Навигация
Партией деталей принято называть число одноименных деталей n, запускаемых одновременно в производство и обрабатываемых с одной наладки
48436
знаков
2
таблицы
4
изображения
1 Партией деталей принято называть число одноименных деталей n, запускаемых одновременно в производство и обрабатываемых с одной наладки.
Пример.
Если сумма затрат, производимых па партию детален независимо от ее размера v = 600 руб., а затраты, производимые на каждую деталь, p / n = 0,4 руб., то при партии деталей n = 550 шт. себестоимость изготовления каждой детали равна:
Сд = 0,4 + 600 / 550 = 1,49 руб.,
а себестоимость изготовления всей партии:
Сn = 0,4 *500 +600 = 820 руб.
На рис. 2 приведен график сравнения двух вариантов технологического процесса: в первом варианте v' = 270 руб. и p' = 1 руб., а во втором варианте v" = 600 руб., p" =0,4 руб. Из графика видно, что при партии деталей n = 550 шт. себестоимость изготовления по этим двум вариантам одинакова (линии затрат Cд = 1,49 руб. и Cn = 820 руб. пересекаются в точке, соответствующей n = 550 шт.).
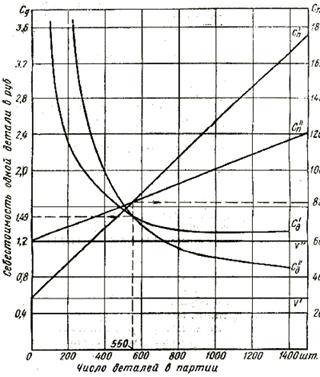
Рис.2. График сравнения двух вариантов технологических процессов
Сравнивая два варианта разрабатываемого технологического процесса, выбирают тот из них, который при заданной величине размера партии обеспечивает наименьшую себестоимость.
Проектируемый технологический процесс записывают в технологических картах, на основе которых составляют материальные спецификации и ведомости требуемого инструмента и другой оснастки.
Технологические карты составляются в виде: а) маршрутных; б) операционных; в)инструкционных.
а) Маршрутные карты используются в единичном и мелкосерийном производстве с большой номенклатурой выпускаемой продукции. Составлением маршрутных карт заканчивается разработка технологического процесса. Эти карты служат основой для межцехового планирования (расцеховки) на предприятиях этих типов производства.
б) Операционные или попереходные технологические карты, содержащие все необходимые данные по разработанному технологическому процессу, составляются на предприятиях крупносерийного и массового производства на основе маршрутных карт.
в) Инструкционные карты составляются главным образом в массовом производстве, для наиболее сложных и трудоемких операций, и предназначаются для непосредственного использования рабочими. В инструкционной карте подробно описывается не только содержание данной операции, режимы, оснастка и пр., но и основные приемы работы.
Материальные спецификации составляются в виде перечня необходимых для изготовления деталей конкретного наименования основных материалов с указанием марки, сорта, размера и количества по каждому сорторазмеру.
Ведомости требуемого инструмента, так же как и материальные спецификации составляются на основе технологических операционных карт и служат основой для планирования потребности производства в инструментах и другой оснастке.
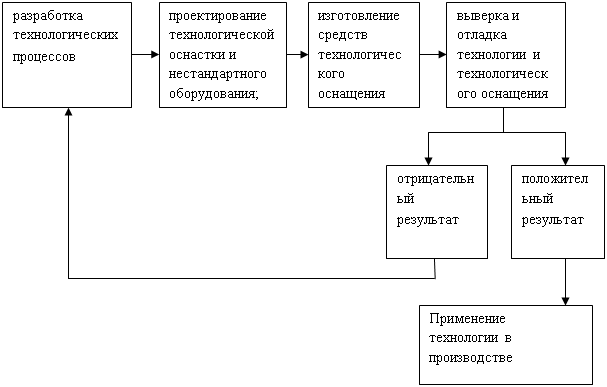
Новые технологические процессы обычно не сразу. внедряются в производство, а сначала подвергаются проверке в экспериментальных цехах, после которой в основных цехах производится отладка. Проверка и отладка проводятся при выпуске пробных серий под непосредственным руководством технологов. При этом проверяются и корректируются не только запроектированные технологические процессы, но и конструкции инструментов и приспособлений, а также намеченные режимы обработки, нормы времени и расценки.
