Навигация
Структура предприятия 7
50312
знаков
14
таблиц
19
изображений
2.2 Структура предприятия 7
2.3 Производственный цикл 8
Виды движения партии в производстве 9
Тема 3: Поточное производство
Организация поточного производства 11
Основные расчеты при организации поточных линий 11
Особенности расчета непрерывно - поточных линий
с распределительным конвейером 16
Тема 4: Планирование на производстве
Планирование подготовки производства 24
Сетевое планирование 28
Тема5: Основы организации труда 29
НОТ - сущность и направления 29
Нормирование 30
Принципы нормирования 31
Организация заработной платы 32
Методы определения З/П 33
Применение математических методов для планирования и
принятия решений 36
Тема 6: Управление качеством 39
Качество 42
Методы определения показателей качества 43
Семь инструментов управления качеством 45
Тема 7: Бизнес - план 48
ТЕМА 1: ОСНОВЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
(понятия, задачи, метод изучения)
Организация производства - системы и процессы, нацеленные
на создание товаров и услуг.
Общие черты организации проиводства :
- план деятельности ;
- дизайн процесса производства ;
- обеспечение поставок ;
- обслуживание оборудования ;
- удовлетворение потребителя.
Промышленное предприятие - производственно-хозяйственная
организация, осуществляющая
производство и продажу продукции.
Признаки промышленного предприятия :
- производственные ;
- административно-хозяйственные ;
- экономическая деятельность.
Производственный процесс - единство процесса труда и процесса
формирования стоимости.
Производственный процесс
- бывает двух видов (основной и вспомогательный),
- делится на три стадии (заготовительная, обрабатывающая, сборочная) и
- состоит из технологических операций (непрерывных и дискретных).
ТЕМА 2: ПРОИЗВОДСТВЕННЫЙ ПРЦЕСС
ПОНЯТИЕ ТИПА ПРОИЗВОДСТВА
ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ХАРАКТЕРИСТИКА ПРОИЗВОДСТВА
Тип производства - определяет совокупность организационных,
технологических и экономических признаков
(номенклатура пордукции, объем выпуска,
степень повторяемости процессов, структура
организации и разделения труда, формализация
процессов).
Тип производства будет определять тип оборудования, методы технической подготовки производства (чем большие объемы продукции предполагается производить, тем большие средства можно потратить на подготовку производства), методы планирования, методы учета и контроля, формы организации труда.
Существующие типы производства :
- непрерывное ;
- единичное ;
- массовое ;
- серийное.
Типы производства не следует путать с формами производства (кооперированное, специализированное и т. д.).
В следующей таблице дана краткая характеристика основным типам производства :
Таблица 1
| характеристика производства | тип производства | ||
| массовое | серийное | единичное | |
| специализация | узкая, по-операционная | по группам однородных операций | рабочие - универсалы |
| номенклатура | ограниченная | периодически повторяющаяся | очень широкая |
| оборудование | специальное, автоматическое | специализиро- ванное, но в значительной мере и универсальное | универсальное |
| организация производства | предметно - замкнутые цехи и участки | предметно - технологическая | детально - технологическая |
| использование специального инструмента | очень широкое | широкое | редкое |
| расположение оборудования | по ходу технологического процесса | смешанное, но чаще погруппамм однотипных рабочих мест | по группам однотипности |
| формализация процессов | очень широкая | средняя | низкая |
Продолжение таблицы 1
| экономия на масштабах с увеличением объемов производства и уменьшением удельных затрат на единицу продукции | очень высокая | средняя | практически нет |
| степень риска | очень высокая | средняя | низкая |
| структурные характеристики, структура как связь между подразделениями | средняя вертикальная и высокая горизонтальная дифференциация | средняя и наиболее эффективная механическая (по сравнению с органической) | низкая вертикальная и низкая горизонтальная дифференциация |
Пример.
Производство автомобилей - массовое.
Производство машин для строительства дорог - единичное.
Коэффициент, характеризующий тип производства :
К = общее кол-во операций, выполняемых в ТП .
число рабочих мест
К - коэффициент однородности, коэффициент закрепления операций,
позволяет оценить серийность производства.
К = 1 - массовое ;
К = 2 .. 10 - крупно - серийное ;
К = 11 .. 20 - средне - серийное ;
К = 21 .. 40 - мелко - серийное ;
К > 40 - единичное.
