Навигация
3.3 Блестящее никелирование.
Для получения защитно-декоративного покрытия на деталях, не требующих высокой антикоррозионной стойкости, применяют электролиты блестящего никелирования. Для этих покрытий характерны повышенная твердость и износостойкость. Основные недостатки блестящих покрытий (по сравнению с матовыми):
сильное наводораживание покрытия и основы,
большое количество примесей;
повышенные значения внутренних напряжений;
пониженная коррозионная стойкость;
склонность осадка к растрескиванию.
Несмотря на это, метод получения зеркально блестящих покрытий из ванны получил широкое распространение, т.к. при его применении отпадает трудоемкая и дорогостоящая операция полировки.
Для получения непосредственно из ванн блестящих осадков в электролит вводятся специальные добавки – блескообразователи. В настоящее время для никелирования известно огромное количество блескообразователей как органического, так и неорганического происхождения. Большинство из этих добавок ухудшает физико-механические и антикоррозионные свойства никелевых покрытий, и способствуют питтигообразованию.
Условно блескообразователи, применяемые при никелировании, разделяют на 2 класса.
Слабые блескообразователи. Придают осадкам незначительный блеск, мало влияют на катодную поляризацию. Внутренние напряжения, возникающие в покрытиях, полученных при применении этих добавок, незначительны.
Сильные блескообразователи. Придают осадкам значительный блеск даже при малых толщинах. Они вызывают значительное повышение катодной поляризации. Большинство из них резко увеличивают внутреннее напряжение, сто приводит к отслаиванию покрытия.
Внутренние напряжения, которые вызываются блескообразователями, 1 класс обладают знаком, противоположным напряжениям, вызываемыми блескообразователями 2 класса.
Некоторые блескообразователи способствуют повышению толщины осадков в микроуглублениях катодной поверхности, приводя к выравниванию или сглаживанию микропрофиля поверхности. Ряд соединений, в особенности понижающих поверхностное натяжение никелевых растворов, способствуют подавлению питтинга в электролитах никелирования. Обычно электролиты блестящего никелирования содержат добавки 3-4 типов. При составлении таких электролитов добавки подбирают так, чтобы одна и та же добавка выполняла разные функции (например, блескообразование и выравнивание).
Для получения блестящих никелевых осадков с высокими физико-механическими свойствами в электролит необходимо вводить сильный блескообразователь, обладающий выравнивающим действием, слабый блескообразователь и антипиттинговую добавку.
В качестве блескообразователей часто используются сульфосоединения. При электроосаждении никеля сульфосоединения претерпевают ряд превращений, в результате которых образуется сульфамид никеля.
Наибольшее распространение получили сернокислые электролиты блестящего никелирования.
Пример электролита блестящего никелирования.
NiSO4*7H2O – 250 ¸ 300 г/л.
NаCl – 10 ¸ 15 г/л.
Н3ВО3 – 30 ¸ 40 г/л.
1,4-бутиндиол – 1,0 ¸ 1,5 г/л.
Формальдегид – 0,01 ¸ 0,05 г/л.
Хлорамин Б – 2,0 ¸ 2,5 г/л.
Моющее средство «Прогресс» или ОС-20 – 2 ¸ 5 мл/л.
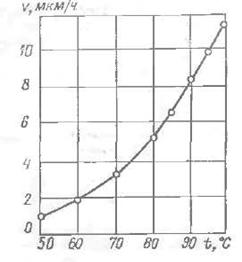
Электролиз ведется при температуре 45 ¸ 60 °С, iк – 3 ¸ 5 А/дм2. Анод – никель. рН электролита 4,5 ¸ 5,5.
3.4 «Черное» никелирование.
Процесс «черного» никелирования заключается в получении покрытий черного цвета из электролита, содержащего соли никеля и цинка. Кроме солей никеля и цинка в состав электролита входят серосодержащие соединения (в основном роданиты), которые легко восстанавливаются на катоде с образованием сульфидов никеля и цинка.
«Черное» никелирование применяют для увеличения светопоглощения у покрываемых объектов. Такие покрытия используют в оптической промышленности, в некоторых специальных отраслях машиностроения, а также для придания определенного декоративного вида.
Покрытие «черный никель» обладает более высокой твердостью и прочностью, чем чисто никелевое. Толщина «черного никеля» обычно £ 0,5 ¸ 0,7 мкм. Поэтому коррозионная стойкость осадков низка, кроме того, он имеет очень плохое сцепление состалью. Поэтому «черный никель» осаждают на подслой. Толщина подслоя меди должна составлять 7 ¸ 8 мкм.