Экспериментирование в области технологии имеет целью изыскание, а в дальнейшем и освоение новых, более совершенных технологических процессов получения заготовок, механической и термической обработки деталей, сборки узлов и машин, а также более производительных режимов резания, сварки и т. п. Экспериментирование проводится не только в порядке текущей технической подготовки, но и по плану научно-исследовательских работ.
Документация по технологическому процессу, утвержденная главным инженером завода, является, наравне с конструкторской документацией, важнейшим техническим документом, отступление от которого (без соответствующего разрешения) является нарушением технологической дисциплины.
Строгое соблюдение технологической дисциплины является важнейшим условием успешного выполнения государственного планового задания, скорейшего освоения новой техники, правильного использования средств производства, экономии времени, материалов и энергии.
На машиностроительных предприятиях выпускаются детали, чрезвычайно разнообразные как по исходному материалу, конфигурации и размерам, так и по требованиям точности и чистоты изготовления. Проектирование и внедрение различных технологических процессов по большому числу деталей представляет собой весьма трудоемкую и дорогостоящую работу. Это определяет необходимость разработки типовых технологических процессов.
Типовые технологические процессы разрабатываются на основе классификации деталей, по которой все изготовляемые на заводе детали разбиваются на классы, классы — на группы, группы — на подгруппы по следующим признакам: исходный материал, конфигурация, размеры и чистота обрабатываемых поверхностей детали. Типизация технологических процессов имеет большое значение для систематизации, обобщения и распространения передовых высокопроизводительных технологических процессов. Типизация технологических процессов сокращает трудоемкость технологической подготовки в 2—3 раза, а технологическую документацию в 8—10 раз. Типовые технологические процессы широко применяются главным образом при механической и термической обработке деталей в условиях мелкосерийного и единичного производств. Необходимо расширить применение типизации технологических процессов литья, ковки и сборки.
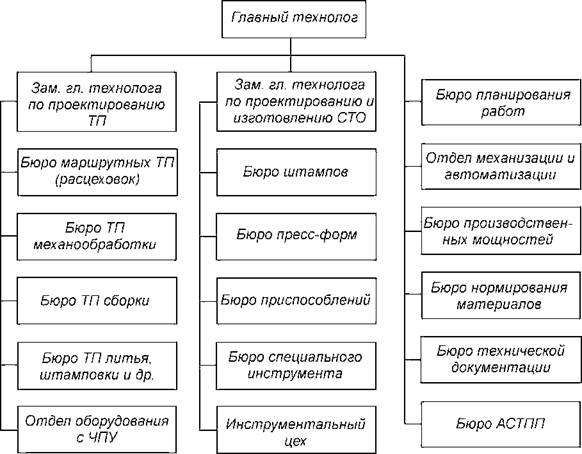
Технологическая подготовка производства на заводе выполняется службой главного технолога. На крупных заводах технологическая подготовка производства в горячих цехах производится отделом главного металлурга или под его непосредственным руководством. Технологическая подготовка на машиностроительных заводах может быть организована по централизованной, децентрализованной или смешанной системе.
При централизованной системе технологическая подготовка сосредоточивается в общезаводском технологическом отделе (отделе главного технолога). Централизованная система применяется в массовом и крупносерийном производствах. На рис.3 показана примерная схема организационной структуры технологического отдела машиностроительного предприятия.
Децентрализованная система предполагает рассредоточение технологической подготовки по основным производственным цехам завода. Технологические бюро этих цехов самостоятельно разрабатывают технологические процессы и их оснастку. Такая система применяется в единичном производстве при значительной номенклатуре выпуска машин, их узлов и деталей и частых изменениях этой номенклатуры. При децентрализованной системе отдел главного технолога завода осуществляет лишь общее методическое руководство цеховыми технологическими бюро.
Смешанная система организации технологической подготовки заключается в том, что разработка проводится частично (маршрутная технология) в отделе главного технолога и частично (операционная технология) в цеховых технологических бюро. Такая система применяется в серийном производстве.
Состав и организационная структура технологического отдела (отдела главного технолога) зависит от масштаба и характера его работы.

Рис. 3. Схема организационной структуры технологического отдела машиностроительного предприятия
Разработка, приемка и передача в производство новых технологических процессов в соответствии с требованиями стандартов ИСО серии 9000
Техническое задание, составляемое исполнителем на основе заявки заказчика, – исходный документ для разработки технологического процесса.
Стороны (лица), принимающие участие в разработке и реализации технологической документации, могут выступать в роли заказчика, исполнителя (разработчика) и потребителя.
Заказчиком является лицо, по договору с которым или по принятой от него заявке разрабатывается технологический процесс. Заказчик предъявляет разработчику исходные требования к разработке; согласовывает техническое задание на разработку; принимает технологические процессы и определяет сферы их применения. Заказчик отвечает за технико-экономическую обоснованность исходных данных для разработки, за их соответствие (норм, показателей, требований) современному уровню развития науки, техники и производства. Исполнитель (разработчик) в соответствии с требованиями заказчика разрабатывает техническое задание, согласовывает его с заказчиком и другими заинтересованными предприятиями (организациями), разрабатывает необходимую документацию, отвечает за комплектность, качество и сроки передачи документации заказчику и осуществляет авторский надзор при ее использовании.
В основу разработки технологических процессов положены два принципа: технический и экономический. В соответствии с техническим принципом проектируемый технологический процесс должен полностью обеспечивать выполнение всех требований рабочего чертежа и технических условий на изготовление заданного изделия. В соответствии с экономическим принципом изготовление изделия должно вестись с минимальными затратами труда и издержками производства. Технологический процесс изготовления изделий должен выполняться с наиболее полным использованием технических возможностей средств производства при наименьших затратах времени и себестоимости изделий.
Постоянное прогрессирование технологических процессов является условием успешной конкурентной борьбы предприятий за рынки сбыта. Для целенаправленных действий по их качеству руководствуются требованиями, изложенными в стандартах ИСО серии 9000, обеспечивающих использование опыта зарубежных фирм, предусматривающего планирование производственных операций в управляемых условиях, определенным образом и в определенной последовательности. Управляемые условия включают соответствующее управление материалами, производственным оборудованием, процессами и процедурами, программным обеспечением ЭВМ, персоналом, поставками, оснащением и производственной средой. Производственные операции должны быть достаточно подробно определены в технологической документации, технологическая документация — ориентироваться на полное и точное описание технологических методов (кроме фрагментов, устанавливающих, что сделать, приводят сведения, как сделать). Формирование основных поверхностней деталей и сборочных единиц, определенных “Классификатором основных поверхностей деталей и сборочных единиц, влияющих на создание резервов технологической точности (резервов качества) изделия”, должно производиться стандартизованной
Под резервом технологической точности (резервом качества) понимается положительная разность между величиной допуска и полем рассеивания каких-либо параметров деталей (сборочных единиц, изделий), т. е тот запас резерва качества (резерва на эксплуатацию) с которым погрешности вписываются в пределы поля допуска. Таким образом, при одинаковых технических требованиях (стандартах), качество изделия будет выше там, где имеются большие резервы технологической точности. Это можно проиллюстрировать следующим примером. Известно, что отечественные допуски и допуски шведской фирмы СКФ на подшипники качения примерно одинаковы Однако долговечность и надежность подшипников фирмы СКФ в среднем выше, так как они выпускаются с, большими резервами технологической точности (у подшипников указанной фирмы детали имеют более точную форму и лучшее качество поверхности, а их размеры — меньшее рассеивание) То же самое можно сказать и о металлорежущих станках, нормы точности (резервы технологической точности) которых примерно одинаковы, но ресурсы работы отечественных станков и станков лучших зарубежных фирм значительно отличаются Так, при изготовлении станков резервы точности у лучших японских фирм составляют 60—70%, т е указанные фирмы используют при изготовлении станков только 25—40% поля допуска или специальной технологической оснасткой и/или на специальных станках, а также станках типа “обрабатывающий центр” (классификатор разрабатывается конструкторским подразделением, дополнительно к комплекту “рабочая конструкторская документация”). С целью создания условий управляемости технологическим процессом, в технологической документации четко определяются контрольные операции, выборки контроля, план и форма карт контроля, контроль первой и последней операции, операции настройки технологических средств и средств измерений, сменяемости оснастки и т. д.; рассмотрены методы и средства поддержания (в допустимых пределах) рабочих условий окружающей среды (температуры, влажности, запыленности и т. д.). В случаях повышенной зависимости качества изделия от свойств материалов и комплектующих изделий, приводятся методы и средства их входного контроля. Особое внимание уделяется операциям обеспечения безопасности изделия (электробезопасности, шумовым характеристикам, опасности из-за отказов и г. д.), а также возможности прослеживаемости и документирования результатов обработки (сборки) я контроля.
Основным технологическим документом, в соответствии с международными стандартами ИСО серии 9000, является рабочая инструкция (РИ). В РИ излагают общие (имеющие постоянный характер) требования к выполнению технологических операций на конкретном рабочем месте, в том числе действия рабочих и технологических средств и требования техники безопасности.
При необходимости, в дополнение к РИ, разрабатывают технологические инструкции (ТИ). В ТИ приводят переменные технологические параметры технологического процесса (операции) —режим обработки и методы достижения запасов технологической точности (резервов качества) для конкретного рабочего места.
Для управления технологическим процессом и наглядности восприятия его маршрута рекомендуется разрабатывать технологическую схему. На схеме символами (табл. 2.1) указываются: наименование и номера цехов, участков, рабочих мест; сведения о применении в разрабатываемом технологическом процессе действующих на предприятии СТП, РИ, ТИ; операции и мероприятия по приемке, складированию и транспортированию исходного сырья, материалов " комплектующих изделий; операции обработки и контроля при обработке; операции сборки и контроля при сборке; операции приемки (испытаний); операции транспортирования и складирования готовой продукции.
Для процессов, которые уже осуществляются в производстве, целесообразно проанализировать запроектированную схему на соответствие с реально существующей, при наличии различий производится их обсуждение. Конечной целью анализа и обсуждения является неуклонное соблюдение технологической схемы в реальных условиях производства. Схема утверждается совместно с технологической документацией на изделие.
РИ и схемы выполняют на листах формата А4 (ГОСТ 2.301—68) или формах аналогичных ТИ (ГОСТ 31105—81); ТИ—на листах формата À4 или формах аналогичных ТИ (ГОСТ 31105—81) и (или) бланках операционных карт технологического процесса (предпочтительно типовых) соответствующего вида формообразования — обработки резанием, литья, ковки и горячей штамповки, холодной штамповки, сварки, пайки и лужения, лакокрасочных и гальванических покрытий, слесарных и слесарно-сборочных работ и т.д., с разработкой и оформлением (при необходимости) эскизов обрабатываемой детали (в соответствии с требованиями ГОСТ 3.1105—81). При формировании полного комплекта технологического процесса применяются и другие формы ЕСТД.
При внедрении в организации (на предприятии) системы заключения трудовых соглашений с разработчиками технологической документации на контрактной основе, устанавливающей обязательность полного гаранта качества выполненных работ, метрологический контроль и нормоконтроль документации не проводится.
Выводы
Производственный процесс -это процесс преобразования затрат (вход) в результат (выход).
Производственный процесс-это совокупность процессов труда и естественных процессов, необходимых для изготовления определенного вида продукции.
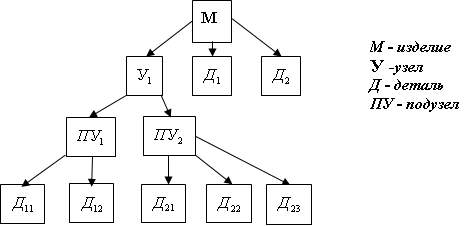
Основной продукцией предприятия являются разного рода изделия. Различают изделия основного и вспомогательного производства.
По роли в общем процессе изготовления продукции существуют процессы: основные, вспомогательные, обслуживающие.
Важнейшие принципы организации производственного процесса: пропорциональности, параллельности, непрерывности, прямоточности, ритмичности, специализации, автоматичности, гибкости, системности, оптимальности.
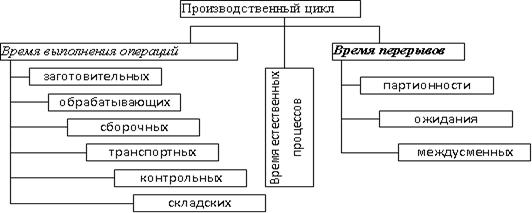
Производственный цикл -это календарный период времени, в течении которого предмет труда проходит все стадии производственного процесса.
Производственный цикл состоит из двух частей: рабочего периода и времени перерывов.
Производственный цикл определяется характером производимой продукции, технологическим процессом, уровнем техники и организации производства.
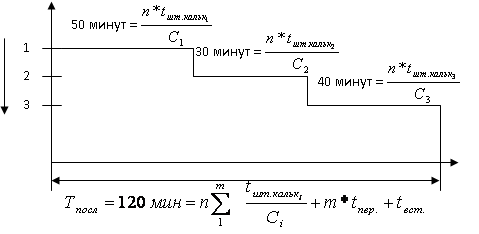
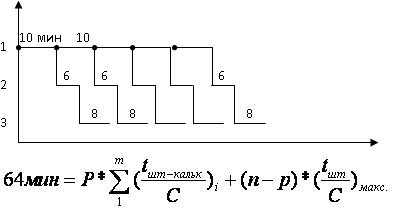
В производственном процессе существует три вида движения предметов труда: последовательный, параллельный, параллельно-последовательный.
Тип производства обуславливается специализацией, объемом и постоянством номенклатуры изделий, а также формой движения изделий по рабочим местам.
Главным показателем характеризующим тип производства является коэффициент закрепления операций. Он показывает отношение числа различных технологических операций подлежащих выполнению в течении месяца к числу рабочих мест.
Существует три типа производства: серийный -ограниченная номенклатура изделий изготавливается партиями (сериями) с широкой специализацией; массовый -непрерывное изготовление ограниченной номенклатуры на узкоспециализированных рабочих местах; единичный -изготовление широкой номенклатуры в единичных количествах повторяющихся через неопределенные промежутки времени или вовсе неповторяющихся, на рабочих местах не имеющих определенной специализации.
По преобладающему типу производства определяются и тип участка, цеха, завода.
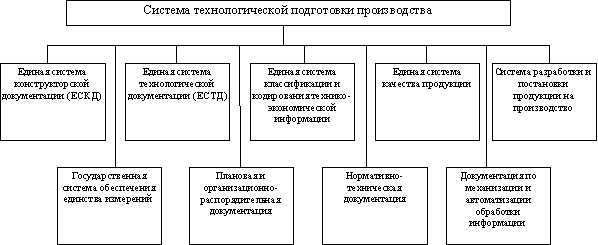
Технологическая подготовка -это совокупность мероприятий обеспечивающих технологичность производства и базируется на единой системе технологической подготовки производства (ЕСТПП).
Технологическая подготовка решает следующие задачи: обеспечение технологичности конструкции, разработка технологических процессов и методов контроля, проектирование и изготовление технологической оснастки, организация и управление процессом ТПП.
Конструкторская документация включает: техническое предложение, эскизный проект, технический проект.
Достижение единых технических требований к продукции осуществляется на основе сертификации продукции и системы качества ее производства. Сертификация может быть обязательной и факультативной.
Исходная информация для разработки технологических процессов включает: базовую, руководящую, справочную.
Основные этапы разработки технологических процессов: анализ исходных данных, выбор действующего типового проекта или аналогичного, выбор исходной заготовки и методов ее изготовления, выбор технологических баз, составление технологического маршрута обработки, разработка технологических операций, нормирование технологического процесса, определение требований техники безопасности, расчет экономической эффективности технологического процесса, оформление технологических процессов.
Проектируемые технологические процессы фиксируются в технологической документации: в маршрутных, операционных, операционно-инструкционных картах.
Экономическая целесообразность выбранного варианта технологического процесса определяется минимальной себестоимостью изготовления деталей из нескольких.
Технологическая подготовка производства выполняется службой главного технолога.
Список литературы
Для подготовки данной работы были использованы материалы с сайта http://www.cfin.ru/
Похожие работы
... старения проектных решений. Во избежание неоправданных потерь необходимо при формулировании технического задания на комплекс программно-аппаратных средств автоматизации подготовки производства и управления производством в автоматизированном цехе рассматривать эти подсистемы как части единой интегрированной системы подготовки производства, которая для всего комплекта производственных заказов ...
... ТПП, то есть к построению АСТПП предприятия. 3 Пути совершенствования уровня ТПП 3.1 Организационно-экономические пути ускорения технологической подготовки производства Для сокращения трудоемкости и продолжительности ТПП в производстве ОАО «Суджанский завод тракторных агрегатов» необходимо прибегнуть к технологической унификации и стандартизации. А именно к основным ее направлениям: ...

... к сложной формообразующей оснастке и инструменту. Еще одна важная задача ТПП - управление процессами ТПП. Автоматизация управления процессами ТПП позволяет обеспечить эффективное комплексное решение всех задач подготовки производства. Работы по технологической подготовке производства выполняются соответствующими подразделениями и службами предприятия. Как правило, наибольший объем работ и общее ...

... , комплексными или локальными; стратегическими, тактическими (как правило, годовыми) или оперативными. Распространенными методами организации работ по планированию являются сетевые методы и построение оперограмм. Рассмотрим кратко эти методы. Сетевое планирование и управление (СПУ) — это графоаналитический метод управления процессами создания (проектирования) любых систем. Сетевой график — ...
0 комментариев