностного слоя металла;
ЭХП сопровождается образованием фигур анодного травления, выявлением микроструктуры и, следовательно, микрошероховатости;
характер электродекристаллизационного процесса определяется текстурой поверхности металла;
основное внимание должно быть уделено изучению условий анодного растворения отдельных структурных элементов поверхности металла и разряда анионов на них с учётом того, что стационарные электродные потенциалы и поляризованные характеристики отдельных граней различны.
Несмотря на правильность основных положений, теория Г.С. Воздвиженского страдает односторонностью, та как принимается в расчёт лишь влияние текстуры на процесс анодного растворения металла при ЭХП. При оптимальном режиме полирования создаются условия, обеспечивающие равномерное растворение поверхностного слоя металла несмотря на ЭХ гетерогенность поверхности. Следовательно, текстура металла играет подчинённую роль при ЭХП.
Л.И. Левин считает, что эффект выравнивания поверхности при ЭХП объясняется тем, что на пиках шероховатой поверхности концентрируются силовые линии тока, в результате чего происходит изменение поверхностного натяжения плёнок на пиках, разрыв этих плёнок и, следовательно, более интенсивное растворение пиков. Это положение справедливо, но механизм процесса ЭХП этим не исчерпывается. Известно, что при любых анодных процессах имеет место концентрация силовых линий тока на пиках поверхности, но всегда при этом наблюдается ЭХП.
К.П. Баташев предполагает, что выравнивание поверхности медного анода при ЭХП в H3PO4 обусловлено исчерпанием химической активности электролита во впадинах. Благодаря замедлению процесса диффузии, насыщение прианодного слоя во впадинах достигается быстрее, чем над выступами, вследствие чего и происходит преимущественно растворение последних.
В другой работе К.П. Баташев высказывает мнение о том, что основным процессом, определяющим течение ЭХП, является разряд анионов на выступах анода, идущий одновременно с растворением выступов. В результате разряда аниона происходит разрушение прианодного слоя у выступа с одновременным изменением состояния поверхности последнего. Оба эти явления обеспечивают поддержание на выступах анода большей плотности тока до тех пор, пока эти выступы не исчезнут за счёт растворения. Нельзя считать правильным то, что основным процессом, определяющим течение ЭХП, является разряд анионов на выступах анода, идущий одновременно с растворением выступов.
Согласно представлениям других авторов, процесс ЭХП сопровождается образованием пассивных плёнок на аноде.
СОВРЕМЕННЫЕ ПРЕДСТАВЛЕНИЯ
Механизм процесса ЭХП может быть правильно объяснён на основе современных представлений об анодной пассивности.
В реальных условиях ЭХП концентрация ионов металла у анода не может расти беспредельно, так как она лимитируется произведением растворимости соли металла. Концентрация продуктов анодного растворения у поверхности полируемого образца увеличивается по мере повышения анодной плотности тока, и в конечном счёте могут быть достигнуты условия для достижения анодной пассивности.
Если оксидная плёнка обладает ионной проводимостью, то наряду с ЭХ окислением может идти процесс перехода ионов металла в раствор и процесс выделения газообразного кислорода. При наличии только электронной проводимости у оксидной плёнки, очевидно, процесс ионизации металла будет практически заторможен, но на плёнке могут протекать процессы, связанные с прохождением через неё электронов, например разряд гидроксильных ионов.
В отсутствие заметного химического воздействия электролита на образующуюся неэлектропроводную плёнку электрод в ЭХ отношении становится инертным, и на нём уже не могут протекать какие-либо анодные процессы.
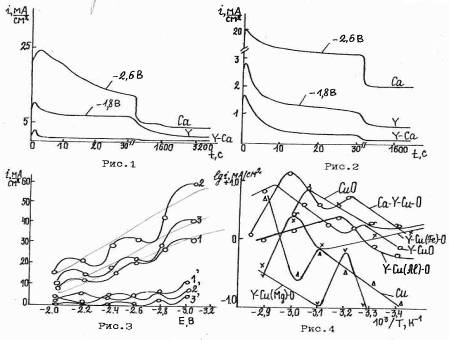
![]() Получены
анодные поляризационные
кривые для
медных образцов
в растворе
H3PO4
(уд.
вес 1,55) при t=25°.
Образцы представляли
по своей форме
сравнительно
большие модели
углублений
и выступов.
Полученные
кривые представлены
на Рис 4.2.
Получены
анодные поляризационные
кривые для
медных образцов
в растворе
H3PO4
(уд.
вес 1,55) при t=25°.
Образцы представляли
по своей форме
сравнительно
большие модели
углублений
и выступов.
Полученные
кривые представлены
на Рис 4.2.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() По
своему виду
эти кривые
По
своему виду
эти кривые
очень сходны между собой,
но они имеют и существен-
ные отличия.Скачок потен-
циала для острого пика
наступает при плотности
тока в 1,7 раза большей,
чем для глубокой впадины.
Рис 4.2
Эти опыты показывают, что для достижения идентичных условий (в отношении состояния поверхности) на выступах и во впадинах требуется различная плотность тока, причём большая для выступов. Исходя из этих данных, можно считать, что условия пассивирования острых пиков менее благоприятны, чем впадин, так как процессы активации (или депассивации) на первых протекают с большей лёгкостью, чем на вторых.
Эффект выравнивания шероховатой поверхности при ЭХП можно представить себе следующим образом.