Растворы для «черного» никелирования могут быть приготовлены на основе общераспространенных никелевых электролитов с добавлением соли цинка. Постоянство рН поддерживается 3% раствором серной кислоты или карбоната цинка. Для предотвращения пассивирования анодных контактов их необходимо протравливать после каждой загрузки 50% раствором серной кислоты.
Для повышения коррозионной стойкости и сопротивления истиранию «черные» никелевые покрытия промасливают или покрывают лаком.
NiSO4*7H2O – 50 ¸ 75 г/л.
ZnSO4*7H2O – 25 г/л.
(NH4)2SO4 – 15 г/л.
KSCN (NaSCN) – 25 ¸ 30 г/л.
Ni(NH4)2(SO4)2*6H2O – 45 г/л.
Н3ВО3 – 25 г/л.
Электролиз ведется при температуре 20 ¸ 40 °С, iк – 1,0 ¸ 1,3 А/дм2. Анод – никель. рН электролита 4,5 ¸ 5,5. В первые 15-20 мин электролида плотность тока постепенно поднимают от 0,02 до 0,2 А/дм2.
Список литературыБеленький М.А., Иванов А.Ф. Электроосаждение металлических покрытий. Справ. изд. М.: «Металлургия», 1985.
Гальванические покрытия в машиностроении. Справочник/Под ред. Шлугера М.И. М.: «Машиностроение», 1985.
Зальцман Л.Г., Черная С.М. Спутник гальваника. К.:1989.
Блестящие электролитические покрытия/Под ред. Матулиса Ю.Ю. Вильнюс.: «Минтис», 1969.
Каданер Л.И. Справочник по гальваностегии. К.: «Техника», 1976.
Кудрявцев В.Т. Электролитические покрытия металлами. М.: «Химия», 1979.
Лайнер В.И. Защитные покрытия металлов. М.: «Машиностроение», 1974.
Лайнер В.И. Современная гальванотехника. М.: «Металлургия», 1967.
Пурин Б.А. Электроосаждение из пирофосфатных электролитов. Рига: Зинатне, 1975.
Ямпольский А.М. Меднение и никелирование. Л.: «Машиностроение», 1977.
Ямпольский А.М. Ильин В.А. Краткий справочник гальванотехника. Л.: «Машиностроение», 1
Похожие работы
... 15 Формальдегид 0,05 Хлорамин-Б 2,5 ОС-20 5 11 Холодная промывка Н2О 20 - 0,5 12 Горячая промывка Н2О 50 – 60 - 0,5 13 Сушка воздух 60 – 70 - 5 2.РАСЧЕТ УЧАСТКА ОСАЖДЕНИЯ ДВОЙНОГО ПОКРЫТИЯ МЕДЬ-НИКЕЛЬ. ДВОЙНОГО ПОКРЫТИЯ МЕДЬ-НИКЕЛЬ. 2.1. ОПРЕДЕЛЕНИЕ ФОНДОВ РАБОЧЕГО ВРЕМЕНИ. Участок металлопокрытия работает, в основном, в две смены при ...

... различных приборов и механизмов возникли новые требования в отношении свойств покрытий, в частности магнитных свойств. Эти требования в какой-то степени могут быть удовлетворены с помощью нанесения покрытий химическим способом из растворов, содержащих кобальт. Особое значение для звукозаписи и запоминающих устройств ЭВМ имеют тонкие магнитные пленки, которые получаются путем осаждения Со—Me на ...
... , технической и патентной литературы (пп.1.1-1.5, [90, 91, 190]) по опыту использования многокомпонентных конденсированных структур, а также используя результаты фундаментальных исследований в области получения различных конденсационных покрытий [27, 54, 60, 124, 125, 135, 142], можно предложить достаточно наглядную классификацию всех существующих и принципиально возможных методов получения ...
... тока ниже, чем в гальваностегии; в железных гальванопластических ваннах она не превышает 10—30 а/м2, в то время как при железнении (гальваностегия) плотность тока достигает 2000—4000 а/м2. Гальванические покрытия должны иметь мелкокристаллическую структуру и равномерную толщину на различных участках покрываемых изделий — выступах и углублениях. Это требование имеет в гальваностегии особенно важное ...
0 комментариев