ТЕНДЕНЦИЯ РАЗВИТИЯ ТИПОВ ПРОИЗВОДСТВА
Таблица 2
| годы | название эпохи | что происходило ? | научные подходы |
| 1820 - 1900 | промышленный переворот | развитие новых видов производств | разделение труда |
| 1900 - 1930 | эпоха предпринима- тельства | зарождение новых производств | Тейлор, Форд, классическая теория менеджмента |
| 1930 - 1950 | эпоха массового производства | усовершенствование организации и принципов массового производства | создание экономики предприятия (микроэкономика), бух.учета, эргономики, статистики, количественного подхода к принятию решений |
| 1950 - 1990 | постиндустриальная эпоха | международная конкуренция, общественная заинтересованность во влиянии на жизнь общества и на окружающую среду | переход от организации по функциям технической специализации к эффективной структуре, |
| 50 - 60 | вмешательство государства, борьба с монополиями | способной к обновлению | |
| 60 - 70 | кризис, инверсификация (расширение контактов с рынком) | TQM (Total Quolity Menegment) стратегическое | |
| 70 - 90 | поляризация (в результате кризиса выделились какие-то фирмы, кто-то добился результата, кто-то ушел | планирование | |
| после 90 | эпоха интегрированного рынка | интегральный рынок потребителя |
СРАВНЕНИЕ ПРОДУКТИВНОСТИ И ЭФФЕКТИВНОСТИ
НА ПРИМЕРЕ АВТОМОБИЛЕСТРОЕНИЯ
Таблица 3
| наименование показателя | Япония | США | Швеция | Германия |
| время на переналадку оборудования | 0.2 часа | 6 часов | 4 часа | 4 часа |
| количество переналадок в день на мешину | 3 | 1 | данных нет | данных нет |
| запас деталей перед переналадкой оборудования | 1 | 10 | 20 | данных нет |
| количество работающих на предприятии | 4300 | 3800 | 4700 | 9200 |
| количество автомобилей в день | 2700 | 1000 | 1000 | 3400 |
| количество рабочих дней на автомобиль | 1.6 | 3.8 | 4.7 | 2.7 |
ОЦЕНКА ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКОГО УРОВНЯ
ПРОИЗВОДСТВА
Организационно-технический уровень производства определяет освоение новых видов и повышение качества выпускаемой продукции, внедрение прогрессивных технологий, механизации и автоматизации, совершенствование планирования, управления и организации производства охраны труда и т. д.
Для оценки этого уровня используются контрольные цифры по созданию и освоению новых видов продукции и технологических процессов, научно-технического прогноза, материалы сравнительного анализа производства с мировым (с тем, что в мире) уровнем, лицензии, лицензии, патенты, стандарты.
Организацией производства можно добиться того, при увеличении каких-либо параметров в n раз, получаем эффект, увеличенный в гораздо большее (гораздо больше, чем n) число раз.
Оптимальный размер производства в связи со степенью специализации: чем выше степень специализации, тем больше объемы производства, тем больше дополнительный эффект на масштабах производства.
затраты
![]()
количество
![]()
![]()
![]()
![]()
![]()
единичное мелко- средне- крупно- массовое
серийное серийное серийное
Каждый следующий организационно-технический уровень соответствует оптимальному размеру производства. Но для каждого типа производства может быть несколько организационно-технических уровней, т.е. несколько оптимальных размеров производства.
СТРУКТУРА ПРЕДПРИЯТИЯ
Структура предприятия - состав цехов, служб и связи между ними.
На структуру предприятия влияют такие факторы, как :
- характер производимой продукции ;
- технология производства ;
- уровень специализации ;
- масштабы производства ;
- уровень кооперирования связей.
Виды цехов :
- основные ;
- вспомогательные (ремонтный) ;
- обслуживающие (транспортный цех на литейном заводе, склад) ;
- побочное производство.
Производственная структура цеха (два типа специализации) :
- предметная ;
- технологическая.
Сами цеха могут состоять из предметных, технологических участков и поточных линий.
Принципы организации производственного процесса :
- специализация ;
- непрерывность ;
- параллельность ;
- ритмичность ;
- прямоточность.
ПРОИЗВОДСТВЕННЫЙ ЦИКЛ
Производственный цикл - это период времени для осуществления
производственного процесса какого-либо
изделия или партии.
ПЕРИОДЫ ПРОИЗВОДСТВЕННОГО ЦИКЛА :
1. Рабочий период :
- основное время (основные технологические операции) ;
- вспомогательное время ;
2. Перерывы :
- межоперационные ;
- междусменные ;
- по технике безопасности.
Производственный цикл состоит из :
- подготовительное время ;
- основное технологическое время ;
- заключительное время.
РАСЧЕТ ВРЕМЕНИ ПРОИЗВОДСТВЕННОГО ЦИКЛА :
1. На одном станке : t i
![]() Тпр.ц. = t подг. + t
закл. + е , где
Тпр.ц. = t подг. + t
закл. + е , где
c i
t i - штучно-калькуляционное время,
c i - количество рабочих на соответствующей операции.
2. На нескольких станках : е t i
![]() Тпр.ц. = t подг. + t
закл. + , где
Тпр.ц. = t подг. + t
закл. + , где
f
f - фронт работ (количество станков или рабочих).
ВИДЫ ДВИЖЕНИЯ ПАРТИИ В ПРОИЗВОДСТВЕ
I. ПОСЛЕДОВАТЕЛЬНЫЙ.
Каждая последующая операция начинается после того, как закончится предыдущая.
Применение целесообразно в единичном производстве.
НЕДОСТАТОК : образуются перерывы между партиями.
ДОСТТОИНСТВО : мало учетных единиц (партии не дробятся).
Пример (4 передаточных партии).
 1-я
операция
1-я
операция
2-я операция t i - время операции
3-я операция
t i
![]() Тпр.
ц. = n * [
е + е t
i МО
] , где
Тпр.
ц. = n * [
е + е t
i МО
] , где
c i
t i МО - межоперационные перерывы,
t i - штучно-калькуляционное время,
c i - количество рабочих на данной операции.
II. ПАРАЛЛЕЛЬНЫЙ.
Партия деталей передается немедленно на последующую операцию независимо от длительности предыдущей операции.
Партии не пролеживают в ожидании своей очереди, но и рабочие места залружены не полное время.
Пример (3 передаточных партии).
 1-я
операция
1-я
операция
2-я операция
3-я операция
t i t i
![]()
![]() Тпр.
ц. = е * p + (n - p) * max , где
Тпр.
ц. = е * p + (n - p) * max , где
c i c i
p - число изделий в передаточной партии.
III. ПОСЛЕДОВАТЕЛЬНО - ПАРАЛЛЕЛЬНЫЙ.
Вся партия обрабатывается непрерывно (последовательно по операциям).
ДОСТОИНСТВО : наибольшая одновременность обработки партии.
НЕДОСТАТОК : нецелесообразно применять там, где длительности операций очень сильно различаются (большой разброс t i ).
Пример (3 передаточных партии).
 1-я
операция
1-я
операция
 2-я
операция
2-я
операция
t 1 < t 2 t 1 > t 2
t i t j пар
![]()
![]() Тпр.
ц. = n * [
е + е t
i МО
] - (n - p) * е , где
Тпр.
ц. = n * [
е + е t
i МО
] - (n - p) * е , где
c i c j
t j пар - время параллельности.
Если увеличить n, то время производственного цикла будет наименьшим при параллельном движении и наибольшим - при последовательном.
Если изменится штучно-калькуляционное время, то при последовательном движении очень удлиняется производственный цикл и растут потери.
Увеличение степени параллельности ведет к сокращению Тпр.ц. , к увеличению выпуска продукции, к уменьшению объемов незавершенного производства. При этом увеличиваются оборачиваемость, производительность труда, уменьшается себестоимость, увеличивается рентабельность производства.
ТЕМА 3: ОРГАНИЗАЦИЯ ПОТОЧНОГО ПРОИЗВОДСТВА
В 1748 году А.Смит впервые описал поточное производство
В 1913 году Г.Форд впервые внедрил его.
Поточное производство - это поргрессивная форма организации
поризводства, основанная на ритмичной
повторяемости согласованных по времени
основных и вспомогательных операций,
выполняемых на специальных рабочих
местах, расположенных в порядке
выполнения операций.
Поточная линия - это совокупность рабочих мест,
расположенных в порядке выполнения
технологических операций и работающих
в определенном режиме.
ОСНОВНЫЕ РАСЧТЫ ПРИ ОРГАНИЗАЦИИ ПОТОЧНЫХ ЛИНИЙ
- Расчет производственной программы , ритма запуска и выпуска.
- Потребное колличество оборудования.
- Число рабочих мест на п/л.
- Размер транспортной парти.
- Планировка расположения оборудования.
- Определение величены задела.
ТРЕБОВАНИЯ К ПОТОЧНЫМ ЛИНИЯМ :
- Распологают оборудование строго по ходу Т.П.
- Закрепление определенной операции за каждым рабочим местом.
- Ритмичность производства.
- Синхронность технологических операций.
- Высокий уровень механизации.
- Высокий уровень производственного процесса.
ВИДЫ ПОТОЧНЫХ ЛИНИЙ :
По степени специализации :
- однопредметное (массовое)
- многопредметное (серийное)
По степени непрерывности :
- непрерывные
- прерывные (прямоточные)
По способу поддерживания ритма :
- регламентированные
- свободные
По форме транспортирования :
- конвейерные
- др. транспортные средсва
По ритму работы конвейера :
- непрерывные
- пульсирующие
По месту выполнения операции :
- на конвейере
- на рабочем месте
По степени автоматизации :
- автоматические
- ручные (на сборке)
- полумеханический процесс (механизируются основные операции)
- механический
(механизируются и основные и вспомоготельные операции)
По степени синхронизации :
- п/л с синхронным процессом
- п/л с несинхронным процессом
РАСЧЕТ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ И РИТМА ЗАПУСКА ПРОДУКЦИИ НА П/Л
Nвып - программа выпуска
Nзап - определяется на основании Nвып
Nзап = (Nвып + Z)(1 + a / 100)
a - вероятный % брака
Z - величена заделов (кол - во недоконченных изделий), определяется только после того, каа известны все параметры п/л
Nзап = Nвып (1 + a / 100)
Ритм выпуска :
такт - это мин/штука
ритм - это мин/партия
Чвып(зап) = Fэ / Nвып(зап) - ритм выпуска (запуска).
Fэ = Fн(1- b / 100) , где Fэ - эффективный фонд рабочего времени.
Fн - номинальный фонд времени.
b - % времени на выполнение планового ремонта.
Fн = D1 S Тсмена - D2 S (Тсмина 1 - Тсмена 2), где S - кол-во рабочих смен.
D1 - кол- во рабочих дней (без праздников).
D2 - кол-во праздничных дней.
Тсмена 1 - продолжительность рабочей смены.
Тсмена 2 - продолжительность рабочей смены в праздничные дни
.
ОПРЕДЕЛЕНИЕ ПОТРЕБНОГО КОЛЛИЧЕСТВА ОБОРУДОВАНИЯ
Определяется для каждой технической операции. Перед этим необходимо определить ритм. Продолжительность технической операции д.б кратна ритму.
Кол - во оборудования при заданном ритме :
t
Qi= Fpi / Fэi ,где Fpi - потребный фонд времени на каждую операцию;Qi - кол-во необходимого оборудрования для данной операции при ритме t.
Fpi = Nзап tшт i ,время выполнения каждой операции
t
Qi = tшт i / tзап
t
Qi округляется до целого
Требования к синхронизации
t t
tшт / Qi = tшт(1+i) / Q(1+i)
Синхронизация задается с допуском
i t i+1 t t i+1
tшт Q(1+i) - tшт Qi Ј Ei Qi tшт
Это отклонение в загрузке = 8 - 10%.
Чтобы синхронизировать параллельные линии, можно применять следущие мероприятия ( по сокращению откланений в загрузке ):
- применять средства малой механизации
- вследствии высокой производительной остнастки
- рациональная планировка рабочих мест
- улучшение обслуживания
- выбор талантливых рабочих
- материальное стимулирование
- концентрация выполнения операций на специальном оборудовании
- пересмотр конструкции изделия
Расчет загрузки оборудования
(t) p
h = Fpi / Fti = Qi / Qi,
где Fpi - располагаемый фонд времени,
Fti - потребный фонд времени,
p
Qi - принятое количество оборудования (округленное),
(t)
Qi - количество необходимого оборудования.
Определение численности работников
Зависит от количества рабочих мест и сменности.
Число рабочих мест на операции i : Cpi - расчетное.
Сpi = ti шт./ t,
где t - такт,
Cnpi - принятое число рабочих мест
Коэффициент загрузки: Кз = Cpi / Cnpi
Похожие работы
... его количества и качества; 2. Дифференциация заработной платы в зависимости от: · уровня квалификации работников; · от условий труда; · от отрасли промышленности; · региональной принадлежности предприятия. 3. Систематическое повышение реальной ЗП, согласование с темпами инфляции; 4. Превышение темпов роста производительности труда над темпами роста средней ЗП. ...
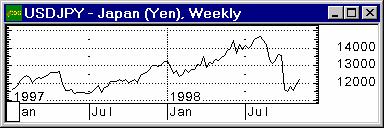
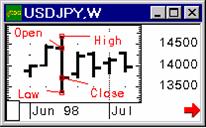

... ). Основными аспектами теории волн Элиота являются (в порядке значимости): форма волны, соотношение волн и время. Лучшие результаты волновой анализ демонстрирует на массовых рынках, на рынке золота, FOREX. Прогноз дневных диапазонов колебания цен Условия: 1. Сегодняшняя цена закрытия < сегодняшней цены открытия. 2. Сегодняшняя цена закрытия > сегодняшней цены открытия. 3. Сегодняшняя цена ...
... является прямым продолжением предыдущей. В ней раскрывается механизм, принципы и категории хозрасчетного (коммерческого) типа деятельности предприятий в условиях перехода и существования рыночных экономики. 1. Хозрасчетный (коммерческий) тип деятельности предприятий и его основные принципы. Внутрипроизводственный хозрасчет. В рыночной экономике (РЭ) прибыльное ведение производства ...
... являются: - носитель идей планирования - средние и низшие уровни менеджмента, - задача планирования - обеспечение относительной надежности и относительного структурирования, - горизонт - короткие и средние сроки, - глубина - детализация планов, - диапазон - ограниченный спектр альтернатив, - основа - созданный потенциал. Оперативным планированием охватываются отдельные функциональные ...
0 комментариев