Металл в процессе ЭХП не переходит в состояние устойчивой пассивности, так как происходит непрерывное химическое растворение пассивирующей окисной плёнки в электролите. Сглаживание шероховатостей поверхности при ЭХП происходит вследствие неодинаковой степени пассивирования выступов и углублений. Углубления находятся в более устойчивом состоянии пассивации, чем выступы, поэтому последние более интенсивно растворяются. Меньшая степень пассивирования выступов объясняется их повышенной химической активностью и более интенсивным растворением окисной плёнки на них, так как процессы диффузии ионов металла и ионов электролита у выступов имеют большую скорость, чем в углублениях. Кроме того, окисные плёнки на острых пиках менее совершенны и более пористы, что в свою очередь способствует более интенсивному их растворению на пиках и, следовательно, самих пиков.
Электролиты, применяемые для полирования металлов, обычно не содержат активирующих ионов (например, ионов галогенов), которые препятствуют наступлению пассивации анода вследствие разрушения окисных плёнок или сильного торможения их роста. Однако не исключена возможность того, что в случае применения электролитов с сильно окислительными свойствами или легко пассивирующихся металлов может возникнуть необходимость введения в электролит активаторов.
Во всех теориях ЭХП делается упор главным образом на различие скоростей растворения выступов и впадин с тем, чтобы объяснить эффект выравнивания (полирования) шероховатой поверхности. Действительно, эти различия существуют, но они присущи не только процессу ЭХП, но и любым другим анодным процессам.
В рассмотренных ранее теориях в большинстве случаях содержатся правильные положения, но все они страдают тем недостатком, что принимают во внимание какой-либо единичный фактор и приписывают ему решающее значение.
Самой характерной и отличительной особенностью процесса ЭХП является подавление структурного травления металлической поверхности, несмотря на её физико-химическую и электрохимическую гетерогенность.
Даже при условии равномерного растворения поверхности металла можно объяснить эффект сглаживания шероховатостей, исходя из простых геометрически соображений. В самом деле, выступы растворяются со всех сторон, а впадины только в одном направлении. Кроме того, при анодном растворении скорость анодных процессов выше на выступах, чем во впадинах, что также способствует растворению выступов.
Важно, чтобы при анодном растворении не появлялась новая шероховатость в результате избирательного травления поверхности металла. Пусть мы имеем предельно гладкую поверхность металла или сплава, полученную механическим полированием или другим каким-либо способом. Если для данного металла или сплава подобран подходящий электролит и оптимальные условия полирования, то при анодном растворении качество поверхности в принципе не должно ухудшаться, если при этом обеспечивается исключительно равномерное растворение отдельных участков поверхности. Это может иметь место лишь при условии, если свойственная всякой поверхности металла, и в особенности сплава, ЭХ гетерогенность будет в процессе ЭХП проявляться в минимальной степени и отдельные микро- и макро-участки, несмотря на различие их стационарных потенциалов, будут растворятся с одинаковой скоростью. Именно это и достигается при ЭХП.
5.ОБОСНОВАНИЕ РЕЖИМОВ ПОЛИРОВАНИЯ
Характер анодного растворения металла зависит от его природы, состояния поверхности, состава электролита и режима (температуры, продолжительность полирования, электрического режима, перемешивания). Далее вкратце рассмотрены все эти режимы, согласование которых служит обоснованием режимов полирования.
Похожие работы



... в системе Са-У-Си-0 ВТСП-фаз. Представлены новые данные для обоснования теории электрохимического внедрения элементов в твердые металлические электроды, развиваемой в работах Кабанова Б.Н., Астахова И.И., Киселевой И.Г., Поповой С.С. и др.) Практическая значимость. Результаты исследований показали принципиальную возможность формирования пленочных купратных систем типа Са-У-Си-0 электрохимическим ...
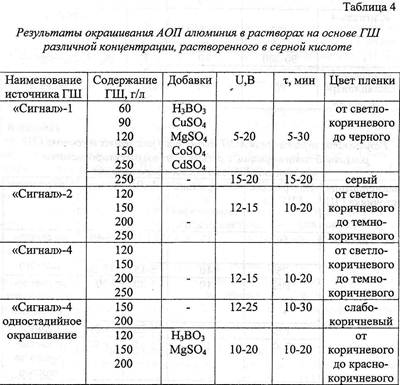
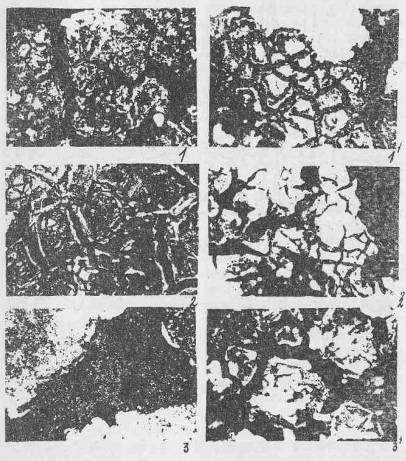
... водорода. При этом носителями окраски являются не только зародыши металлических кристаллов, но и их оксиды и гидроксиды. 3.4 Исследование возможности использования гальваношламов как носителей катионов окрашивания при электрохимическом окрашивании анодных оксидных пленок на алюминии и его сплавах. Исследование электрохимического окрашивания анодных оксидных пленок на алюминии и его сплавах в ...
... параметров ионного и электронного транспорта в переходных слоях интерфазы. 4. Принципы создания твердофазных электрохимических преобразователей энергии и информации. 5. Гипотеза о самоорганизации переходных ион-проводящих структур при протекании электрохимических и химических процессов на фазовых границах. Определяющую роль матричных структур в твердофазных электродных реакциях. ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев