Навигация
3. Осаждение никеля
3.1 Общие сведения.
Никель – серебристо-белый металл с сильным блеском. Плотность никеля –8900 кг/м3 , температура плавления – 1452°С, атомная масса 58,71, удельное электрическое сопротивление – 0,068*10-6 Ом*м, теплопроводность – 90 Вт/(м*К), отражательная способность в видимой части спектра – 58 ¸ 62%. Стандартный потенциал Ni/ Ni2+ = -0,25 В. Электрохимический потенциал никеля – 1,095 г/(А*ч). Никель ферромагнитен, твердость никелевых покрытий – 2,5¸5,5 гПа.
По отношению к воде и воздуху при обычной температуре никель очень устойчив. Разбавленные кислоты действуют на никель менее энергично, чем на железо, однако, он легко растворим в разбавленной азотной кислоте. Концентрированная азотная кислота пассивирует никель. В растворах щелочей никель устойчив при всех концентрациях и температурах. Обладает коррозионной устойчивостью в растворах некоторых органических кислот и минеральных солей. Особенность никеля—безвредность соединений, высокая гидростойкость, значительная износостойкость и склонность к пассивированию. Никелевые покрытия наносят на железо, медь, титан, алюминий, бериллий, вольфрам и др. металлы и сплавы. Никель не должен сопрягаться с серебром, золотом, платиной, палладием, углеродистыми сталями, кадмием, магнием ввиду значительной коррозии в жестких условиях эксплуатации.
Т.к. никель имеет более положительный потенциал, чем железо, то защищает только механически. Никелевые покрытия должны быть беспористыми. Поэтому никелевые покрытия многослойны (у многослойных покрытий поры каждого слоя обычно не совпадают с порами соседних слоев). Для получения многослойных покрытий никель осаждают из нескольких электролитов или на другой металл (например, медь). Многослойность таких покрытий позволяет также снизить расход никеля в результате применения более дешевой меди.
С учетом этих особенностей никель применяется в качестве:
защитно-декоративная отделка изделий и деталей;
защита от коррозии при повышенных температурах и специальных средах;
промежуточный подслой для нанесения других покрытий на сталь с целью обеспечения прочного сцепления с основой;
для повышения износостойкости.
Электроосаждение никеля всегда сопровождается значительной катодной и анодной поляризацией. При пассивации анода снижается концентрация ионов никеля в прикатодном пространстве, что уменьшает выход по току. Предотвратить пассивацию можно введением ионов Cl-. Введение хлор-анионов снижает анодную поляризацию, т.к. они, разряжаясь на аноде, растворяют пассивную пленку. Хлор-анионы вводятся в виде NaCl, KCl. В свою очередь, повышенное содержание Cl- увеличивает растворимость анода. Это приводит к нестабильности ванны. Поэтому повышенное и пониженное содержание хлор-анионов одинаково нежелательно. Чистоту никелевых электролитов поддерживают непрерывной фильтрацией, селективной и периодической химической очисткой, а также зачехлением анода. Для стабильной работы анодов (т.е. для равномерного растворения), их подвергают термообработке и придают эллиптическую или ромбовидную форму. Эти факторы сказываются на скорости растворения, а, следовательно, и на качестве получаемых осадков. Также применяются аноды в виде кусочков 25х25х5 мм. Эти аноды помещаются в титановые корзины, на которые надеваются мешки из полипропиленовой ткани. Такие аноды растворяются равномерно.
Электролиты никелирования содержат три основных компонента: соль никеля, являющуюся источником ионов осаждающегося на катоде металла; соли, способствующие повышению электропроводности раствора и депассивации анода; буферные добавки, поддерживающие кислотность на определенном уровне. В электролиты никелирования вводятся также органические и неорганические добавки, которые:
повышают растворимость анодов;
предупреждают образование шлама;
позволяют получить непосредственно из ванны блестящие осадки с выравниванием поверхности основного металла;
предупреждают питтинг;
повышают твердость осадков;
уменьшают пористость осадков.
Для получения твердых и износостойких осадков в электролит вводятся соединения фосфора (до 10%). При нагревании до 300 ¸ 400 °C в течение 1 часа твердость возрастает до 1000 ¸ 1200 гПа.
По составу основных солей электролиты никелирования делятся на сульфатные, сульфаминовые, хлоридные и фторборатные. Т.к. никель осаждается с большой поляризацией, и, покрытия очень мелкозернисты, то комплексные электролиты не используются.
По видам осаждаемых покрытий электролиты бывают: матового никелирования, блестящего никелирования, черного никелирования.
3.2 Электролиты никелирования.
Электролиты никелирования очень чувствительны к органическим и неорганическим примесям. Правильное приготовление электролита обеспечивает надежную работу в течение длительного времени. При соответствующей очистке и корректировке этот электролит можно использовать несколько лет. В роли буферного соединения в сульфатных электролитах обычно используют борную кислоту. Возможно также использования солей уксусной кислоты.
Сернокислые электролиты.
NiSO4*7H2O – 240 ¸ 340 г/л.
NiCl2 *6H2O – 30 ¸ 40 г/л.
Н3ВО3 – 30 ¸ 40 г/л.
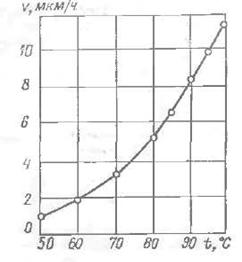
Электролиз ведется при температуре 45 ¸ 60 °С, iк – 2,5 ¸ 10 А/дм2. Анод – никель. Выход никеля по току 95%. Перемешивание проводят сжатым воздухом. рН электролита 4,5 ¸ 5,2.
Для приготовления электролита отдельно растворяются основные соли. Затем растворы сливают в ванны в следующем порядке: борная кислота, сульфат никеля, хлорид никеля. Ванну доводят до рабочего объема, нагревают до 60 ¸ 80 °С и тщательно перемешивают до полного растворения компонентов. Полученный раствор очищают, фильтруют и отстаивают. Для повышения электропроводности в электролитах, содержащих низкую концентрацию сульфата никеля (150 ¸ 200 г/л), в раствор вводят сульфаты натрия или магния.
Для скоростного осаждения никеля используются фторборатные или кремнийфтористоводородные электролиты. Они позволяют вести осаждение при высоких плотностях тока. Осадки получаются светлые и элластичные.
Фторборатный электролит.
Ni(BF4)2 – 300 ¸ 400 г/л.
NiCl2 *6H2O – 10 ¸ 15 г/л.
Н3BO3 – 10 ¸ 15 г/л.
Кроме того, электролит содержит некоторое количество НBF4.
Электролиз ведется при температуре 45 ¸ 55 °С, iк – 10 ¸ 20 А/дм2. Анод – никель. Выход никеля по току до 100. рН электролита 3 ¸ 3,5.
Мткротвердость осадков, полученных из электролита, достигает 3,5 гПа. Электролит используют как в стационарных ваннах, так и в барабанах и колоколах.
Кремнийфтористоводородный электролит.
Ni(НBF6)2 – 400 ¸ 700 г/л.
NiCl2 *6H2O – 25 ¸ 50 г/л.
Н3BO3 – 30 ¸ 40 г/л.
Кроме того, электролит содержит некоторое количество H2SiF6.
Электролиз ведется при температуре 20 ¸ 50 °С, iк – до 15 А/дм2. Анод – никель. Выход никеля по току до 100. рН электролита 0,5 ¸ 1.
В качестве буферных добавок для таких электролитов иногда используют фториды.
Для получения покрытий с минимальными внутренними напряжениями используются сульфаминовые электролиты. Эти электролиты применяются для нанесения толстых слоев никеля, при покрытии неметаллов по проводящему слою или металлов по разделительному слою, а также для осаждения специальных (например, магнитных) покрытий. Сульфаминовые электролиты также позволяют получить пластичные осадки с очень большой степенью сцепления с основой.
Ni(Н2NSO3)2 – 280 ¸ 300 г/л.
NaCl – 12 ¸ 15 г/л.
Н3BO3 – 25 ¸ 30 г/л.
Моющее средство «Прогресс» или ОС-20 – 2 ¸ 3 мл/л.
Паратолуолсульфамид – 1,5 ¸ 2 г/л.
Электролиз ведется при температуре 50 ¸ 60 °С, iк – 5 ¸ 12 А/дм2. Анод – никель. Выход никеля по току до 100. рН электролита 3,6 ¸ 4,2.
Существует электролит такого же типа, который позволяет получать осадки с очень высокой скоростью осаждения. Этот электролит позволяет увеличивать рабочую плотность тока до 80 А/дм2.
Ni(Н2NSO3)2 – 550 ¸ 600 г/л.
NiCl2 *6H2O – 3 ¸ 7 г/л.
Н3BO3 – 10 ¸ 40 г/л.
При температуре 65 °С и iк – 21,6 А/дм2 скорость осаждения никеля составляет 250 мм/ч.
Похожие работы
... 15 Формальдегид 0,05 Хлорамин-Б 2,5 ОС-20 5 11 Холодная промывка Н2О 20 - 0,5 12 Горячая промывка Н2О 50 – 60 - 0,5 13 Сушка воздух 60 – 70 - 5 2.РАСЧЕТ УЧАСТКА ОСАЖДЕНИЯ ДВОЙНОГО ПОКРЫТИЯ МЕДЬ-НИКЕЛЬ. ДВОЙНОГО ПОКРЫТИЯ МЕДЬ-НИКЕЛЬ. 2.1. ОПРЕДЕЛЕНИЕ ФОНДОВ РАБОЧЕГО ВРЕМЕНИ. Участок металлопокрытия работает, в основном, в две смены при ...

... различных приборов и механизмов возникли новые требования в отношении свойств покрытий, в частности магнитных свойств. Эти требования в какой-то степени могут быть удовлетворены с помощью нанесения покрытий химическим способом из растворов, содержащих кобальт. Особое значение для звукозаписи и запоминающих устройств ЭВМ имеют тонкие магнитные пленки, которые получаются путем осаждения Со—Me на ...
... , технической и патентной литературы (пп.1.1-1.5, [90, 91, 190]) по опыту использования многокомпонентных конденсированных структур, а также используя результаты фундаментальных исследований в области получения различных конденсационных покрытий [27, 54, 60, 124, 125, 135, 142], можно предложить достаточно наглядную классификацию всех существующих и принципиально возможных методов получения ...
... тока ниже, чем в гальваностегии; в железных гальванопластических ваннах она не превышает 10—30 а/м2, в то время как при железнении (гальваностегия) плотность тока достигает 2000—4000 а/м2. Гальванические покрытия должны иметь мелкокристаллическую структуру и равномерную толщину на различных участках покрываемых изделий — выступах и углублениях. Это требование имеет в гальваностегии особенно важное ...
0 комментариев